一种实现快速组装的碎纸机刀棒的制作方法
1.本实用新型涉及碎纸机技术领域,尤其是涉及一种实现快速组装的碎纸机刀棒。
背景技术:
2.碎纸机内旋转安装有两个平行设置的碎纸机刀棒,一个碎纸机刀棒包括一个碎纸刀轴和多个串设在碎纸刀轴的碎纸刀片,为避免在碎纸过程中在同一时刻有两个或多个刀尖同时扎入纸张,每一个碎纸机刀棒上的各个碎纸刀片的刀尖均相互错开,一般是顺次相邻的两个碎纸刀片的刀尖错开设定的角度。
3.目前,碎纸机刀棒的每一个碎纸刀片均是相同的,在生产过程中,需要工人将各个碎纸刀片逐一套入碎纸刀轴,在组装过程中组装工人需要分别将每个碎纸刀片的刀尖顺次旋转设定的角度,或者,在碎纸刀轴的轴面开设一沿轴向延伸的弧形的螺旋形状的弧形安装槽,虽然目前存在自动组装碎纸刀片的设备,但是,不但要识别每个碎纸刀片的方向和装配角度,在组装过程中要将每个碎纸刀片分别旋转不同的角度,使得碎纸刀片的自动组装效率极低,而且自动组装的成本也较高,还容易装配错误,自动组装碎纸刀片的技术目前因组装效率低于人工组装以及自动组装综合成本高于人工组装而基本未被采用,而碎纸刀轴的弧形安装槽更是自动组装碎纸刀片的致命阻碍,因碎纸刀片与弧形安装槽存在一倾斜夹角会导致每一个碎纸刀片在套入碎纸刀轴的过程中都会不断地卡紧于弧形安装槽,因此有必要予以改进。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的是提供一种实现快速组装的碎纸机刀棒,结构简单,实现自动组装。
5.为了实现上述目的,本实用新型所采用的技术方案是:一种实现快速组装的碎纸机刀棒,一个碎纸机刀棒包括一个碎纸刀轴和多个间隔串设在碎纸刀轴的碎纸刀片组,每个碎纸刀片组包括至少一个碎纸刀片,每一个碎纸刀片的中部均开设有一安装孔,每一个碎纸刀片的外缘均设置有至少两个沿圆周方向间隔设置的扎纸尖部,每一个碎纸刀片组均具有至少一基于相应的碎纸刀片的安装孔的在圆周方向定位的装配参考部,串设在同一碎纸刀轴的属于同一个碎纸机刀棒的每一个碎纸刀片组的装配参考部均轴向对齐,同一个碎纸机刀棒的每一个碎纸刀片组的对应位置的扎纸尖部相对任一碎纸刀片组的装配参考部沿圆周方向的夹角均不相同。
6.进一步的,属于同一个所述碎纸机刀棒的各所述碎纸刀片组的安装孔相对其所述碎纸刀轴的在圆周方向的装配角度均相同,属于同一个碎纸机刀棒的各碎纸刀片组的对应位置的扎纸尖部按其排列位置在圆周方向顺次朝向同一侧错开设定的角度。
7.进一步的,属于同一个所述碎纸机刀棒的串设在同一个所述碎纸刀轴的第一个所述碎纸刀片组与最后一个碎纸刀片组的对应位置的所述扎纸尖部的夹角小于同一个碎纸刀片组的相邻两个扎纸尖部的夹角,串设在同一个碎纸刀轴的任意相邻的两个碎纸刀片组
的对应位置的扎纸尖部沿圆周方向的夹角b均相同。
8.进一步的,一个所述碎纸刀片组仅包括一个所述碎纸刀片,成型在碎纸刀片的外缘的所述扎纸尖部包括两个沿径向方向延伸的刀尖,两个刀尖的内端部连结成一体,扎纸尖部为v字形。
9.进一步的,一个所述碎纸刀片组仅包括两个背靠背抵顶在一起的所述碎纸刀片,每一个碎纸刀片组的两个碎纸刀片的外缘的对应位置分别成型有一个径向方向延伸的刀尖,每一个碎纸刀片组的两个碎纸刀片的对应位置的两个刀尖拼接成一所述扎纸尖部,扎纸尖部为v字形。
10.进一步的,每一个碎纸刀片的所述安装孔的孔缘均朝向一侧延伸出一圆环形状的间隔环。
