电极结构体、电极结构体的制造方法、电解单元和电解槽与流程
[0001]
本发明涉及电极结构体、电极结构体的制造方法、电解单元和电解槽。
背景技术:
[0002]
碱金属盐电分解是指对食盐水等碱金属氯化物水溶液进行电分解(下文中也简称为“电解”)而制造出高浓度的碱金属氢氧化物、氢、氯等的方法。作为该方法,可以举出基于水银法、隔膜法的电解,但近年来主要使用电力效率良好的离子交换膜法。
[0003]
离子交换膜法中,使用电解槽进行电解,该电解槽是将具备阳极和阴极(下文中也将它们总称为“电极”)的电解单元隔着离子交换膜排列多个而成的。电解单元具有安装有阴极的阴极室与安装有阳极的阳极室隔着隔壁(背面板)背对背地配置而成的结构。在电解单元中,向阳极室供给碱金属氯化物水溶液,向阴极室供给碱金属氢氧化物,通过进行电解,在阳极室生成氯气,在阴极室生成碱金属氢氧化物、氢气。
[0004]
另外,近年来,为了进一步提高电功率消耗率,使离子交换膜与阴极接触来进行电解的零极距电解成为主流。例如,专利文献1中公开了一种零极距电解单元的结构。通常,在零极距电解单元的阳极室内配置有肋材、阳极,在阴极室内配置有肋材、集电板(导电性板)、弹性体(缓冲垫)、阴极。在阴极室内按照集电板、弹性体、阴极的顺序对它们进行配置,通过利用具有缓冲特性的缓冲垫对阴极进行挤压,在电解时能够使阴极与离子交换膜接触。下文中,将包括集电板、弹性体和电极的结构体简称为“电极结构体”。
[0005]
专利文献2中,作为现有公知的阴极的固定方法,公开了使用特氟龙(注册商标)针的方法、进行焊接的方法。作为进行焊接的方法,有使用镍制带将阴极的周边部点焊到阴极室框架的密封面上来进行固定的方法。具体地说,将阴极配置在阴极室框架的密封面上,进一步在其上配置镍制带,通过点焊来固定阴极。
[0006]
现有技术文献
[0007]
专利文献
[0008]
专利文献1:日本专利第4453973号公报
[0009]
专利文献2:日本特开2010-111947号公报
技术实现要素:
[0010]
发明所要解决的课题
[0011]
根据专利文献1~2中记载的技术,在使用镍制带通过点焊将阴极固定在密封面上的方法中,会产生阴极室框架的密封面的腐蚀、阴极更换时密封面的减薄、作业效率差等问题。
[0012]
另外,在电解单元中,为了使内容物不会漏出,在相当于电解单元的外周部的密封面上粘贴有垫片。这种情况下,如图6所示,由于是在电解单元100的密封面102上粘贴阴极104、镍制带106来进行固定的,因而存在凹凸,电解液容易潴留在该部分中,某些条件下可能会发生密封面102的腐蚀(缝隙腐蚀)。另外,在随着电解的进行垫片发生劣化的情况下,
为了维持垫片的密封性,需要进行垫片更换。在图6所示的电解单元中,在垫片更换时,镍制带106与垫片108一起被剥离,可能将阴极104撕裂。这样可能在电解单元的内部导致损伤。
[0013]
此外,在随着电解的进行电极发生劣化的情况下,为了消除电解性能的降低会进行电极的更换。此处,在更换阴极104时,剥离旧的阴极104,对阴极室110的框体101的密封面102进行清洗,使用镍制带106将新的阴极通过点焊固定在密封面102上。为了通过焊接进行固定,需要除去密封面102表层的氧化物。为了除去氧化物,需要削去密封面102的表层,密封面102的板材会减薄。在反复进行这样的操作时,因减薄所致的密封性的降低可能会变得明显。如此,现有方法中具有阴极的更换需要大量的精力和时间的问题。
[0014]
如上所述,现有技术中,在防止与电极等部件的更换相伴的电解单元内部的损伤的方面以及防止密封面的缝隙腐蚀的方面仍有改善的余地。
[0015]
本发明是为了解决上述课题而完成的,其第1目的在于提供能够降低电解单元内部的腐蚀和损伤的电极结构体、使用其的电解单元和电解槽。
[0016]
另外,本发明的第2目的在于提供能够将该与电极等部件的更换相伴的电解单元内部的损伤降低的电极结构体的制造方法。
[0017]
用于解决课题的手段
[0018]
本发明人为了解决上述课题反复进行了深入研究。其结果,关于第1目的,发现通过利用电极固定部件将电极的缘部固定为特定形状,能够解决上述课题,从而完成了本发明。此外,关于第2目的,发现通过对集电板周边部的至少一部分进行切割的特定工序、以及使电极周边部的至少一部分弯曲的特定工序,能够解决上述课题,从而完成了本发明。
[0019]
即,本发明如下所述。
[0020]
[1]
[0021]
一种电极结构体,其具备:
[0022]
电极、
[0023]
与上述电极对置的集电板、
[0024]
位于上述电极与上述集电板之间且具有导电性的弹性体、以及
[0025]
位于上述弹性体与上述集电板之间的电极固定用部件,
[0026]
上述电极的周边部的至少一部分被固定在上述电极固定用部件与上述集电板之间。
[0027]
[2]
[0028]
如[1]中所述的电极结构体,其中,上述电极的整个周边部被固定在上述电极固定用部件与上述集电板之间。
[0029]
[3]
[0030]
如[1]或[2]中所述的电极结构体,其中,上述电极位于上述电极固定用部件与上述集电板之间的部分的长度为5mm以上30mm以下。
[0031]
[4]
[0032]
一种电解单元,其具备:
[0033]
阴极室、
[0034]
与上述阴极室对置的隔壁、以及
