一种耐磨泵体及其制造方法与流程
1.本发明涉及回转动力泵设备领域,尤其涉及一种耐磨泵体及其制造方法。
背景技术:
2.在选矿和冶炼等行业,经常要用离心泵输送一些有磨蚀性的固液两相流,这时常选用耐磨泵。常见的耐磨泵由cr26、cr15mo3等耐磨合金或橡胶等耐磨材料制造,这些耐磨材料制造的泵在很多工况下难以满足使用要求。
3.众所周知,耐磨陶瓷有比耐磨合金高得多的耐磨性,如碳化硅陶瓷、氮化硅陶瓷、氧化铝陶瓷、双相烧结陶瓷等,其耐磨性可比耐磨合金高数倍甚至数十倍。cn108533501a等文件公开了一些陶瓷材质耐磨泵体的技术方案。从目前的技术状况看,制造耐磨泵体的陶瓷材质主要是氧化铝(al2o3)、氮化硅(si3n4)、碳化硅(sic)、双相烧结陶瓷等几种材质。其中氧化铝陶瓷的耐磨性相对较差,且不易于大型化,在耐磨泵对耐磨性和大型化均有要求的领域受到明显限制;氮化硅由于工艺原因,其成本较高,也难以应用;碳化硅陶瓷有极好的耐磨性,成本也相对较低,但由于工艺原因,难以大型化,使其应用也受到限制;结合碳化硅陶瓷是由碳化硅为主相和结合相结合而成的一种材料,其中主相碳化硅的耐磨性好、成本较低;结合相的作用是将主相的颗粒结合成一体。根据结合相的不同,结合碳化硅陶瓷的种类有多种,常见的有:氮化硅结合碳化硅、氧化物结合碳化硅、氮氧化物结合碳化硅、赛隆结合碳化硅等。上述几种结合碳化硅陶瓷的显微结构和制造工艺均类似。显微结构均为结合相以网络状将主相颗粒包覆,其中碳化硅重量比约为70-90%,结合相的重量比约为10-30%。上述几种结合碳化硅陶瓷由于在烧结过程中尺寸几乎不发生变化,且网络状的结合相中包含有一定数量的微小气孔。这些微小气孔不仅有利于烧结时不产生开裂等缺陷,有利于泵体的大型化,而且有利于泵体在运行时吸收冲击的能量,提高材料的耐冲击性能。因此,结合碳化硅陶瓷近年来在耐磨泵的领域发展较快,不但成本较低,耐磨性也较好,目前已能用于制造较大尺寸的泵体。
4.氮化硅结合碳化硅的制造工艺是:将约70-75%重量的碳化硅颗粒和20-25%重量的硅粉和结合剂混合,成型后干燥,放入氮化炉中加热至1410-1430℃,通入高纯氮气,氮气和硅粉反应生成氮化硅,生成的氮化硅呈网络状将碳化硅颗粒包覆,并形成有一定强度的结合体。有时为提高某些性能,混合料中还会加入少量(一般不超过5%)的氧化铝、氧化硅、莫莱石等。
5.氧化物结合碳化硅的制造工艺是:将约70-75%重量的碳化硅颗粒和20-25%重量的硅粉和结合剂(有时还加入少量氧化铝、氧化钙、莫莱石等提高某些性能)混合,成型后干燥;放入烧结炉中加热至1410-1430℃,空气中的氧气和硅粉反应生成二氧化硅,生成的二氧化硅呈网络状将碳化硅颗粒包覆,并形成有一定强度的结合体。
6.氧氮化物结合碳化硅的制造工艺是:将碳化硅颗粒、硅粉、二氧化硅、粘土和结合剂混合,成型后干燥,放入烧结化炉中加热至1410-1430℃,通入氮气反应生成氧氮化硅呈网络状将碳化硅颗粒包覆,并形成有一定强度的结合体。
7.赛龙结合碳化硅的制造艺是:将碳化硅颗粒、硅粉、氧化铝、结合剂混合,成型后干燥,放入烧结化炉中加热至1410-1430℃,通入氮气反应生成的赛龙呈网络状将碳化硅颗粒包覆,并形成有一定强度的结合体。
8.然而,上述几种结合碳化硅泵体在应用于介质中有大颗粒的工况时效果较差,特别是在泵体的隔舌部位,其磨损速度是其它部位的三倍以上。这种情况导致泵体的寿命大大低于预期,其原因是结合碳化硅陶瓷中结合相的耐磨性较主相的耐磨性要差得多,当结合相被磨损后,主相颗粒会因没有结合相的把持而脱落。为解决这一问题,cn208950968u公开了一种耐磨碳化硅陶瓷蜗壳,如图19所示,包括壳体1和固设于壳体1内壁上的耐磨内衬层2,在耐磨内衬层2的隔舌3处设有耐磨块4。优选的方案,耐磨内衬层由碳化硅陶瓷材料制成,耐磨块由碳化硅陶瓷、氮化硅结合碳化硅陶瓷或氧化硅结合碳化硅陶瓷制成。这种方案存在以下问题:
