一种铝材的表面处理工艺的制作方法
1.本发明涉及一种铝材表面处理工艺,尤其涉及一种高致密,耐腐蚀的铝合金制备方法。
背景技术:
2.铝合金与其他金属材料相比,具有优异的耐腐蚀性能,高比强度,以及良好的机械加工性能,且储量丰富,价格便宜,因此被广泛运用于生活中诸如餐具摆件,机械零件,交通工具等各个方面。但由于实际应用中,铝合金的硬度偏低,耐磨性和耐蚀性低,限制了铝合金的应用领域和使用寿命。而通过对铝合金进行表面处理则能大幅度改善这些不足,阳极化表面处理则是其中最主要的方式之一。
3.在自然环境中,金属铝的新鲜表面会立刻被一层高硬度无色透明致密的氧化薄膜所覆盖。因此,金属铝虽然属于活性金属,却仍然有着很好的耐腐蚀性。然而在自然状态下氧化膜的极限厚度大约为2-3 nm,无法满足实际生活与生产的需要,通过阳极氧化的方法,可以使氧化膜的厚度大幅提高至5-15μm左右。通过阳极氧化获得的氧化膜的其耐蚀性提升显著,在保护铝基体不受腐蚀的同时还可提高铝合金表面硬度和耐磨性。
4.阳极氧化反应过程中包含着膜的生成与膜的溶解。阳极氧化时,首先在阳极铝表面上生成附着性较良好的非导电性薄膜,这层薄膜由致密无孔的非晶态氧化物组成,称为阻挡层。伴随着氧化物薄膜的继续生长,多孔型膜的各个面上发生化学溶解与电化学溶解而形成的局部溶解。当膜的生成速率大于膜的溶解速率时,氧化膜的厚度就能获得增长,当两者速度相等时,阳极氧化膜厚度会达到一稳定值。而当氧化膜的生长速度降低到小于等于氧化膜的溶解速度时,阳极氧化膜的厚度将不再增长。所以要制备性能优良的阳极氧化膜就必须控制住阳极氧化膜的生长速度与氧化膜溶解速度之间的动态平衡关系。在阳极氧化膜制备的过程中,通过控制电解液体系、操作条件、以及氧化参数,就能控制氧化膜的结构从而影响其使用性能。
5.铍作为一种铝合金材料改性元素,能够显著改善铝材的物化性能,且在表面处理过程中,合金中的铍元素在阳极氧化膜或者微弧氧化膜中都有细化孔道,降低孔隙率进而显著改善氧化膜的耐腐蚀作用,但是现有技术中,向获得微量铍改性的铝材氧化膜,主要是通过在铝材制备过程中加入金属铍或者氧化铍,通过粉末冶金工艺制备铍铝合金,暂无其他工艺获得含铍氧化膜。
技术实现要素:
6.基于上述技术问题,本发明提供了一种铝材表面处理工艺,通过浸泡氯化铍和水热表面改性,在铝材表面形成微纳米的含氟的铍铝氢氧化物层,然后通过阳极氧化处理,有效的在阳极氧化膜中增加铍的氧化物,进而获得细微孔氧化膜,在所述氧化孔道上扩散吸附有氟离子,所述氟离子有效集中于氧化膜的阻挡层附近阻挡层至多孔层0-5微米处,促使后续的镍的冷封,进而获得高致密的阳极氧化膜从而显著的提高了铝材的耐腐性,硬度和
其他优良物理性质,具体制备方式如下:一种铝材的表面处理工艺,包括如下步骤:(1)铝材表面预处理:依次包括有除油-水洗-碱洗-水洗-中和-水洗;(2)一次阳极氧化;(3)脱除一次阳极氧化膜;(4)将铝材浸泡于氯化铍溶液中;(5)表面改性:(6)二次阳极氧化获得低孔隙度、致密氧化膜;(7)镍封孔。
7.进一步的,所述除油液为5wt.%碳酸钠、4wt.%磷酸二氢钠、1wt.%硫酸铵、0.1wt.%十二烷基苯磺酸钠和去离子水,热处理温度为50℃,时间为3min,所述碱洗:5wt.%氢氧化钠溶液中,温度40℃温度,浸泡4分钟,所述出光:在硝酸浓度为350g/l的溶液中,浸泡3分钟。