[0035]
与上述隔壁对置且位于与阴极室相反一侧的阳极室,
[0036]
上述阴极室和上述阳极室中的至少一者包括[1]~[3]中任一项所述的电极结构体。
[0037]
[5]
[0038]
一种电解槽,其具备:
[0039]
[4]中所述的电解单元、以及
[0040]
与上述电解单元对置的离子交换膜。
[0041]
[6]
[0042]
一种电极结构体的制造方法,其包括下述工序:
[0043]
第1工序,从具备第1电极、与该第1电极对置的集电板、以及位于该第1电极与集电板之间且具有导电性的第1弹性体的结构体中除去该第1电极;
[0044]
第2工序,在上述集电板上配置第2电极;以及
[0045]
第3工序,使上述第2电极的周边部的至少一部分在上述集电板上弯曲,使用电极固定用部件将该第2电极的弯曲部分的至少一部分固定在该集电板上。
[0046]
[7]
[0047]
如[6]中所述的电极结构体的制造方法,其中,
[0048]
在上述第1工序中,进一步除去上述第1弹性体,
[0049]
在上述第2工序中,将第2弹性体配置在上述集电板上之后,将上述第2电极配置在上述集电板上。
[0050]
[8]
[0051]
一种电极结构体的制造方法,其包括下述工序:
[0052]
除去工序,从具备第1电极、具有与该第1电极对置的第1面以及与该第1面相反一侧的第2面的集电板、以及位于该第1电极与该集电板的该第1面之间且具有导电性的弹性体的结构体中除去该第1电极;
[0053]
切割工序,对上述集电板的周边部的至少一部分进行切割,在上述结构体的内部形成切口部;以及
[0054]
弯曲工序,将第2电极配置在上述弹性体上,按照经由上述切口部位于上述第2面上的方式使该第2电极的周边部的至少一部分弯曲。
[0055]
[9]
[0056]
如[8]中所述的电极结构体的制造方法,其中,上述弯曲工序中,按照经由上述切口部位于上述第2面上的方式使上述弹性体的周边部的至少一部分弯曲。
[0057]
[10]
[0058]
如[8]或[9]中所述的电极结构体的制造方法,其中,
[0059]
上述结构体进一步具备通过粘接部件粘接于上述第1电极的凸缘,
[0060]
上述除去工序中,通过除去上述粘接部件使上述第1电极与上述凸缘分离。
[0061]
发明的效果
[0062]
根据本发明,能够提供可降低电解单元内部的腐蚀和损伤的电极结构体、使用其的电解单元和电解槽。此外,根据本发明,能够提供可降低与电极等部件的更换相伴的电解单元内部的损伤的电极结构体的制造方法。
附图说明
[0063]
图1是示意性示出本发明的一个实施方式的电解槽的正面图。
[0064]
图2是示出本发明的一个实施方式的电解单元的正面图。
[0065]
图3是示出图2所示的电解单元的截面构成的图。
[0066]
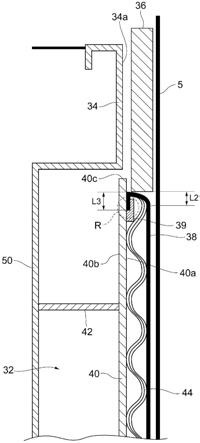
图4是放大示出图3所示的电解单元的一部分的截面图。
[0067]
图5是放大示出图4所示的电解单元的一部分的截面图。
[0068]
图6是示出现有的电解单元的截面构成的图。
[0069]
图7是放大示出图3所示的电解单元的一部分(实施除去工序前)的截面图。
[0070]
图8是放大示出图3所示的电解单元的一部分(实施除去工序后;实施切割工序前)的截面图。
[0071]
图9是放大示出图3所示的电解单元的一部分(实施切割工序后;实施弯曲工序前)的截面图。
[0072]
图10是放大示出图3所示的电解单元的一部分(实施一个方式的弯曲工序后)的截面图。
[0073]
图11是放大示出图3所示的电解单元的一部分(实施另一方式的弯曲工序后)的截面图。
具体实施方式
[0074]
下面对本发明的具体实施方式(以下简称为“本实施方式”)进行详细说明。以下的本实施方式是用于说明本发明的示例,并非旨在将本发明限定于以下的内容。本发明可以在其要点的范围内适当地变形来实施。
[0075]
需要说明的是,在附图的说明中,对于相同或相应要素附以相同符号,省略重复的说明。另外,只要没有特别声明,附图中上下左右等的位置关系基于附图所示的位置关系,附图的尺寸比例并不限于图示的比例。不过,该附图只不过示出了本实施方式的一例,本实施方式不应被解释为限定于这些。
[0076]
<第1实施方式>
[0077]
[电极结构体]
[0078]
本实施方式的电极结构体具备:电极、与上述电极对置的集电板、位于上述电极与上述集电板之间且具有导电性的弹性体、以及位于上述弹性体与上述集电板之间的电极固定用部件,上述电极的周边部的至少一部分被固定在上述电极固定用部件与上述集电板之间。
[0079]
如此,本实施方式的电极结构体由于具有电极的周边部的至少一部分夹入到电极固定用部件与集电板之间的结构,因此能够将电极以不进行图6所示的焊接的方式固定于集电板,还能够有效地防止因电解液发生潴留而引起的密封面的缝隙腐蚀。
[0080]
如上所述,本实施方式的电极结构体能够降低电解单元内部的腐蚀和损伤。
[0081]
另外,本实施方式的电解单元应用了本实施方式的电极结构体。即,本实施方式的电解单元具备阴极室、与上述阴极室对置的隔壁、以及与上述隔壁对置且位于与阴极室相反一侧的阳极室,上述阴极室和上述阳极室中的至少一者包括本实施方式的电极结构体。由于像这样构成,因此本实施方式的电解单元能够降低内部的腐蚀和损伤。
