滤纸筒结构、圆筒形空气滤芯及滤芯制作工艺的制作方法
1.本发明涉及汽车空气过滤技术领域,尤其是一种滤纸筒结构、圆筒形空气滤芯及滤芯制作工艺。
背景技术:
2.空气滤清器作为发动机进气系统的关键零部件,其主要通过内部的滤芯实现杂质的过滤,净化空气,为发动机与及其它用气部件提供新鲜干净的空气。
3.圆筒形空气滤芯的滤纸筒通常由单层滤纸或多层复合滤纸按一定宽度反复折叠成波浪形后,再围成圆筒形,滤纸筒圆周方向上具有若干宽度相同的折叠面。由于纸质的滤纸筒为软性材料,使用时,在负压作用下容易出现并折或塌陷的情况,从而影响滤纸筒的过滤效果。而且,由于纸质滤纸筒的柔软特性,其折叠面宽度越宽,则越容易出现发生变形、出现并折或塌陷,因此现有技术的滤纸筒的折叠面宽度通常较窄,一般只有30-50mm,而折叠面作为过滤面,其宽度大小与滤芯的容尘量及使用寿命直接相关,折叠面的宽度越窄,则滤芯的容尘量越小、使用寿命越短,受限于折叠面宽度,现有的空气滤芯的容尘量较小、寿命也较短,空气滤芯定期更换保养的周期短,保养成本也高。另外,现有滤纸筒各部位气流不均匀,各折叠面之间的外折间距和内折间距也不均匀,降低了滤纸筒的使用效率,从而影响滤纸筒的过滤效果。
技术实现要素:
4.本技术人针对上述现有圆筒形空气滤芯存在的缺点,提供一种结构合理的滤纸筒结构、圆筒形空气滤芯及滤芯制作工艺,滤纸筒内设置径向支撑与轴向支撑,防止滤纸筒并折或塌陷,使滤纸筒可以设置更宽的折叠面宽度,提高滤芯容尘量与寿命,延长保养周期,降低保养成本,保证滤纸筒的过滤效果。
5.本发明所采用的技术方案如下:一种滤纸筒结构,由滤纸反复折叠成波浪形后再围成圆筒状,圆周方向上具有若干折叠面,相邻折叠面之间具有一侧开口外折间距或内折间距,内折间距内、在轴向方向上设置有若干横隔条,横隔条径向撑在相邻折叠面之间。
6.作为上述技术方案的进一步改进:横隔条径向填满在内折间距对应横截面内。
7.每层的若干横隔条端部相连,形成一体连续的隔胶层,相邻两层隔胶层的间距h为30-50mm;隔胶层的厚度为1-2mm。
8.折叠面的宽度w为70-100mm。
9.滤纸筒的外周面缠绕有束线,束线在滤纸筒下部的绕线密度大于上部的绕线密度。
10.一种圆筒形空气滤芯,采用上述滤纸筒结构,滤纸筒外侧为进气侧、内侧为出气侧,滤纸筒的出气侧内插装有骨架总成,滤纸筒的上端部设有上端盖、下端部设有下端盖,
上端盖中央的通孔连通滤纸筒的出气侧。
11.作为上述技术方案的进一步改进:骨架总成的竖架体上端设有顶架、下端设有底架,顶架与底架之间竖直设置有若干支撑柱,若干支撑柱沿轴向穿过滤纸筒。
12.顶架包括若干同心的上圆周辐条及若干径向布置的上横辐条;底架包括若干同心的下圆周辐条及若干径向布置的下横辐条;支撑柱两端部分别设置有凸台,凸台与支撑柱顶面或底面之间具有台阶面;支撑柱通过凸台插装在顶架的上圆周辐条与上横辐条交汇处和底架的下圆周辐条与下横辐条交汇处。
13.一种滤芯制作工艺,用于上述圆筒形空气滤芯,滤芯的滤纸采用随折随注胶的方式制作折叠面与隔胶层,滤纸每折叠处一个内折间距,随即往该内折间距内注胶;滤纸折叠、注胶完成后卷成圆筒状的滤纸筒。
14.作为上述技术方案的进一步改进:折叠后的滤纸沿骨架总成的竖架体卷成圆筒状后,将骨架总成的支撑柱插接到顶架和底架上,支撑柱位于滤纸的外折间距内;然后通过pu胶冷却成型出上端盖与下端盖;最后在滤纸筒外周缠绕束线;制作滤纸筒的装置包括折纸装置及设置在折纸装置一侧、沿滤纸的高度方向布置的若干注胶装置,若干注胶装置面向滤纸的出气侧、正对折纸装置后侧第一个内折间距。