8.进一步的,所述一次阳极氧化:温度为5-25℃,时间为15-20min,电压40-60v,第一次阳极氧化液为26-30g/l的草酸溶液,获得阳极氧化膜的孔尺寸为40
±
5nm。
9.进一步的,所述脱除一次阳极氧化膜:在质量分数为6%h3po4和质量分数为1.8%h2cro4的混合溶液中腐蚀3h,温度为35℃,取出,去离子水洗涤。
10.进一步的,所述氯化铍溶液的浓度为5-7wt.%,温度25℃,浸泡时间为24-48h,取出,晾干。
11.进一步的,所述表面改性:将铝合金浸泡于含有氟化铍、氢氧化钠稳定的偏铍酸钠溶液的反应釜中,密封反应釜,常温通入氮气增加反应釜压力,关闭氮气通入,以5℃/min升温到80-85℃,恒温10-15min,在铝材表面形成微量的氢氧化铍。
12.进一步的,所述氟化铍的浓度为3-5wt.%,偏铍酸钠与氟化铍的浓度比为1-1.2:1,稳定偏铍酸钠的氢氧化钠用量为1-2wt.%。
13.进一步的,所述二次阳极氧化:温度为5-25℃,时间为30-35min,电压20-25v,第一次阳极氧化液为;160-200g/l的硫酸和5-15g/l的酒石酸,获得的孔尺寸为10
±
2nm。
14.进一步的,所述ni
2+
2-2.3g/l、f-0.3-0.4g/l、丙二醇3-4g/l、ph5.5-6.5,温度为23
±
3℃,时间为10-12min。
15.关于本发明:首先是对铝材的表面预处理,无论何种表面处理工艺,要获得好效果,清洁表面是首要的条件,经过表面预处理能够有效的(1)保证阳极氧化膜具有良好的耐腐蚀性能,并保证氧化膜与基体表面具有良好的附着力;(2)提高涂膜的外观质量,本发明的预处理手段为除油-水洗-碱洗-水洗-中和-水洗,通过碱性除油液除去表面的油膜,通过碱洗除去表面的天然氧化膜,经过碱性脱脂和碱性腐蚀的铝合金工件,表面一般都有一层黑灰,通过中和或者出光能够有效的光亮基材表面,如果有必要,可以使用退火处理出光的铝合金,退火工艺为在温度为500℃的氮气中退火4h,退火的目的是消除铝片在轧制过程中所产生的应力和其他缺陷,使铝片的结构得以重新晶化,晶粒尺寸得到增大关于第一阳极氧化,一次阳极氧化的目的主要是在表面形成较浅、孔径相对较大的结构,通过去除阳极氧化膜,获得的底部的波浪起伏结构有效的提升后续铝材与氯化铍的接触面,如附图1所示,因此一次阳极氧化的电压应该至少大于二次氧化的时间,一次阳
极氧化的时间应该至少小于二次氧化的时间,这样就能保证一次阳极氧化获得较浅、孔径相对较大的结构,二次阳极氧化获得较后,和孔径细腻的氧化膜,此外,本领域技术人员应当知晓的,硫酸和草酸溶液中氧化得到规整的氧化膜孔洞结构,孔洞密集且规则分布,而磷酸溶液中氧化得到的氧化膜孔的直径大而不均匀,因此,本发明的阳极氧化电解液的主要成分为草酸和硫酸,而硫酸溶液中氧化得到的氧化膜孔径最小,为20nm左右,草酸中氧化膜的孔径为40nm最右,而磷酸溶液中氧化膜的孔径为50-120nm左右,基于上述认知,本发明一次阳极氧化:温度为5-25℃,时间为15-20min,电压40-60v,第一次阳极氧化液为26-30g/l的草酸溶液,获得阳极氧化膜的孔尺寸为40
±
5nm。本发明二次阳极氧化:温度为5-25℃,时间为30-35min,电压20-25v,第一次阳极氧化液为;160-200g/l的硫酸和5-15g/l的酒石酸,获得的孔尺寸为10
±
2nm。