[0082]
此外,本实施方式的电解槽具备本实施方式的电解单元、以及与上述电解单元对置的离子交换膜。由于像这样构成,因此本实施方式的电解槽能够降低内部的腐蚀和损伤。
[0083]
下面,针对本实施方式的电极结构体的构成,基于其与具备该电极结构体的电解单元和电解槽的构成之间的关系进行详细说明。
[0084]
图1是示意性示出本实施方式的一个方式的电解槽的正面图。如图1所示,电解槽1为复极式离子交换膜法电解槽,其是复数个电解单元3隔着离子交换膜5(参照图4)通过加压器7进行串联连接而构成的。电解槽1中,位于两端的电解单元3中的一者与阳极端子9连接,另一者与阴极端子11连接。
[0085]
电解槽1中的电解通过后述的电解单元3的阳极室22(参照图3)与相邻的电解单元3的阴极室32(参照图3)之间的离子交换膜5处的分离来进行。例如,钠离子从电解单元3的阳极室22通过离子交换膜5而向相邻的电解单元3的阴极室32移动,电解中的电流沿着串联连结的电解单元3的方向流动。
[0086]
对离子交换膜5没有特别限定,可以使用公知的离子交换膜。例如,在通过碱金属氯化物等的电分解来制造氯和碱的情况下,从耐热性和耐化学药品性等优异的方面出发,优选含氟系离子交换膜。作为含氟系离子交换膜,可以举出具有可选择性地透过在电解时产生的阳离子的功能、并且包含具有离子交换基的含氟系聚合物的离子交换膜等。此处所说的具有离子交换基的含氟系聚合物是指具有离子交换基或者可通过水解而形成离子交换基的离子交换基前体的含氟系聚合物。例如可以举出下述的聚合物:该聚合物含有氟化烃的主链,具有可通过水解等转换成离子交换基的官能团作为悬垂侧链,并且能够进行熔融加工;等等。
[0087]
接着对电解单元3进行详细说明。图2是示出本实施方式的一个方式的电解单元的正面图,是从阴极侧观察的图。图3是示出图2所示的电解单元的截面构成的图。图3中未图示出肋材(支撑体)42。图4是放大示出图3所示的电解单元的一部分的截面图。如各图所示,电解单元3具备阳极部20、阴极部30、以及隔开阳极部20与阴极部30(阳极室22与阴极室32)的隔壁50。阳极部20与阴极部30电连接。电解单元3为零极距电解单元。
[0088]
阳极部20具有阳极室22。阳极室22由框体24界定。在框体24上部的表面设有垫片26。阳极室22中设有阳极28。阳极28设置在电解单元3的一侧表面侧。阳极28设置在电解单元3的一侧表面侧,可以使用在钛基材的表面包覆有以钌、铱作为成分的氧化物的所谓dsa等金属电极。
[0089]
阴极部30具有阴极室32。阴极室32由框体34界定。在框体34上部的表面(密封面)34a设有垫片36。阴极室32中设有阴极38、集电板40、肋材(支撑体)42、以及缓冲垫(具有导电性的弹性体)44。
[0090]
阴极38设于电解单元3的另一侧表面侧。作为可在零极距电解单元中使用的阴极38,线径细、网孔数少的阴极的柔软性也高,是优选的。这样的阴极基材可以使用各种公知的基材。阴极38例如线径为0.1mm~0.5mm、开孔为20目到80目左右的范围即可。
[0091]
作为阴极涂层,贵金属或贵金属氧化物的涂层薄,是优选的,进而,在贵金属的基础上还可以包含稀土类。通过使涂层薄,具有能够充分确保阴极的柔软性、能够防止离子交换膜5的局部损伤的倾向。为了使涂层薄,优选活性高的贵金属或者贵金属氧化物的涂层。因此,涂层的厚度优选为0.5μm至50μm,进一步优选为1μm至10μm。
[0092]
如图4所示,集电板40沿着阴极38进行配置。集电板40是用于提高阴极38的集电效果的部件。集电板40具有相互对置的一对表面(第1面)40a和背面(第2面)40b。集电板40中,表面40a与阴极38对置地进行配置。
[0093]
另外,集电板40向缓冲垫44和阴极38进行电气传导的同时,承受从缓冲垫44和阴极38挤压而来的负荷。此外,集电板40具有使从阴极38产生的氢气向隔壁50侧通过的功能。因此,作为集电板40,优选多孔金属板、冲切多孔板等。为了将从阴极38产生的氢气排出到隔壁50侧,集电板40上设置的孔的开口率优选为40%以上。从耐蚀性的方面出发,集电板40的材质可以利用镍、镍合金、不锈钢、铁等,从导电性的方面出发优选镍。作为集电板40,也可以直接利用在有限极距电解单元中使用的阴极。另外,作为集电板40,可以利用将氧化镍通过等离子体溶射而被覆在多孔金属板上的有限极距用阴极等。
[0094]
肋材42位于阴极室32内,配设在隔壁50与集电板40的背面40b侧之间。肋材42支撑固定集电板40。肋材42与隔壁50和集电板40分别焊接固定。
[0095]
缓冲垫44配置在阴极38与集电板40的表面40a侧之间。在零极距的电解单元3中,通过确保阳极28的刚性,而形成即使推挤离子交换膜5也不容易变形的结构。另一方面,电解单元3中,通过将阴极38侧制成柔软的结构,可吸收电解单元3的制作精度上的公差和电极的变形等所致的凹凸,形成可确保零极距的结构。缓冲垫44是为了使阴极38侧形成柔软的结构而使用的。
[0096]
缓冲垫44具有将电传递至阴极38的功能、以及使由阴极38产生的氢气向集电板40侧通过的功能。缓冲垫44对于与离子交换膜5相接的阴极38施加不会损伤离子交换膜5的程度的适当且均匀的压力。由此,阴极38与离子交换膜5密合。
[0097]