15.本发明的有益效果如下:(1)本发明的若干隔胶层将滤纸筒分隔为多个过滤区间,空气气流由于隔胶层的限制和引导作用、被分流到多个过滤区间内进行过滤,使滤纸筒轴向各部位均参与到对空气的过滤,提高了滤纸筒的使用效率,保证滤纸筒的过滤效果。内折间距内的若干横隔条作为径向支撑结构对折叠面进行径向支撑,一方面,提高了折叠面的径向强度,防止折叠面在负压作用下发生并折或者塌陷的情况,保证过滤效率,而且由于有了横隔条的径向支撑定位,折叠面即使具有很宽的宽度也不容易发生变形、出现并折或者塌陷的情况,使滤纸筒的折叠面在有限的空间内可以尽可能地设置得更宽,本发明的折叠面相比于现有技术扩展了一倍上,大大提高了滤纸筒的容尘量,提高了使用寿命,延长了滤芯的更换保养周期,降低了保养成本;另一方面,由于横隔条对折叠面的支撑定位作用,滤纸筒的外折间距与内折间距也被相对固定,各折叠面之间的外折间距与内折间距更均匀,使得空气气流更均匀性地从各外折间距与内折间距内流过,提高了各个折叠面的使用效率,从而提高了滤纸筒的过滤效率,而且由于横隔条将各折叠面撑展定型,滤纸筒整体更伸展、更美观。
16.(2)本发明的若干支撑柱作为轴向支撑结构对折叠面径向轴向支撑,一方面,提高了折叠面的轴向强度,进一步防止折叠面在负压作用下发生并折或者塌陷的情况,保证过滤效率,也提高了滤纸筒的轴向挺度;另一方面,还使得骨架总成整体的支撑强度,使骨架总成整体更稳定可靠。
17.(3)本发明的滤纸筒下部缠绕的束线较密,上部较疏,用户在保养更换滤芯时,可以手持束线密度更大的下部,此时束线可以起到隔离保护滤纸的作用,避免手与滤纸直接接触。
18.(4)本发明的滤纸筒的滤折与隔胶层采用随折随注胶的方式成型,折叠面之间的内折间距一经折出即注胶定型,折叠面被隔胶层支撑固定定位,更利于防止折叠面、外折间
距及内折间距在滤纸持续的折叠过程及后续的卷筒过程中变形或间距发生变化,保证每个滤折之间的间距达到设定值要求,进而确保滤纸折叠后的水平长度满足设定值要求,防止滤纸筒尺寸超差而影响后续滤芯的生产;而且注胶装置连续注胶,保证了隔胶层的连续性与厚度,防止隔胶层出现断胶的情况而影响其密封分割性与支撑性。
附图说明
19.图1为本发明的主视图。
20.图2为图1中a-a截面的剖视图。
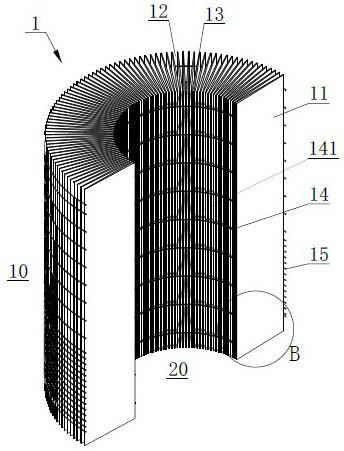
21.图3为本发明的立体剖切图。
22.图4为滤纸筒的剖切图。
23.图5为图4中b部的放大图。
24.图6为隔胶层的立体图。
25.图7为图6中c部的放大图。
26.图8为骨架的立体图。
27.图9为支撑杆的立体图。
28.图10为滤纸筒的制作示意图。
29.图中:1、滤纸筒;11、折叠面;12、外折间距;13、内折间距;14、隔胶层;141、横隔条;15、束线;10、进气侧;20、出气侧;2、骨架总成;21、竖架体;22、顶架;221、上圆周辐条;222、上横辐条;23、底架;231、下圆周辐条;232、下横辐条;24、支撑柱;241、上凸台;242、上台阶面;243、下凸台;244、下台阶面;3、上端盖;31、通孔;4、下端盖;5、折纸装置;6、注胶装置。
具体实施方式
30.下面结合附图,说明本发明的具体实施方式。