16.关于脱除一次阳极氧化膜,本发明采用的去除一次阳极氧化膜的溶液为6wt.%h3po4和1.8wt.%h2cro4的混合溶液中腐蚀3h,温度为35℃,取出,去离子水洗涤,其中的磷酸会与一次氧化膜进行反应,而铬酸会保护铝基材不会被腐蚀,除去一次阳极氧化膜后,表面表面起伏波浪结构,有效的增加了后续浸泡处理中铍离子的加入量,这里应当说明书的,传统去除氧化膜的工艺参数应当为6wt.%h3po4和1.8wt.%h2cro4的混合溶液中腐蚀4h,温度为60℃,可见,本发明的去除温度低,时间短,即表面的阳极氧化膜并非完全去除,依旧会有部分的氧化铝,所述氧化铝为粗糙状态,有利于铍离子的浸泡吸附。
17.后续对去除氧化膜的铝合金进行浸泡处理:氯化铍溶液的浓度为5-7wt.%,温度25℃,浸泡时间为24-48h,取出,晾干。在浸泡过程中,由于铍的尺寸粒径小,大量的铍离子吸附到残余氧化铝和铝合金表面,能够有效地减少后续水热过程中,含氟铍氢氧化物在溶液中的形成,而更倾向于在铝合金表面形成含氟铍铝氢氧化物。
18.将铝合金浸泡于含有氟化铍、氢氧化钠稳定的偏铍酸钠溶液的反应釜中,密封反应釜,常温通入氮气增加反应釜压力,关闭氮气通入,以5℃/min升温到80-85℃,恒温10-15min,在铝材表面形成微量的氢氧化铍。这个过程应当涉及如下反应:bef2+na2beo2+2h2o=2naf+2be(oh) 2
↓
;becl2+na2beo2+2h2o=2nacl+2be(oh) 2
↓
;2al(oh3)+alf
63-=al3(oh3)f6+3oh-,同理be(oh) 2
也会发生同样的反应,即最后形成的应当为含氟铍铝氢氧化物,水热过程中应当提前使用氮气排空,增加反应釜的压强,有利于铍离子的入侵掺杂,然后进行水热处理,水热过程中压强依旧不断增加,但是反应温度不易过高,避免溶液本技术的铍离子与氢氧根直接反应,形成沉积,当然这个过程无法避免,只能尽量减少该副反应,增加在铝材表面的氟铍铝氢氧化物形成。
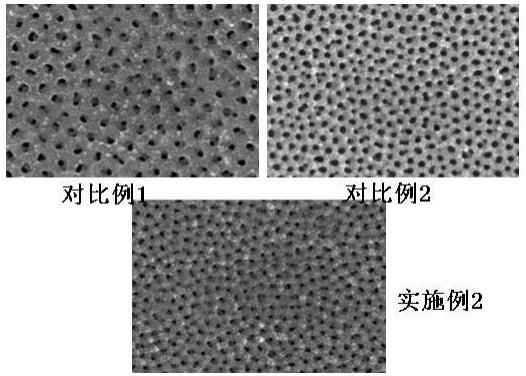
19.这里还应当说明书的是氟铍铝氢氧化物形成厚度较为微纳米级,不会影响后续阳极氧化的导电性。然后进行二次阳极氧化,由于铍的离子尺寸小,迁移速度更快,且本身就存在于铝材和电解液的结合界面上,会降低二次阳极氧化膜的成膜速率,但是从形貌上,如附图3所示,获得的阳极氧化膜的外观尺寸的孔径尺寸小,规整,且致密,可明确预期封孔后的铝合金耐腐蚀性优良,此外,有附图2可以得出,通过两次阳极氧化处理可以有效的获得高密度、高规整的氧化膜,铍离子的掺入而获得的氧化层一定程度有利于细小,规整孔径的形成。
20.关于镍封,通过上述水热过程中引入的氟离子,而导致氟离子集中分布与阻挡层
上方0-5微米处,然后匹配封孔液中的氟离子,有效的改变了氧化膜界面的电荷分布,使得氧化膜表面和孔壁由正电变成了负电,从而促进了带正电荷的离子(ni
2+
)的吸附,并向膜内扩散,随后发生水解沉积,同时,膜内的氟离子会与氧化膜反应形成可溶性的铝氟络合物,导致膜的溶解,导致孔内的ph值和al3+的浓度上升,尽量形成氢氧化镍和氢氧化铝,从而有效的封孔。
21.有益技术效果:本发明通过浸泡氯化铍和水热表面改性,在铝材表面形成微纳米的含氟的铍铝氢氧化物层,然后通过阳极氧化处理,有效的在阳极氧化膜中增加铍的氧化物,进而获得细微孔氧化膜,在所述氧化孔道上扩散吸附有氟离子,所述氟离子有效集中于氧化膜的阻挡层附近阻挡层至多孔层0-5微米处,匹配封孔液中的氟离子,有效促使后续的镍的冷封,获得致密氧化膜。
