电镀设备的制作方法
1.本实用新型涉及电子元件技术领域,特别是涉及一种电镀设备。
背景技术:
2.电子设备的多功能化促进了贴片元件的小型化,0201规格(长0.6mm,宽0.3mm)的贴片元件已被广泛使用,01005规格(长0.4mm,宽0.2mm)的贴片元件正在普及应用,而更小型的008004规格(长0.25mm,宽0.125mm)的贴片元件是今后的应用趋势。为了满足表面贴装的可焊性和耐焊性要求,在贴片元件的制程中,在其形成端电极之后,一般还需要用滚镀即滚筒电镀的方法在端电极上形成镍层和锡层。
3.但是,在滚镀过程中存在许多问题,例如对于如上所述的小尺寸贴片元件,滚筒上的孔的尺寸要足够小,以防止贴片元件从滚筒中漏出;然而过小的孔使得电镀液流通困难,使电镀液中的金属离子浓度不能保持稳定,不利于保证镀层质量和提高滚镀效率。
技术实现要素:
4.本实用新型提供了一种电镀设备,用于解决滚镀过程中贴片元件容易漏出和电镀液流通困难的问题。
5.为了解决上述技术问题,本实用新型提供一种电镀设备,包括本体、连接件和底盘,所述连接件的一端与所述底盘连接、另一端与所述本体连接,所述本体具有容纳腔体,所述本体与所述底盘相对的底面设有与所述容纳腔体相通的开口。
6.优选地,所述本体具有与所述底盘相对的底面,所述开口设于所述底面的中心位置。
7.优选地,所述底盘和所述本体均为正六棱柱结构,且所述底盘的底面和所述本体的底面相对设置。
8.优选地,所述连接件为杆件且垂直于所述本体的底面和所述底盘的底面设置。
9.优选地,所述连接件的数量为六个且分别与所述本体底面的角部连接。
10.优选地,所述本体的侧面和底面均开设有多个通孔,所述通孔的直径小于贴片元件的尺寸。
11.优选地,所述开口为圆形形状,其直径大小为10毫米
‑
50毫米。
12.优选地,所述底盘和所述本体均为圆柱体结构,所述连接件的数量为多个且均匀设于所述本体的底面上。
13.优选地,所述底盘和所述本体均为正八棱柱结构,所述连接件的数量为多个且分别与所述本体底面的角部连接。
14.优选地,所述底盘包括多个呈放射状设置的叶片和用于固定安装所述叶片的圆形外框,所述底盘的圆形外框与所述连接件的端部固定连接。
15.实施本实用新型的一种电镀设备,与现有技术相比,其有益效果在于:
16.将内部容纳有贴片元件的本体横放浸没到盛有电镀液的电镀槽内,且贴片元件的
填充高度小于开口高度以确保贴片元件不会通过开口漏出,接通电镀所需的阴极和阳极,通过与底盘连接的转动装置转动本体。因此,在电镀过程中贴片元件由于重力沉积在下部,不会从电镀设备中漏出,且在转动过程中,一直保证开口可与本体外界的电镀液流通交换,使得电镀液的浓度稳定,保证了电镀质量和提高了电镀效率。
附图说明
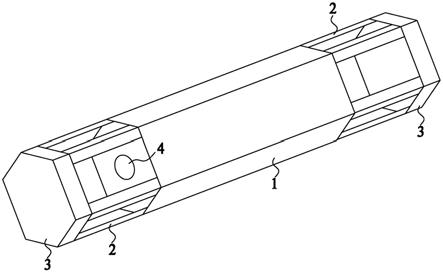
17.图1是本实用新型实施例的结构示意图;
18.图2是本实用新型实施例的使用示意图。
19.图中,1、本体,2、连接件,3、底盘,4、开口,5、物料,6、电镀槽,7、电镀液。
具体实施方式
20.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
21.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
22.结合图1
‑