11.进一步的,所述碎纸刀轴设置有一沿轴向方向直线延伸的装配基准直槽或装配基准平面,属于同一个所述碎纸机刀棒的各所述碎纸刀片组均的所述装配参考部分别轴向对齐并定位配合碎纸刀轴的同一装配基准直槽或装配基准平面,属于同一个碎纸机刀棒的每一个碎纸刀片均不相同。
12.进一步的,属于同一个所述碎纸机刀棒的每一个所述碎纸刀片的各个所述扎纸尖部的相对位置均不相同,所述装配参考部包括水平方向或垂直方向的平面。
13.进一步的,所述碎纸刀轴的横向截面形状为圆形,碎纸刀轴的表面开设有多个沿轴向方向直线延伸的所述装配基准直槽,装配基准直槽的截面形状为弧形;每个所述碎纸刀片的所述安装孔的孔壁分别成型有与碎纸刀轴的装配基准直槽一一对应的截面形状相匹配的朝向安装孔的中部凸出设置的所述装配参考部,装配参考部包括沿轴向方向直线延伸的凸条,属于同一个所述碎纸机刀棒的每一个所述碎纸刀片的对应位置的装配参考部插装于碎纸刀轴的同一个装配基准直槽。
14.进一步的,所述碎纸刀轴的截面形状为多边形,所述安装孔的截面形状是与碎纸刀轴的截面形状相匹配的多边形,所述装配参考部是碎纸刀轴和安装孔定位配合的其中一个侧面或其垂直面。
15.本实用新型和现有技术相比所具有的优点是:本实用新型结构简单,成本低,碎纸机刀棒及其碎纸刀片的结构使其自动组装得以顺利实施,且自动组装顺畅,自动组装效率高,自动组装成本低。
附图说明
16.下面结合附图和实施例对本实用新型进一步说明。
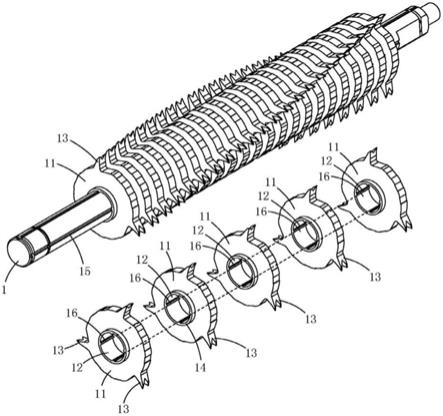
17.图1是本实用新型的结构示意图。
18.图2是本实用新型的分解示意图。
19.图3是本实用新型的碎纸刀片的装配示意图。
20.图中:1碎纸刀轴11碎纸刀片12安装孔13扎纸尖部14间隔环15装配基准直槽16凸条
具体实施方式
21.以下仅为本实用新型的较佳实施例,并不因此而限定本实用新型的保护范围。
22.一种实现快速组装的碎纸机刀棒,图1至3所示,一个碎纸机刀棒包括一个碎纸刀轴1和多个间隔串设在碎纸刀轴1的碎纸刀片组,每个碎纸刀片组包括至少一个碎纸刀片11,每一个碎纸刀片11的中部均开设有一安装孔12,每一个碎纸刀片11的外缘均设置有至少两个沿圆周方向间隔设置的扎纸尖部13,每一个碎纸刀片组均具有至少一基于相应的碎纸刀片11的安装孔12的在圆周方向定位的装配参考部,串设在同一碎纸刀轴1的属于同一个碎纸机刀棒的每一个碎纸刀片组的装配参考部均轴向对齐,同一个碎纸机刀棒的每一个碎纸刀片组的对应位置的扎纸尖部13相对任一碎纸刀片组的装配参考部沿圆周方向的夹角均不相同,属于同一个碎纸机刀棒的每一个碎纸刀片11的各个扎纸尖部13的相对位置均不相同,装配参考部包括水平方向或垂直方向的平面。
23.本实用新型结构简单,成本低,碎纸机刀棒及其碎纸刀片11的结构使其自动组装得以顺利实施,且自动组装顺畅,由于各碎纸刀片11均是以相同的装配参考部作为装配基准,且各碎纸刀片11均相对碎纸刀轴1的轴向方向直线套入,自动组装过程中在碎纸刀片11未到达指定装配位置前碎纸刀片11不会卡紧于碎纸刀轴1,自动组装效率高,自动组装成本低。
24.属于同一个碎纸机刀棒的各碎纸刀片组的安装孔12相对其碎纸刀轴1的在圆周方向的装配角度均相同,属于同一个碎纸机刀棒的各碎纸刀片组的对应位置的扎纸尖部13按其排列位置在圆周方向顺次朝向同一侧错开设定的角度,组装在同一个碎纸机刀棒上的各碎纸刀片组的对应位置的扎纸尖部13依次错开并呈螺旋排列。