附图说明
22.附图1本发明实施例2经过步骤(4)剥离处理后获得铝材表面的形貌图。
23.附图2本发明实施例2和对比例1极化曲线图。
24.附图3本发明实施例2和对比例1-2经过阳极氧化后获得的形貌图。
25.附图4对比例1封孔形貌图。
26.附图5对比例2封孔形貌图。
27.附图6实施例2封孔形貌图。
具体实施方式
28.实施例1一种铝材的表面处理工艺,包括如下步骤:(1)铝材表面预处理:依次包括有除油-水洗-碱洗-水洗-中和-水洗。
29.所述除油液为5wt.%碳酸钠、4wt.%磷酸二氢钠、1wt.%硫酸铵、0.1wt.%十二烷基苯磺酸钠和去离子水,热处理温度为50℃,时间为3min。
30.所述碱洗:5wt.%氢氧化钠溶液中,温度40℃温度,浸泡4分钟。
31.所述出光:在硝酸浓度为350g/l的溶液中,浸泡3分钟。
32.(2)一次阳极氧化:所述一次阳极氧化:温度为5℃,时间为15min,电压40v,第一次阳极氧化液为26g/l的草酸溶液。
33.(3)脱除一次阳极氧化膜:所述脱除一次阳极氧化膜:在质量分数为6%h3po4和质量分数为1.8%h2cro4的混合溶液中腐蚀3h,温度为35℃,取出,去离子水洗涤。
34.(4)将铝材浸泡于氯化铍溶液中:所述氯化铍溶液的浓度为5wt.%,温度25℃,浸泡时间为24h,取出,晾干。
35.(5)表面改性:所述表面改性:将铝合金浸泡于含有氟化铍、氢氧化钠稳定的偏铍酸钠溶液的反应釜中,密封反应釜,常温通入氮气增加反应釜压力,关闭氮气通入,以5℃/min升温到80
℃,恒温10min,在铝材表面形成微量的氢氧化铍。
36.所述氟化铍的浓度为2wt.%,偏铍酸钠与氟化铍的浓度比为1:1,稳定偏铍酸钠的氢氧化钠用量为0.5wt.%。
37.(6)二次阳极氧化获得低孔隙度、致密氧化膜:所述二次阳极氧化:温度为5℃,时间为30min,电压20v,第一次阳极氧化液为;160g/l的硫酸和5g/l的酒石酸。
38.(7)镍封孔:所述ni
2+
2g/l、f-0.3g/l、丙二醇3g/l、ph5.5,温度为23℃,时间为10min。
39.[实施例2一种铝材的表面处理工艺,包括如下步骤:(1)铝材表面预处理:依次包括有除油-水洗-碱洗-水洗-中和-水洗。
[0040]
所述除油液为5wt.%碳酸钠、4wt.%磷酸二氢钠、1wt.%硫酸铵、0.1wt.%十二烷基苯磺酸钠和去离子水,热处理温度为50℃,时间为3min。
[0041]
所述碱洗:5wt.%氢氧化钠溶液中,温度40℃温度,浸泡4分钟。
[0042]
所述出光:在硝酸浓度为350g/l的溶液中,浸泡3分钟。
[0043]
(2)一次阳极氧化:所述一次阳极氧化:温度为15℃,时间为17.5min,电压50v,第一次阳极氧化液为28g/l的草酸溶液。
[0044]
(3)脱除一次阳极氧化膜:所述脱除一次阳极氧化膜:在质量分数为6%h3po4和质量分数为1.8%h2cro4的混合溶液中腐蚀3h,温度为35℃,取出,去离子水洗涤。
[0045]
(4)将铝材浸泡于氯化铍溶液中:所述氯化铍溶液的浓度为6wt.%,温度25℃,浸泡时间为36h,取出,晾干。
[0046]
(5)表面改性:所述表面改性:将铝合金浸泡于含有氟化铍、氢氧化钠稳定的偏铍酸钠溶液的反应釜中,密封反应釜,常温通入氮气增加反应釜压力,关闭氮气通入,以5℃/min升温到82.5℃,恒温12.5min,在铝材表面形成微量的氢氧化铍。