作为缓冲垫44,可以使用现有公知的缓冲垫。作为缓冲垫44的线径,适合使用0.05mm以上0.25mm以下的线径。缓冲垫44的线径为0.05mm以上的情况下,更能防止缓冲垫被压碎,另外,缓冲垫44的线径为0.25mm以下的情况下,缓冲垫44的弹性力容易为优选的范围,具有可防止电解时推挤压力过度增加的倾向,因此不容易对离子交换膜5的性能带来影响。进一步优选线径为0.08mm以上0.20mm以下的缓冲垫。关于缓冲垫44的材质,从导电性、耐碱性的方面出发,使用镍。例如,可以是对于将线径0.1mm左右的镍制线编织而成的编织物进行了波纹加工的缓冲垫。
[0098]
隔壁50配置在阳极室22与阴极室32(阳极部20与阴极部30)之间。隔壁50也被称为分离板,其对阳极室22和阴极室32进行分隔。隔壁50可以使用作为电解用分离板公知的隔壁,例如可以举出在阴极侧焊接有由镍构成的板、在阳极侧焊接有由钛构成的板的隔壁等。
[0099]
接着对阴极38的安装结构和安装方法进行详细说明。如图4所示,阴极38中,其上端部(周边部的一部分)折入到集电板40的表面40a(与阴极38对置的表面)与电极固定用部件39之间。具体地说,阴极38的上端部在集电板40的表面40a上弯折,从其上利用电极固定用部件39固定于集电板40。此处,如将由图4的虚线围起的部分r附近进行放大而得到的图5所示,配置在集电板40上的电极固定用部件39在区域r1未被固定,而在区域r2固定于集电板40上。此时,在区域r1,由于能够在电极固定用部件39与集电板40之间形成空隙,因此以阴极38的周边部折入到该空隙中的状态将阴极38进行物理方式的固定。需要说明的是,作为电极固定用部件的形状,并不限于图5的示例,只要可以在集电板与电极固定用部件未被固定的区域折入阴极38即可。
[0100]
需要说明的是,为了避免在将阴极的周边部点焊固定于阴极室框架的密封面上的现有技术中可能产生的缝隙腐蚀,也可以考虑制成阴极的周边部的至少一部分跨过集电板的缘部而折入到该集电板的与阴极相反一侧的方案(参照后述的第2实施方式)。通常,电解单元中的集电板与凸缘的空隙非常狭窄,例如按照集电板与凸缘之间的距离为2mm以下的方式来构成。因此,为了进行这样的折入,需要通过对集电板的周边部的至少一部分进行切割等处理而形成切口部。另一方面,根据本实施方式的电极结构体的构成,能够将阴极38固定于集电板40而在不需要将阴极的周边部点焊在阴极室框架的密封面上的操作、也不需要对集电板的周边部的至少一部分进行切割并折入阴极的操作。因此,能够防止由于在阴极室框架的密封面上产生缝隙腐蚀或金属屑而引起的电解单元内部损伤的问题。
[0101]
此外,在通常的零极距电解槽中,电极的周边部的电极与离子交换膜的距离比电极的中央部更大,即存在离子交换膜与电极的距离增大的区域(参照图6的l1),但在本实施方式中,由于电极固定用部件的厚度的程度可充分确保电极和弹性体的周边部的厚度,会减少离子交换膜与电极的距离增大的区域(参照图4的l2)。即,在设图4和图6为相同规模时,l1>l2。作为结果,能够在良好地维持零极距、防止膜损伤的同时提高电解性能。需要说明的是,此处所说的厚度是指从集电板朝向离子交换膜的方向的厚度。
[0102]
对于固定的方法没有特别限定,例如可以举出焊接。
[0103]
作为电极固定用部件39的材质没有限定,例如从耐蚀性的方面出发可以利用镍、镍合金、不锈钢、铁等,也可以使用在多孔金属板上通过等离子喷涂而被覆有氧化镍的材质。
[0104]
另外,电极固定用部件39的厚度优选为0.2~1.0mm、更优选为0.4~0.8mm。电极固定用部件39的厚度为0.2mm以上的情况下,可充分确保阴极38和缓冲垫44的周边部的厚度,作为结果,具有能够在良好地维持零极距、进一步防止膜损伤的同时进一步提高电解性能的倾向。电极固定用部件39的厚度为1.0mm以下的情况下,具有能够防止阴极38过度挤压离子交换膜5侧、能够进一步降低膜损伤的倾向。
[0105]
为了实现上述结构,优选将阴极38切割成比电解单元3的通电部大的尺寸来进行安装。此处,阴极38的位于集电板40的表面40a与电极固定用部件39之间的部分(比通电部长的部分)的尺寸(折入长度l3)优选为5mm以上30mm以下、更优选为8mm以上25mm以下。折入长度l3为30mm以下的情况下,具有能够将插入部分的阴极38和缓冲垫44充分固定于集电板40的倾向。另外,折入长度l3为5mm以上的情况下,具有阴极38和缓冲垫44不容易从集电板40脱落的倾向。需要说明的是,折入长度l3具体地说可以被规定为从缘部40c到阴极38和缓冲垫44的终端部为止的最短距离。
[0106]
需要说明的是,图4中示出了阴极38的上部的构成,但对阴极38,也可以是下端部也在集电板40的表面40a上弯折、利用其他电极固定用部件进行了固定的形态。即,可以是阴极38的两端部(整个周边部)在集电板40的表面40a上弯折、利用其他电极固定用部件进行了固定的形态。如此能够将阴极38更牢固地固定于集电板40,并且能够更为有效地防止缓冲垫44的下垂。进一步优选阴极38的所有外周边部在集电板40的表面40a上弯折、利用各电极固定用部件对阴极38进行固定,由此能够进一步牢固地将阴极38固定于集电板40。
[0107]