31.如图1至图3所示,本发明所述的空气滤芯包括圆筒形的滤纸筒1,滤纸筒1外侧为进气侧10、内侧为出气侧20,滤纸筒1的出气侧20内插装有骨架总成2,滤纸筒1的上端部粘接固定有上端盖3、下端部粘接固定有下端盖4,上端盖3中央开设有通孔31,通孔31连通滤纸筒1的出气侧20,下端盖4封盖滤纸筒1底面。
32.如图4、图5所示,滤纸筒1由滤纸按一定宽度反复折叠成波浪形后再围成圆筒状,折叠成型后,滤纸筒1的圆周方向上具有若干宽度相同、依次串联的折叠面11,相邻折叠面11之间具有一侧开口的折间距,开口侧位于进气侧10的折间距为外折间距12,开口位于出气侧20的折间距为内折间距13。滤纸筒1内、沿轴向从上至下依次设置有若干层具有间距的隔胶层14,相邻两层隔胶层14之间的间距h为30-50mm,优选40mm,隔胶层14沿径向填充在内折间距13内,若干隔胶层14将滤纸筒1分隔为多个过滤区间,空气气流由于隔胶层14的限制和引导作用、被分流到多个过滤区间内进行过滤,使滤纸筒1轴向各部位均参与到对空气的过滤,提高了滤纸筒1的使用效率,保证滤纸筒1的过滤效果。如图6、图7所示,本实施例中,隔胶层14为一体连续的锯齿圆环形薄胶层,在圆周方向具有若干与内折间距13对应的、沿
径向发散的横隔条141,横隔条141与内折间距13横截面相匹配;当然,在其他实施例中,隔胶层14也可以是不连续的,而是由各分开的横隔条141组成,即各横隔条141的端部不相连。如图4、图5所示,横隔条141径向填满在内折间距13对应横截面内,撑在相邻折叠面11之间,即内折间距13内的若干横隔条141作为径向支撑结构对折叠面11进行径向支撑,一方面,提高了折叠面11的径向强度,防止折叠面11在负压作用下发生并折或者塌陷的情况,保证过滤效率,而且由于有了横隔条141的径向支撑定位,折叠面11即使具有很宽的宽度也不容易发生变形、出现并折或者塌陷的情况,使滤纸筒1的折叠面11在有限的空间内可以尽可能地设置得更宽,本发明的折叠面11宽度w可以设置到70-100mm,优选为80mm,相比于现有技术,折叠面11宽度扩展了一倍上,大大提高了滤纸筒1的容尘量,提高了使用寿命,延长了滤芯的更换保养周期,降低了保养成本;另一方面,由于横隔条141对折叠面11的支撑定位作用,滤纸筒1的外折间距12与内折间距13也被相对固定,各折叠面11之间的外折间距12与内折间距13更均匀,使得空气气流更均匀性地从各外折间距12与内折间距13内流过,提高了各个折叠面11的使用效率,从而提高了滤纸筒1的过滤效率,而且由于横隔条141将各折叠面11撑展定型,滤纸筒1整体更伸展、更美观。
33.如图3、图4所示,滤纸筒1的外周面缠绕有束线15,用于将滤纸筒1整体进行固定定型,增加滤纸筒1整体的稳定性;束线15在滤纸筒1下部的绕线密度大于上部的绕线密度,即滤纸筒1下部缠绕的束线15较密,上部较疏,用户在保养更换滤芯时,可以手持束线15密度更大的下部,此时束线15可以起到隔离保护滤纸的作用,避免手与滤纸直接接触。
