一种机械配件不合格品检测剔除机构的制作方法
1.本实用新型涉及机械配件加工技术领域,尤其涉及一种机械配件不合格品检测剔除机构。
背景技术:
2.机械配件在加工结束后要进行尺寸检测、外观缺陷检测等,并且在检测结束后要将不合格的产品进行剔除,以便对其重新加工,现有技术中对于机械配件的检测和剔除均是由人工手动完成的,这样的工作效率不仅相对较低,同时成本也相对较高。
技术实现要素:
3.实用新型目的:为了解决背景技术中存在的不足,所以本实用新型公开了一种机械配件不合格品检测剔除机构。
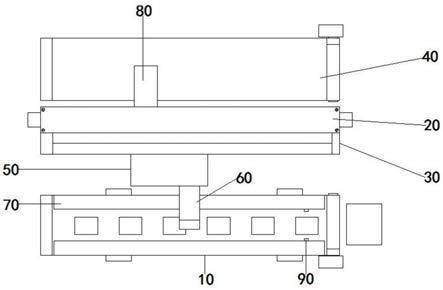
4.技术方案:一种机械配件不合格品检测剔除机构,包括检测输送平台、横梁支架、ccd检测机构、剔除吸取机构,所述剔除吸取机构包括伺服直线模组、滑动座、剔除吸取装置和剔除卸料流水线,所述横梁支架设于检测输送平台和剔除卸料流水线之间,所述伺服直线模组固设在横梁支架所对应横梁的前部,且所述滑动座与伺服直线模组连接,所述ccd检测机构通过设置l形支架与滑动座固接,所述剔除吸取装置固设在ccd检测机构后部所对应的滑动座上。
5.进一步的是,所述检测输送平台的上方相对两侧固设有限位板。
6.进一步的是,所述限位板内侧表面位于检测输送平台的输送末端位置均设有对射传感器。
7.进一步的是,所述ccd检测机构包括ccd检测相机、安装套和环状光源,所述ccd检测相机固设在l形支架的底部,所述安装套套设在ccd检测相机的下部外表面,所述环状光源固设在安装套的底部表面。
8.进一步的是,所述剔除吸取装置包括旋转气缸、旋转臂、升降驱动气缸和电磁吸附块,所述旋转气缸固设在滑动座的底部,所述旋转臂与旋转气缸的输出端固接,所述升降驱动气缸固设在旋转臂的一端,所述电磁吸附块与升降驱动气缸连接。
9.本实用新型实现以下有益效果:
10.本实用新型能较快的实现对不合格的机械配件进行检测剔除,效率相对较高,且生产成本相对较低。
附图说明
11.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并于说明书一起用于解释本公开的原理。
12.图1为本实用新型公开的整体结构示意图。
13.图2为本实用新型公开的前侧局部结构示意图。
14.图3为本实用新型公开的侧面局部结构示意图。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
16.实施例
17.参考图1
‑
3,一种机械配件不合格品检测剔除机构,包括检测输送平台10、横梁支架20、ccd检测机构、剔除吸取机构,剔除吸取机构包括伺服直线模组30、滑动座50、剔除吸取装置和剔除卸料流水线40,横梁支架设于检测输送平台和剔除卸料流水线之间,伺服直线模组固设在横梁支架所对应横梁的前部,且滑动座与伺服直线模组连接,ccd检测机构通过设置l形支架60与滑动座固接,剔除吸取装置固设在ccd检测机构后部所对应的滑动座上。
18.在本实施例中,检测输送平台的上方相对两侧固设有限位板70,用于对检测输送平台上的机械配件进行限位输送,这样能更加方便剔除吸取装置吸取不合格品,同时要说明的是,本实用新型需通过机械手(本实用新型未示出)定时向检测输送平台上放置待检测的机械配件,这样能保证每两个机械配件之间留有相同的间距,以使剔除吸取装置更精准的吸取不合格品。
19.在本实施例中,限位板内侧表面位于检测输送平台的输送末端位置均设有对射传感器90(已知型号),在此对射传感器检测到检测输送平台的末端有机械配件时,检测输送平台将会停止工作,同时伺服直线模组驱动滑动座于检测输送平台上方滑动,设置在滑动座上的ccd检测机构就能对检测输送平台上的数个机械配件进行逐个检测,并且剔除吸取装置则能对不合格进行吸取。
20.在本实施例中,ccd检测机构包括ccd检测相机100、安装套110(环状结构)和环状光源120,ccd检测相机固设在l形支架的底部,安装套套设在ccd检测相机的下部外表面,环状光源固设在安装套的底部表面,在ccd检测相机对检测输送平台上的数个机械配件进行逐个拍照时,环状光源对每个机械配件进行照射,这样ccd检测相机所拍出的照片就较为清晰,从而会提高检测精度。
21.在本实施例中,剔除吸取装置包括旋转气缸130、旋转臂80、升降驱动气缸140和电磁吸附块150,旋转气缸固设在滑动座的底部,旋转臂与旋转气缸的输出端固接,升降驱动气缸固设在旋转臂的一端,电磁吸附块与升降驱动气缸连接;在剔除吸取装置进行吸取不合格品时,旋转气缸驱动旋转臂动作,以使升降驱动气缸位于检测输送平台的正上方,到位后,升降驱动气缸驱动电磁吸附块下降,并将该不合格品吸取,最后旋转气缸带动旋转臂动作,以使升降驱动气缸位于卸料流水线上方,随后电磁吸附块停止对不合格品吸取,不合格品将会被下放在剔除卸料流水线上。
22.本实用新型的具体操作原理为,利用机械手定时将待检测的机械配件放置在检测输送平台上进行输送,在两个定位板上的对射传感器检测到检测输送平台的末端已有机械配件时,检测输送平台停止运行,相应的,伺服直线模组开始驱动滑动座移动,位于滑动座上的ccd检测机构将会逐个对检测输送平台上的机械配件进行拍照检测,若ccd检测机构检
测到输送平台上数个机械配件有不合格时,剔除吸取装置随后动作将此不合格品吸取至剔除卸料流水上,在ccd检测机构对输送平台上的数个机械配件检测结束后,伺服直线模组驱动滑动座复位,检测输送平台动作,操作人员逐个将检测平台上的数个机械配件取下(操作人员拿下的机械配件的数量为固定值),与此同时,机械手依次再放置数个机械配件至检测输送平台上。
23.上述实施例只为说明本实用新型的技术构思及特点,其目的是让熟悉该技术领域的技术人员能够了解本实用新型的内容并据以实施,并不能以此来限制本实用新型的保护范围。凡根据本实用新型精神实质所作出的等同变换或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1