将阴极38固定于集电板40时,阴极38优选将角部(拐角部)切下。通过将角部切下,可在角部处插入阴极38。也可以在角部切出对角的切口(从该角部朝向阴极的面内方向的
线状的切口)并进行插入,但在像这样进行切割的情况下,具有阴极38容易以此处为起点而发生破裂的倾向,因此如上所述,优选将角部切下。
[0108]
作为用于将阴极38在集电板40的表面40a上弯折的夹具,可以使用各种公知的夹具。具体地说,可以利用刮铲、旋转辊将阴极38的端部在集电板40的表面40a上弯折。从作业性的方面出发,将阴极38弯折的夹具优选为旋转辊。作为旋转辊的刃部的厚度,优选为0.2mm以上。上述厚度为0.2mm以上的情况下,可确保充分的刚性,具有更容易弯折阴极38的倾向。作为旋转辊的辊径没有特别限定,直径100mm左右的旋转辊通常易于操作。
[0109]
需要说明的是,上文对于电极为阴极的情况下的电极结构体(即阴极结构体)进行了说明,但本实施方式中的电极也可以为阳极。即,本实施方式的电极结构体也可以作为阳极结构体应用于阳极室。作为这种情况下的阳极室,可以使用各种公知的部件,作为阳极也可以应用各种公知的部件。
[0110]
[电极结构体的制造方法]
[0111]
本实施方式的电极结构体的制造方法包括下述工序:第1工序,从具备第1电极、与该第1电极对置的集电板、以及位于该第1电极与集电板之间且具有导电性的第1弹性体的结构体中除去该第1电极;第2工序,在上述集电板上配置第2电极;以及第3工序,使上述第2电极的周边部的至少一部分在上述集电板上弯曲,使用电极固定用部件将该第2电极的弯曲部分的至少一部分固定在该集电板上。由于这样来构成,因此利用本实施方式的电极结构体的制造方法,能够得到可降低电解单元内部的腐蚀和损伤的电极结构体。
[0112]
本实施方式中的第1工序中,从具备第1电极、与该第1电极对置的集电板、以及位于该第1电极与集电板之间且具有导电性的第1弹性体的结构体中除去该第1电极。
[0113]
本实施方式中的第1电极可以为阴极、也可以为阳极。作为第1电极,可以适宜地使用本实施方式的电极结构体中说明的阴极和阳极。
[0114]
本实施方式中的集电板和第1弹性体也可以适宜地使用本实施方式的电极结构体中说明的集电板和弹性体。
[0115]
作为除去第1电极的方法没有特别限定,可以使用各种公知的方法来实施。例如,在结构体具有图6所示的结构的情况下,为了使内容物不漏出,在位于电解单元的外周部的密封面102上通过粘接部件(镍制带)106粘贴阴极104,进一步粘贴垫片108。本实施方式中的结构体如此构成的情况下、即进一步具备通过粘接部件106粘接于第1电极的凸缘(框体)101的情况下,在第1工序中优选通过除去粘接部件106来进行使阴极104与上述凸缘101分离的操作。若对该分离操作进行具体说明,则首先进行将镍制带与凸缘的复数个焊接点利用刮铲进行切割等操作,由此可以除去粘接部件106。
[0116]
第1工序中,不仅可以除去第1电极,而且还可以进一步为了更换而一并除去第1弹性体。此时,具体地说,例如可以通过对第1弹性体与集电体的焊接部进行切割等而除去第1弹性体。
[0117]
本实施方式中的第2工序中,将第2电极配置在集电板上。在第1电极为阴极的情况下,本实施方式中的第2电极为阴极;在第1电极为阳极的情况下,本实施方式中的第2电极为阳极。作为第2电极,也与第1电极同样地可以适宜地使用本实施方式的电极结构体中说明的阴极和阳极。
[0118]
作为配置的方法,只要按照能够实施后续的第3工序的方式进行配置就没有特别
限定。此处,在第1工序中进一步除去第1弹性体的情况下,优选在第2工序中在将第2弹性体配置在集电板上之后,将第2电极配置在集电板上。
[0119]
本实施方式中的第3工序中,使第2电极的周边部的至少一部分在集电板上弯曲,使用电极固定用部件将该第2电极的弯曲部分的至少一部分固定于该集电板上。此处,弯曲部分是指第2电极的周边部的从开始弯曲的部分起到缘部为止的部分。作为本实施方式中的电极固定用部件,可以适宜地使用本实施方式的电极结构体中说明的电极固定用部件。
[0120]
作为固定的方法没有特别限定,例如可以举出焊接。作为利用焊接进行固定的具体例,如图4所示,将电极固定用部件39配置在集电板40的周边部(即集电板40的缘部40c侧),通过进行点焊将集电板40与电极固定用部件39进行固定。此时,优选但不限于通过下述工序进行固定。即,将电极固定用部件39的位于与集电板40的缘部40c相反一侧(集电板40的面方向中央侧)的端部利用焊接进行固定。即,可以在电极固定用部件39与集电板40之间的未进行点焊的部分设置切口部,将端部弯曲的阴极38的该弯曲部分插入该切口部,由此可以将阴极38以物理方式固定于电极固定用部件39与集电板40之间。更具体地说,如将由图4的虚线围起的部分r附近进行放大而得到的图5所示,配置在集电板40上的电极固定用部件39在区域r1未被固定,而在区域r2固定于集电板40上。此时,在区域r1,由于能够在电极固定用部件39与集电板40之间形成切口部,因此可通过将阴极38的周边部折入该切口部而对阴极38进行物理方式的固定。关于区域r1和区域r2的定位没有特别限定,可以考虑阴极38的折入长度、电极固定用部件39的材质等适宜地调整。需要说明的是,作为电极固定用部件的形状,并不限于图5所示的大致l字形状,也可以适宜地采用平板等其他形状。
[0121]