34.如图8所示,骨架总成2包括中间平行于滤纸筒1轴向的竖架体21、上端径向布置的顶架22与下端径向布置的底架23,顶架22与底架23之间竖直设置有若干支撑柱24,若干支撑柱24沿周向均匀布置;安装后,滤纸筒1套设在竖架体21外周、位于顶架22与底架23之间,若干支撑柱24沿轴向穿过滤纸筒1,如图2所示,支撑柱24穿设在滤纸筒1的外折间距12内,若干支撑柱24作为轴向支撑结构对折叠面11径向轴向支撑,一方面,提高了折叠面11的轴向强度,进一步防止折叠面11在负压作用下发生并折或者塌陷的情况,保证过滤效率,也提高了滤纸筒1的轴向挺度;另一方面,还使得骨架总成2整体的支撑强度,使骨架总成2整体更稳定可靠。顶架22包括若干同心的上圆周辐条221及若干径向布置的上横辐条222;底架23包括若干同心的下圆周辐条231及若干径向布置的下横辐条232,下圆周辐条231与上圆周辐条221相对应,下横辐条232与上横辐条222相对应。如图9所示,支撑柱24上端部设置有上凸台241,上凸台241与支撑柱24顶面之间具有上台阶面242;支撑柱24下端部设置有下凸台243,下凸台243与支撑柱24底面之间具有下台阶面244。如图8所示,支撑柱24的上凸台241插装在顶架22的上圆周辐条221与上横辐条222交汇处的安装孔内,支撑柱24的下凸台243插装在底架23的下圆周辐条231与下横辐条232交汇处的安装孔内,上台阶面242与下台阶面244可以对支撑柱24进行限位;支撑柱24通过上凸台241、下凸台243与顶架22、底架23插接配合,便于拆装。
35.如图10所示,滤纸筒1的制作装置包括有折纸装置5及设置在折纸装置5一侧、沿滤纸的高度方向(即滤纸筒1轴向)布置的若干注胶装置6,若干注胶装置6面向滤纸的出气侧20、正对折纸装置5后侧第一个内折间距13(图中,折纸装置5与注胶装置6均为简单示意),滤纸通过折纸装置5折出内折间距13后,通过注胶装置6往内折间距13内注胶。
36.滤纸筒1及滤芯的具体制作工艺包括如下步骤:
(1)首先,通过折纸装置5将平面的滤纸折叠并挤压出折叠面11;(2)滤纸每被折叠出一个内折间距13,注胶装置6随即往该内折间距13内注胶,即滤纸随折随注胶,内折间距13一折出就注胶,滤纸连续折出内折间距13,注胶装置6连续往内折间距13内注胶,胶液凝固后则形成连续的隔胶层14;滤折与隔胶层14采用随折随注胶的方式成型,折叠面11之间的内折间距13一经折出即注胶定型,折叠面11被隔胶层14支撑固定定位,更利于防止折叠面11、外折间距12及内折间距13在滤纸持续的折叠过程及后续的卷筒过程中变形或间距发生变化,保证每个滤折之间的间距达到设定值要求,进而确保滤纸折叠后的水平长度满足设定值要求,防止滤纸筒1尺寸超差而影响后续滤芯的生产;而且注胶装置6连续注胶,保证了隔胶层14的连续性与厚度,防止隔胶层14出现断胶的情况而影响其密封分割性与支撑性,隔胶层14的厚度为1-2mm,优选为1.5mm;(3)滤纸折叠、注胶完成后,把滤纸沿骨架总成2的竖架体21卷成圆筒状,并将对应的两端部折叠面11采用中缝胶粘贴固定、形成滤纸筒1;(4)然后将骨架总成2的支撑柱24插接到顶架22和底架23上,通过支撑柱24的上凸台241、下凸台243与顶架22、底架23的安装孔配合实现定位,支撑柱24位于滤纸的外折间距12内,保证外观美观;(5)再然后把装好的滤纸筒1与骨架总成2一同放到发泡模中,通过发泡模中的pu胶冷却成型,形成滤芯的上端盖3、下端盖4结构;(6)最后,在滤纸筒1外周缠绕束线15固定定型,完成滤芯的制作。
37.以上描述是对本发明的解释,不是对本发明的限定,在不违背本发明精神的情况下,本发明可以作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1