9.1)耐磨块的固定问题:设置耐磨块4的原因是其耐磨性明显高于耐磨内衬层2。该方案将耐磨块设置在耐磨内衬层2的隔舌处,而隔舌3是耐磨内衬层2上一个凸出的部位,将耐磨块4固定在该处不但难度大,可靠性也不高;即便制造时可以可靠的固定,但在使用中由于耐磨内衬层2的耐磨性明显低于耐磨块4,当耐磨块4周边的耐磨内衬层被磨损后,耐磨块4固定的可靠性就成为一个问题。一旦耐磨块4脱落,泵体的寿命将大大低于预期。
10.2)耐磨块的安放问题:耐磨块4是在耐磨内衬层2烧结后再安放上去的,这就要求耐磨内衬层2和耐磨块4之间有合适的间隙。间隙太小,耐磨块4难以安放到位;间隙太大,间隙内的树脂易被磨损,并导致耐磨块脱落。由于耐磨块4所处的隔舌部位形状复杂,无论是耐磨块4还是内衬层2均难以通过进行机械加工以保证二者的配合精度以保证二者之间有较小的配合间隙。
11.3)耐磨块4的尺寸越大,在内衬2上设置的安放耐磨块4的凹槽形状就越复杂,制造的难度就越大。
12.4)耐磨块4是在内衬2烧结完成后再放入凹槽内的,显然,如果不通过粘接剂粘接,耐磨块4会从所述凹槽内向过流面方向脱出,这使得耐磨块4的固定可靠性较差。
13.综上所述,现有技术的陶瓷泵体存在可靠性差,质量不稳定,制造工艺难度大的问题。
技术实现要素:
14.本发明的目的是提供一种耐磨泵体及其制造方法,能延长泵体的使用寿命,且其质量稳定,易于生产加工。
15.为实现上述目的,本发明提供一种耐磨泵体,包括内衬本体和外壳,所述内衬本体的材质为结合碳化硅陶瓷,所述内衬本体在泵体的隔舌部位设有孔腔,在所述孔腔内嵌有第一预烧耐磨板,所述第一预烧耐磨板的材质为碳化硅或氮化硅;孔腔与第一预烧耐磨板两者的轮廓相适应。
16.作为本发明的进一步改进,所述外壳和内衬本体之间设置有缓冲层,所述缓冲层内含有第一粘接剂;第一粘接剂中含有耐磨颗粒,所述耐磨颗粒包括碳化硅、刚玉、石榴石、氮化硅、石英的一种或其任意组合。
17.作为本发明的更进一步改进,所述第一预烧耐磨板沿泵体的轴向尺寸b1大于泵体
配套叶轮的出口的宽度b。
18.作为本发明的更进一步改进,第一预烧耐磨板在一个距过流面较远的截面上的轮廓尺寸大于其在另一个距过流面较近的平行截面上的轮廓尺寸。
19.作为本发明的更进一步改进,所述第一预烧耐磨板的外侧表面部分或全部和缓冲层粘接成一体。
20.作为本发明的更进一步改进,所述第一预烧耐磨板的外侧表面或内侧表面上局部或全部覆盖有和内衬本体整体成形的结合碳化硅陶瓷层。
21.作为本发明的更进一步改进,所述第一预烧耐磨板由至少两块陶瓷板拼合而成。
22.作为本发明的更进一步改进,所述孔腔与第一预烧耐磨板两者的接合部位设置有空气隙,所述空气隙平均宽度不超过1mm,在空气隙中填充有第二粘接剂;第二粘接剂中含有耐磨颗粒。
23.作为本发明的更进一步改进,所述内衬本体在位于泵体配套叶轮出口径向投影的部位设置有凹槽,所述凹槽自孔腔的边沿顺着叶轮的旋向向扩散管延伸,在所述凹槽内嵌入有第二预烧耐磨板。
24.作为本发明的更进一步改进,所述凹槽沿泵体的轴向尺寸b2大于泵体配套叶轮的出口的宽度b;所述第二预烧耐磨板由至少两块材质为碳化硅或氮化硅的陶瓷板拼合而成;第二预烧耐磨板通过第三粘接剂粘接在凹槽内;第三粘接剂中含有耐磨颗粒。
25.为实现上述目的,本发明还提供一种耐磨泵体的制造方法,包括以下步骤:
26.1)制造第一预烧耐磨板;
27.2)在第一预烧耐磨板表面覆涂有机胶,并使有机胶硬化;
28.3)将涂有有机胶的第一预烧耐磨板固定在外模和内模之间与泵体隔舌对应的位置;
29.4)将碳化硅颗粒、金属硅粉、结合剂按比例混合成均匀的混合料,将混合料浇注在由所述外模和内模构成的模具内;