<第2实施方式>
[0122]
[电极结构体的制造方法]
[0123]
本实施方式的电极结构体的制造方法(为便于说明,下文中也称为“第2制造方法”)包括下述工序:除去工序,从具备第1电极、具有与该第1电极对置的第1面以及与该第1面相反一侧的第2面的集电板、以及位于该第1电极与该集电板的该第1面之间且具有导电性的弹性体的结构体中除去该第1电极;切割工序,对上述集电板的周边部的至少一部分进行切割,在上述结构体的内部形成切口部;以及弯曲工序,将第2电极配置在上述弹性体上,按照经由上述切口部位于上述第2面上的方式使该第2电极的周边部的至少一部分弯曲。
[0124]
由于像这样来构成,因此本实施方式的电极结构体的制造方法中,不仅能够简便地得到电极结构体(为便于说明,也将第2实施方式的电极结构体在下文中称为“第2电极结构体”,将上述第1实施方式的电极结构体在下文中称为“第1电极结构体”),而且还能够降低与电极等部件的更换相伴的电解单元内部的损伤。即,在对现有的电解单元中的现有的电极、弹性体和集电板(下文中也将现有的电极结构体简称为“结构体”)的部件进行更换时,不仅能够通过简便的操作来进行,而且还能够降低电解单元的内部的损伤。
[0125]
下面,针对第2电极结构体的构成,基于其与具备该电极结构体的电解单元和电解槽的构成之间的关系进行详细说明。首先,对于应用第2电极结构体的电解单元和电解槽,除了应用第2电极结构体来代替第1电极结构体以外,与第1实施方式相同(参照图1~3),此处省略说明。需要说明的是,对于能够在第2实施方式中使用的阴极、阳极、集电板、缓冲垫等构成电解单元或电解槽的部件,也与第1实施方式相同,可以将具有第1实施方式中说明的材质、形状的部件应用于第2实施方式中。
[0126]
下面对第2制造方法中的各工序进行说明。
[0127]
(除去工序)
[0128]
本实施方式中,具备第1电极、具有与该第1电极对置的第1面和与该第1面相反一侧的第2面的集电板、以及位于该第1电极与该集电板的该第1面之间且具有导电性的弹性体的结构体表示实施本实施方式中的除去工序之前的结构体的状态。关于本实施方式中结构体的构成,在图7所示的示例中,为了使内容物不漏出,在相当于电解单元的外周部的密封面34a上通过粘接部件(镍制带)35粘贴阴极38,进一步粘贴垫片36,但并不限定于此。本实施方式中的结构体如此构成的情况下、即进一步具备通过粘接部件35粘接于现有电极的凸缘(框体)34的情况下,在除去工序优选通过除去粘接部件35来进行使阴极38与上述凸缘34分离的操作。若对该分离操作进行具体说明,则首先进行将镍制带与凸缘的复数个焊接点利用刮铲进行切割等操作,由此可以除去粘接部件35。
[0129]
将图7的示例中实施除去工序后的构成示于图8。可以从图8的状态进一步除去缓冲垫44以便进行更换。此时,具体地说,例如可以通过对缓冲垫与集电体的焊接部进行切割等而除去缓冲垫44。
[0130]
(切割工序)
[0131]
本实施方式中,在实施除去工序后、即在图8所示的状态下实施切割工序。在切割工序中,如图9所示,切割除去集电板40的周边部的至少一部分,在结构体的内部形成切口部s。图9中,集电板40的由虚线示出的部分相当于切割部分。通过该切割工序,集电板40的缘部缩短至缘部40c的位置,由此形成切口部s。
[0132]
从后续的弯曲工序的实施容易性的方面出发,由从集电板40的缘部40c起到凸缘34为止的最短距离所表示的切口部s的长度优选为3~10mm、更优选为4~7mm。间隙s为3mm以上的情况下,具有阴极38和缓冲垫44更容易插入到该间隙中的倾向。另外,间隙s为10mm以下的情况下,能够有效地防止由于离子交换膜5的收缩而使离子交换膜5落入该间隙中的情况,结果具有能够更为有效地防止离子交换膜5的损伤的倾向。
[0133]
(弯曲工序)
[0134]
本实施方式中,在实施切割工序后、即在图9所示的状态下实施弯曲工序。弯曲工序中,如图10所示,将阴极38’配置在缓冲垫44上,按照经由切口部s位于背面(第2面)40b上的方式使阴极38’的周边部的至少一部分弯曲。需要说明的是,在从图8的状态进一步为了进行更换而除去缓冲垫44的情况下,在集电板40上配置其他缓冲垫后,再在该缓冲垫上配置阴极38’。在配置其他缓冲垫时,可以通过点焊将该缓冲垫固定于集电板40上,也可以如下文所述通过与阴极38’一起供至弯曲工序中而固定于集电板40上(参照图11)。通过该操作,阴极38’的上端部(周边部的一部分)折入到集电板40的背面40b侧。具体地说,将阴极38’的上端部插入到形成于框体34与集电板40的缘部40c之间的切口部s,跨过集电板40的缘部40c而折回到背面40b侧。如此,能够在不进行焊接的情况下将将阴极38’固定在集电板40、即电解单元中。此处,对应于第1电极的阴极38相当于电解性能降低了的现有电极,并且,对应于第2电极的阴极38’相当于新品(电解性能未降低)电极的情况下,能够消除电解性能的降低。
[0135]
此外,本实施方式中,如图8所示,在弯曲工序中,优选按照经由切口部s位于背面40b上的方式不仅使阴极38’、而且使缓冲垫44的周边部的至少一部分弯曲。即,优选缓冲垫
44的上端部也插入到形成于框体34与集电板40的缘部40c之间的间隙s中,跨过集电板40的缘部40c而折返到背面40b侧。
[0136]