25.属于同一个碎纸机刀棒的串设在同一个碎纸刀轴1的第一个碎纸刀片组与最后一个碎纸刀片组的对应位置的扎纸尖部13的夹角小于同一个碎纸刀片组的相邻两个扎纸尖部13的夹角b,串设在同一个碎纸刀轴1的任意相邻的两个碎纸刀片组的对应位置的扎纸尖部13沿圆周方向的夹角b均相同,较佳的,0.1度≤夹角b≤-5度,夹角b是指定的角度范围内的任意角度。
26.例如,以垂直面作为参考基准,每一个轴向串设在碎纸刀轴1的碎纸刀片组的安装孔12的装配参考部均平行于垂直面,即串设在同一个碎纸刀轴1的各碎纸刀片组的安装孔12均沿轴向对齐且对应位置的扎纸尖部13相邻设置,一个碎纸刀轴1上一共串设有n个碎纸刀片组,第一个碎纸刀片组的扎纸尖部13与垂直面之间具有夹角a1,第二个碎纸刀片组的扎纸尖部13与垂直面之间具有夹角a2,第三个碎纸刀片组的扎纸尖部13与垂直面之间具有夹角a3,以此类推,第n个碎纸刀片组的扎纸尖部13与垂直面之间具有夹角an,夹角an小于360/n,an-a
n-1
=夹角b,对于仅有三个扎纸尖部13的夹角b≤10度,较佳的,夹角b≤3度,优选的,夹角b≤2度。
27.例如,一个碎纸刀片组的外缘具有六个等间隔分布的扎纸尖部13,夹角b为2度,这样使得同一个碎纸机刀棒上的各碎纸刀片组的对应位置的扎纸尖部13在圆周方向最大覆盖角度小于60度,对于在一个碎纸刀轴1串设有27个碎纸刀片组的其最大覆盖角度仅为54度。在碎纸过程中的任一时刻仅有一个扎纸尖部13穿刺纸张。
28.较佳的,一个碎纸刀片组仅包括一个厚度为4mm的碎纸刀片11,成型在碎纸刀片11的外缘的扎纸尖部13包括两个沿径向方向延伸的刀尖,两个刀尖的内端部连结成一体,扎纸尖部13为v字形。
29.较佳的,一个碎纸刀片组仅包括两个背靠背抵顶在一起的装配厚度为2mm的碎纸
刀片11,每一个碎纸刀片组的两个碎纸刀片11的外缘的对应位置分别成型有一个径向方向延伸的刀尖,每一个碎纸刀片组的两个碎纸刀片11的对应位置的两个刀尖拼接成一扎纸尖部13,扎纸尖部13为v字形。
30.较佳的,每一个碎纸刀片11的安装孔12的孔缘均朝向一侧延伸出一圆环形状的间隔环14,在组装过程中不需要在相邻两组碎纸刀片组之间再串入间隔环14,减少组件数量,同时减少装配工作量。
31.碎纸刀轴1设置有一沿轴向方向直线延伸的装配基准直槽15或装配基准平面,属于同一个碎纸机刀棒的各碎纸刀片组均的装配参考部分别轴向对齐并定位配合碎纸刀轴1的同一装配基准直槽15或装配基准平面,属于同一个碎纸机刀棒的每一个碎纸刀片11均不相同。
32.例如,碎纸刀轴1的横向截面形状为圆形,碎纸刀轴1的表面开设有多个沿轴向方向直线延伸的装配基准直槽15,装配基准直槽15的截面形状为弧形;每个碎纸刀片11的安装孔12的孔壁分别成型有与碎纸刀轴1的装配基准直槽15一一对应的截面形状相匹配的朝向安装孔12的中部凸出设置的装配参考部,装配参考部包括沿轴向方向直线延伸的凸条16,属于同一个碎纸机刀棒的每一个碎纸刀片11的对应位置的装配参考部插装于碎纸刀轴1的同一个装配基准直槽15。
33.例如,碎纸刀轴1的截面形状为多边形,安装孔12的截面形状是与碎纸刀轴1的截面形状相匹配的多边形,装配参考部是碎纸刀轴1和安装孔12定位配合的其中一个侧面或其垂直面。
34.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1