2所示,本实用新型实施例提供了一种电镀设备,包括本体1、连接件2和底盘3,连接件2的一端与底盘3连接、另一端与本体1连接,本体1具有容纳腔体,本体1与底盘3相对的底面设有与容纳腔体相通的开口4。可以理解的是,开口4可以为只设置在其中一个侧面上的一个,无需两个侧面都设置有开口4,当两个侧面都开设有开口4时,本体1内的电镀液7与电镀槽6内的电镀液7的流通速度会更快,提高了贴片元件的电镀效率。
23.基于以上技术方案,本实施例的使用方法是:将待镀贴片元件和钢珠等电镀媒介混合组成的物料5放入到本体1中,再将本体1连接在传送机构上,由传送机构将本体1浸没到电镀槽6内的电镀液7中,并使本体1的轴线保持水平。接着,将阴极线从本体1的轴线处接入到本体1内并与物料5接触,阳极的相关装置则可以按常规方法设置在电镀槽6的适当位置,关于阴极线和阳极的相关装置在此无需详述,本领域技术人员可根据具体情况选用不同的连接方法。
24.值得注意的是,驱动本体1旋转的转动装置的具体方式是:用电机驱动使底盘3旋转,并通过连接件2带动整个电镀设备按预设的恒定转速滚动。并且在阴极和阳极之间加载直流电压后开始滚镀。在电镀过程中,物料5被滚动的本体1带动形成倾流状态。容易理解,由于设定了合适的填充率,物料5在滚镀的过程中,始终不会从开口4漏出,而本体1内外的电镀液7则可以通过开口4持续不断地流通交换。
25.一般可以将物料5在本体1内的填充率设定为30%-40%,这样物料5就不会从开口4漏出。另外,在将物料5放入到本体1内部时,可以通过已有的开口4放入,也可以增设其他通道放入到本体1内。具体地,开口4为圆形形状,其直径大小为10毫米-50毫米,优选为30毫米,如此设置,可使得电镀液7的流通横截面积较大,有利于提高电镀液7的流通效率,保持稳定的金属离子浓度,并且允许较大的填充率。同时,开口4也可以是其他形状,例如椭圆形或者方形。
26.优选地,底盘3和本体1均为正六棱柱结构,且底盘3的底面和本体1的底面相对设置,并且开口4设于底面的中心位置(即位于本体1的旋转轴上),因此在本体1滚动时,开口4的高度位置保持不变,既可以防止漏料还可以获得较大的填充率从而提高产能。
27.优选地,连接件2为杆件且垂直于本体1的底面和底盘3的底面设置,起到连接本体1和底盘3的作用。具体地,连接件2的数量为六个且分别与本体1底面的角部连接,使得旋转过程中受力均匀。
28.优选地,本体1的侧面和底面均开设有多个通孔(图中未示出),通孔的直径小于贴片元件的尺寸,以保证贴片元件不能穿过通孔,但通孔仍然能够供少量的电镀液7流过,提高电镀液7的流动速度。
29.本领域技术人员还可以根据本实施例作出如下替换:1、底盘3和本体1均为圆柱体结构,连接件2的数量为多个且均匀设于本体1的底面上。2、底盘3和本体1均为正八棱柱结构,连接件2的数量为多个且分别与本体1底面的角部连接。3、将底盘3替换为包括有多个呈放射状设置的叶片和用于固定安装叶片的圆形外框,其中,圆形外框与连接件2的端部固定连接,这样在滚镀时,旋转的底盘3可以持续地推动电镀液7快速通过开口4进入到本体1内部,从而促进电镀液5的流通。
30.本实施例也可以用于尺寸较大的贴片元件的滚镀,但特别适用于0201规格、01005规格、008004规格等小尺寸贴片元件。本实用新型也适用于除贴片元件外的其他零件的滚镀,尤其是小尺寸零件。
31.综上,本实用新型可以稳定地进行小尺寸贴片元件的滚镀,解决了贴片元件从本体1中漏出以及电镀液7流通困难的问题,能获得良好的镀层质量和提高电镀效率。
32.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1