现有技术中,从防止在电解中缓冲垫44下垂到电解单元3的下端的方面和导电性的方面出发,缓冲垫44经部分点焊而固定于集电板40,但如本实施方式所述按照将缓冲垫44的上端部(周边部的一部分)折入到集电板40的背面40b侧、即按照缓冲垫44的周边部的至少一部分跨过集电板40的缘部而位于背面40b上的方式进行伸展来构成,则不需要上述的点焊。即不仅能够提高部件更换的作业性,而且还能够防止伴随缓冲垫更换而可能产生的缓冲垫的断线,结果能够更为有效地防止离子交换膜的损伤等电解单元的内部的损伤。
[0137]
在实施弯曲工序后,优选将阴极38’切割成比电解单元3的通电部大的程度。此处,将阴极38’折入到集电板40的背面40b的部分(比通电部长的部分)的尺寸、即阴极38’和缓冲垫44位于集电板40的背面40b上的部分的尺寸在下文中作为折入长度l。折入长度l优选为5mm以上20mm以下。折入长度l为20mm以下的情况下,具有能够将插入部分的阴极38’和缓冲垫44充分固定于集电板40的倾向。另外,折入长度l为5mm以上的情况下,具有阴极38’和缓冲垫44不容易从集电板40脱落的倾向。从与上述同样的方面出发,折入长度l更优选为10mm以上15mm以下。需要说明的是,折入长度l具体地说可以被规定为从缘部40c到阴极38’和缓冲垫44的终端部为止的最短距离。
[0138]
需要说明的是,图10~11中示出了阴极38’和缓冲垫44的各上部的构成,但阴极38’和缓冲垫44的各下端部也可以折入到集电板40的背面40b侧。即可以为阴极38’和缓冲垫44的各两端部(各整个周边部)折入到集电板40的背面40b侧的构成。如此,通过将阴极38’和缓冲垫44的各上端部折入到集电板40的背面40b侧,能够将阴极38’和缓冲垫44固定于集电板40。另外,通过将阴极38’和缓冲垫44的各下端部折入到集电板40的背面40b侧,可将阴极38’和缓冲垫44更牢固地固定于集电板40、并且更为有效地防止缓冲垫44的下垂。进一步优选的是,可以通过将阴极38’和缓冲垫44的所有各外周边部折入到集电板40的背面40b侧而将阴极38’和缓冲垫44更牢固地固定于集电板40。
[0139]
将阴极38’和缓冲垫44安装于集电板40时,阴极38’优选将角部(拐角部)切下。通过将角部切下,可在角部处插入阴极38’。也可以在角部切出对角的切口(从该角部朝向阴极的面内方向的线状的切口)并进行插入,但在像这样进行切割的情况下,具有阴极38’容易以此处为起点而发生破裂的倾向,因此如上所述,优选将角部切下。
[0140]
作为用于将阴极38’和缓冲垫44折入到集电板40的背面40b侧的夹具,可以使用各种公知的夹具。具体地说,可以利用刮铲、旋转辊将阴极38’和缓冲垫44的各端部沿着集电板40的边缘压入到电解单元3内,由此将阴极38’和缓冲垫44折入到集电板40的背面40b侧并进行固定。从作业性的方面出发,折入阴极38’和缓冲垫44的夹具优选为旋转辊。作为旋转辊的刃部的厚度,优选为0.2mm以上。上述厚度为0.2mm以上的情况下,可确保充分的刚性,具有更容易插入阴极38’和缓冲垫44的倾向。另外,若厚度大于集电板40与框体34(垫片36的密封面34a)的间隙s,则旋转辊本身不能进入,难以插入阴极38’和缓冲垫44,因此上述厚度更优选为0.2mm至2mm的范围。作为旋转辊的辊径没有特别限定,直径100mm左右的旋转辊通常易于操作。
[0141]
如上文所说明,本实施方式中,通过实施规定的除去工序、切割工序和弯曲工序,容易得到阴极38’和缓冲垫44的各端部跨过集电板40的缘部40c而折入到集电板40的背面
40b侧的构成的电极结构体。即,根据本实施方式的电极结构体的制造方法,能够在不进行焊接的情况下进行阴极38’和缓冲垫44的更换,并且能够长期且没有损伤地使用电解单元3。
[0142]
另外,图10和图11中示出了阴极38’和缓冲垫44以不与集电板40的背面40b相接的方式进行延伸的形态,在该状态下,也是只要将阴极38’和缓冲垫44固定于集电板40即可,从更牢固地固定的方面出发,优选按照阴极38’和缓冲垫44与集电板40的背面40b相接的方式进行延伸。
[0143]
需要说明的是,上文对电极为阴极的情况下的电极结构体(即阴极结构体)进行了说明,但本实施方式中的电极也可以为阳极。即,第2电极结构体也可以作为阳极结构体应用于阳极室。作为这种情况下的阳极室,可以使用各种公知的部件,作为阳极也可以应用各种公知的部件。
[0144]
实施例
[0145]
下面基于实施例对本实施方式进行更详细的说明。本实施方式并不仅限于这些实施例。
[0146]
[实施例1]
[0147]
作为集电板,准备经板网加工而成的、尺寸为1154mm
×
2354mm的镍板(厚度1.2mm)。按照以宽70mm整个覆盖该集电板40的周边部4边的方式利用点焊固定ni金属板网(电极固定用部件39;厚度1.0mm)。此时,将电极固定用部件中的仅位于与集电板40的缘部40c相反一侧(集电板40的面方向中央侧)的端部附近利用焊接进行固定。即,通过仅焊接图5的r2所对应的区域而将电极固定用部件39固定在集电板40上,r1所对应的区域不进行固定。如此,在周边部点焊了电极固定用部件39的集电板40上,通过点焊固定线径0.15mm的缓冲垫44(集电板40的面方向中央部分)。此时,在集电板40上的不存在电极固定用部件39的部分焊接缓冲垫44。此外,将在镍制细网基材上被覆有钌的氧化物的阴极38按照该阴极38的端部插入到集电板40与电极固定用部件39之间的方式使用直径100mm的旋转辊弯折(参照图4)。即,使用平板状的部件折入该弯折的阴极38的端部从而插入到在集电板40与焊接在其周边部的电极固定用部件39之间产生的间隙中。此时阴极38的折入长度(图4所示的折入长度l3)为10mm。