[0047]
所述氟化铍的浓度为2.5wt.%,偏铍酸钠与氟化铍的浓度比为1.1:1,稳定偏铍酸钠的氢氧化钠用量为0.75wt.%。
[0048]
(6)二次阳极氧化获得低孔隙度、致密氧化膜:所述二次阳极氧化:温度为15℃,时间为32.5min,电压22.5v,第一次阳极氧化液为;180g/l的硫酸和10g/l的酒石酸。
[0049]
(7)镍封孔:所述ni
2+
2.15g/l、f-0.35g/l、丙二醇3.5g/l、ph6.0,温度为23
±
3℃,时间为11min。
[0050]
实施例3一种铝材的表面处理工艺,包括如下步骤:(1)铝材表面预处理:依次包括有除油-水洗-碱洗-水洗-中和-水洗。
[0051]
所述除油液为5wt.%碳酸钠、4wt.%磷酸二氢钠、1wt.%硫酸铵、0.1wt.%十二烷基苯磺酸钠和去离子水,热处理温度为50℃,时间为3min。
[0052]
所述碱洗:5wt.%氢氧化钠溶液中,温度40℃温度,浸泡4分钟。
[0053]
所述出光:在硝酸浓度为350g/l的溶液中,浸泡3分钟。
[0054]
(2)一次阳极氧化:所述一次阳极氧化:温度为25℃,时间为20min,电压60v,第一次阳极氧化液为30g/l的草酸溶液。
[0055]
(3)脱除一次阳极氧化膜:所述脱除一次阳极氧化膜:在质量分数为6%h3po4和质量分数为1.8%h2cro4的混合溶液中腐蚀3h,温度为35℃,取出,去离子水洗涤。
[0056]
(4)将铝材浸泡于氯化铍溶液中:所述氯化铍溶液的浓度为7wt.%,温度25℃,浸泡时间为48h,取出,晾干。
[0057]
(5)表面改性:所述表面改性:将铝合金浸泡于含有氟化铍、氢氧化钠稳定的偏铍酸钠溶液的反应釜中,密封反应釜,常温通入氮气增加反应釜压力,关闭氮气通入,以5℃/min升温到85℃,恒温15min,在铝材表面形成微量的氢氧化铍。
[0058]
所述氟化铍的浓度为3wt.%,偏铍酸钠与氟化铍的浓度比为1.2:1,稳定偏铍酸钠的氢氧化钠用量为1wt.%。
[0059]
(6)二次阳极氧化获得低孔隙度、致密氧化膜:所述二次阳极氧化:温度为25℃,时间为35min,电压25v,第一次阳极氧化液为;200g/l的硫酸和15g/l的酒石酸。
[0060]
(7)镍封孔:所述ni
2+
2.3g/l、f-0.4g/l、丙二醇4g/l、ph6.5,温度为23
±
3℃,时间为12min。
[0061]
对比例1一种铝材的表面处理工艺,包括如下步骤:(1)铝材表面预处理:依次包括有除油-水洗-碱洗-水洗-中和-水洗。
[0062]
所述除油液为5wt.%碳酸钠、4wt.%磷酸二氢钠、1wt.%硫酸铵、0.1wt.%十二烷基苯磺酸钠和去离子水,热处理温度为50℃,时间为3min。
[0063]
所述碱洗:5wt.%氢氧化钠溶液中,温度40℃温度,浸泡4分钟。
[0064]
所述出光:在硝酸浓度为350g/l的溶液中,浸泡3分钟。
[0065]
(2)表面改性:所述表面改性:将铝合金浸泡于含有氟化铍、氢氧化钠稳定的偏铍酸钠溶液的反应釜中,密封反应釜,常温通入氮气增加反应釜压力,关闭氮气通入,以5℃/min升温到82.5℃,恒温12.5min,在铝材表面形成微量的氢氧化铍。
[0066]