[0148]
将该电解单元组装到电解槽中,对于与该单元的阴极成对的阳极,使用通过对于经板网加工的钛板的表面被覆以钌、铱、钛作为成分的氧化物而制作的阳极,离子交换膜使用aciplex(注册商标)f6801,作为阳极液供给300g/l的盐水,按照在排出口附近氢氧化钠浓度为32重量%的方式向阴极室供给稀氢氧化钠,在电解温度为90℃、阳极室侧气体压为40kpa、阴极室侧气体压为44kpa、电流密度为4ka/m2的条件下进行4天电解后,将电流密度增加至6ka/m2进行29天电解,合计进行33天电解。另外,按照阳极液的排出口附近的盐水的ph为2的方式向所供给的盐水中添加盐酸来进行电解。电解后取出的离子交换膜中未出现损伤等异常。另外,在电解结束后对阴极密封面进行观察,完全未观察到腐蚀。
[0149]
[实施例2]
[0150]
准备电解单元,其是横宽为2400mm、高度为1289mm的零极距电解单元(结构如图7所示),作为阴极使用在镍制细网基材上被覆有钌的氧化物的阴极,作为阳极使用在钛基材的表面被覆有以钌、铱作为成分的氧化物的阳极,作为缓冲垫使用镍制编织物(线径
0.15mm)。将该电解单元组装到电解槽中,使用离子交换膜aciplex(注册商标)f6801,作为阳极液供给约300g/l的盐水,按照在排出口附近氢氧化钠浓度为约32重量%的方式向阴极室供给稀氢氧化钠,在电解温度为80~90℃、阳极室侧气体压为40kpa、阴极室侧气体压为44kpa、电流密度为6ka/m2的条件下进行1年以上的运转(下文中也简称为“运转1”)。该运转后将电解单元从电解槽中取出,进行下述操作。
[0151]
首先,将在电解单元的密封面上为了通过点焊固定阴极(现有阴极)38而使用的粘接部件(镍制带)35通过利用刮铲切割该点焊部而进行剥离,接着将现有阴极38也从电解单元取下(除去工序;参照图8)。接着拆下通过点焊安装的缓冲垫。
[0152]
将集电板40的周边4边利用安装有圆锯齿的砂磨机进行切割后,将截面的毛刺用锉刀研磨,将由从集电板40的缘部40c起到凸缘34为止的最短距离所表示的切口部s的长度设为5mm(切割工序;参照图9)。
[0153]
在像这样对周边进行了切割的集电板40上利用点焊固定线径0.15mm的缓冲垫44。进一步在缓冲垫44上配置阴极38’。设折入长度为10mm,利用直径100mm的旋转辊按照将阴极38’的周边部经由切口部s位于集电板40的背面40b上的方式进行弯曲。即,将阴极38’的周边部折入到集电板40的背面40b侧来进行固定(弯曲工序;参照图10)。作为阴极38’,使用在镍制细网基材上被覆有钌的氧化物的阴极。
[0154]
将该电解单元组装到电解槽中,使用离子交换膜aciplex(注册商标)f6801,作为阳极液供给约300g/l的盐水,按照在排出口附近氢氧化钠浓度为约32重量%的方式向阴极室供给稀氢氧化钠,在电解温度为80~90℃、阳极室侧气体压为40kpa、阴极室侧气体压为44kpa、电流密度为6ka/m2的条件下进行电解,在12个月以上显示出稳定的性能。
[0155]
[比较例1]
[0156]
与实施例2同样地进行运转1,对于在该运转后从电解槽中取出的电解单元,实施与实施例2同样的除去工序。接着使用宽4mm、厚0.08mm的镍制带,通过点焊将与现有阴极相同材料的阴极固定于密封面(参照图7)。将该电解单元组装到与实施例2同样的电解槽中,使用离子交换膜aciplex(注册商标)f6801,作为阳极液供给约300g/l的盐水,按照在排出口附近氢氧化钠浓度为约32重量%的方式向阴极室供给稀氢氧化钠,在电解温度为80~90℃、阳极室侧气体压为40kpa、阴极室侧气体压为44kpa、电流密度为6ka/m2的条件下进行1年运转。该运转后,取下离子交换膜对电解单元进行观察,观察到了损伤。另一方面,与上述的除去工序同样地剥离镍制带,对密封面进行观察,结果在下部密封面发现了3处被视为点蚀的直径0.5mm的孔。
[0157]
由上述结果可知,根据本实施方式的电极结构体的制造方法,能够降低与电极等部件的更换相伴的电解单元的内部的损伤。
[0158]
本申请基于2018年7月6日提交的日本专利申请(日本特愿2018-129276号和日本特愿2018-129139号),将它们的内容以参考的方式并入本文中。
[0159]
符号的说明
[0160]
1电解槽、
[0161]
22阳极室、
[0162]
32阴极室、
[0163]
38阴极、
[0164]
39电极固定用部件
[0165]
40集电板、
[0166]
40a表面(第1面)、
[0167]
40b背面(第2面)、
[0168]
40c缘部、
[0169]
42肋材(支撑体)、
[0170]
44缓冲垫(弹性体)
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1