所述氟化铍的浓度为2.5wt.%,偏铍酸钠与氟化铍的浓度比为1.1:1,稳定偏铍酸钠的氢氧化钠用量为0.75wt.%。
[0067]
(3)二次阳极氧化获得低孔隙度、致密氧化膜:所述二次阳极氧化:温度为15℃,时间为32.5min,电压22.5v,第一次阳极氧化液为;180g/l的硫酸和10g/l的酒石酸。
[0068]
(4)镍封孔:所述ni
2+
2.15g/l、f-0.35g/l、丙二醇3.5g/l、ph6.0,温度为23
±
3℃,时间为11min。
[0069]
对比例2一种铝材的表面处理工艺,包括如下步骤:(1)铝材表面预处理:依次包括有除油-水洗-碱洗-水洗-中和-水洗。
[0070]
所述除油液为5wt.%碳酸钠、4wt.%磷酸二氢钠、1wt.%硫酸铵、0.1wt.%十二烷基苯磺酸钠和去离子水,热处理温度为50℃,时间为3min。
[0071]
所述碱洗:5wt.%氢氧化钠溶液中,温度40℃温度,浸泡4分钟。
[0072]
所述出光:在硝酸浓度为350g/l的溶液中,浸泡3分钟。
[0073]
(2)一次阳极氧化:所述一次阳极氧化:温度为15℃,时间为17.5min,电压50v,第一次阳极氧化液为28g/l的草酸溶液。
[0074]
(3)脱除一次阳极氧化膜:所述脱除一次阳极氧化膜:在质量分数为6%h3po4和质量分数为1.8%h2cro4的混合溶液中腐蚀3h,温度为35℃,取出,去离子水洗涤。
[0075]
(4)将铝材浸泡于氯化铍溶液中:所述氯化铍溶液的浓度为6wt.%,温度25℃,浸泡时间为36h,取出,晾干。
[0076]
(5)二次阳极氧化获得低孔隙度、致密氧化膜:所述二次阳极氧化:温度为15℃,时间为32.5min,电压22.5v,第一次阳极氧化液为;180g/l的硫酸和10g/l的酒石酸。
[0077]
(6)镍封孔:所述ni
2+
2.15g/l、f-0.35g/l、丙二醇3.5g/l、ph6.0,温度为23
±
3℃,时间为11min。
[0078]
首先,关于形貌,在未经过封孔处理时,对比例1仅仅一次阳极氧化,获得的阳极氧化膜的规整性不及经过两次阳极阳极氧化的形貌,获得的孔径明显大于对比例2和实施例2,对比例2和实施例2的形貌虽然没有明显的差别,但是其后续的封孔效果,如附图5和附图6所示,如果不经过改性处理,孔内的氟离子近乎为零,仅仅依靠电解液的扩散进行封孔,随机性太强,扩散好了,封孔堵塞,出现白灰现象(即氧化物堆积),扩散不好了,无封孔现象,即孔道中空,无封孔效果。如果不经过浸泡处理,如附图4所示,获得的孔道封孔量严重受损,多数无法有效封孔,通过附图2对其耐腐蚀性进行表征,对于未经过表面处理的铝材,其耐腐蚀电压ecoor为-1.602v,腐蚀电流密度为1.523*10-6
a/cm2,实施例2获得的铝材,其耐腐蚀电压ecoor为-1.032v,腐蚀电流密度为1.895*10-8
a/cm2,对比例2的铝材,其耐腐蚀电压ecoor为-1.219v,腐蚀电流密度为2.754*10-8
,显然,本发明处理后的铝合金的无论从形貌或是耐腐蚀性上,均显示了更高的优良性能。
[0079]
以上实施例仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明保护范围之内;本发明未涉及的技术均可通过现有技术加以实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1