30.5)待混合料硬化后拆模,得到嵌有第一预烧耐磨板的内衬本体坯件,并对其进行干燥;
31.6)将嵌有第一预烧耐磨板的内衬本体坯件放入烧结炉中,加温到300℃-500℃,将所述有机胶烧蚀;
32.7)通入高纯氮气,加温至1410-1450℃,得到嵌有第一预烧耐磨板的内衬本体;或通入空气,加热至1410-1450℃,得到嵌有第一预烧耐磨板的内衬本体;
33.8)将嵌有第一预烧耐磨板的内衬本体装入外壳内定位,向两者之间注入组成缓冲层的混合料;待混合料硬化后形成缓冲层,并将内衬本体、外壳和第一预烧耐磨板结合成一个整体。
34.有益效果
35.与现有技术相比,本发明的耐磨泵体及其制造方法的优点为:
36.1、采用本技术方案提供的制造方法,将第一预烧耐磨板放置在模具内进行内衬本体的浇注,可以将内衬本体和第一预烧耐磨板浇注成一个整体,使内衬本体上的孔腔自然形成和第一预烧耐磨板相适应的轮廓。可以在无需对第一预烧耐磨板和孔腔进行机械切削加工的前提下保证第一预烧耐磨板和孔腔相适应,并使二者之间有较小的配合间隙,从而
可以避免出现现有技术易发生的配合间隙过大导致树脂易被磨损并使耐磨块脱落的现象。
37.2、内衬本体的材料为结合碳化硅陶瓷,由于这种材质中有适量的微小气孔,不但易于泵体的大型化,且耐冲击性能好,成本较低。
38.3、第一预烧耐磨板为碳化硅或氮化硅陶瓷,如反应烧结碳化硅、无压烧结碳化硅、反应烧结氮化硅、热压烧结氮化硅等,其耐磨性较结合碳化硅陶瓷要高3-5倍以上,如能可靠地将其设置在隔舌等磨损严重的部位,将大大提高泵体的整体寿命。
39.4、由于第一预烧耐磨板的外形尺寸相对内衬本体要小得多,采用碳化硅陶瓷或氮化硅陶瓷制造不但在工艺上易于实现,且成本增加较少。
40.5、当第一预烧耐磨板外侧表面部分或全部和缓冲层粘接在成一体时,第一预烧耐磨板和缓冲层之间有较大的粘接面积,且该粘接面不会受到冲刷磨损,其粘接比现有技术更可靠。
41.6、在按本技术方案提供的方法制造泵体过程中,如果第一预烧耐磨板的厚度小于内衬本体的厚度,其外侧表面或内侧表面在浇注过程中则有可能被浇注料局部或全部覆盖。显然这种覆盖并不会对泵体的性能带来较大的影响。因此,允许第一预烧耐磨板的外表面或内表面的局部或全部覆盖和内衬本体整体成形结构的结合碳化硅陶瓷层,其有利于降低工艺难度和制造成本。
42.7、孔腔是在浇注过程中自然形成的。第一预烧耐磨板尺寸的增大和形状的复杂程度增加并不会增加孔腔的制造难度。因此,第一预烧耐磨板可以做得较大,容易实现使其沿泵体的轴向尺寸b1大于配套叶轮的出口的宽度b,从而使第一预烧耐磨板有更好的耐磨效果;而现有技术当耐磨板4的轴尺寸较大时,耐磨板难以安放在隔舌上,因此耐磨效果较差。
43.8、第一预烧耐磨板由于在孔腔中受到约束,只可能从过流面方向脱出;如果在第一预烧耐磨板上设有防止其自孔腔向过流面方向脱出的剖面构造,例如,只要使其一个远离过流面的剖面的轮廓尺寸大于其一个靠近过流面的平行剖面的轮廓尺寸,第一预烧耐磨板就像一个内大外小的楔子嵌在孔腔内,受到孔腔轮廓的限制,不能向过流面方向脱出。因此本发明第一预烧耐磨板的固定除了粘接剂的粘接力,还有内衬本体和第一预烧耐磨板在结合处的楔合力,可靠性大大提高。
44.9、预烧耐磨板是指固定在预定位置前已烧结成型的陶瓷板。碳化硅陶瓷或氮化硅陶瓷这两种材质不但其耐磨性大大优于结合碳化硅陶瓷,其热膨胀系数和结合碳化硅陶瓷也较接近,在内衬本体烧结过程不易因膨胀或收缩原因导致内衬本体或第一预烧耐磨板破裂,因此采用这两种材质制造第一预烧耐磨板还有利于提高泵体的合格率。
45.10、内衬本体浇注前,在第一预烧耐磨板的表面覆涂一定厚度有机胶的目的有两个,其一是有机胶有利于将第一预烧耐磨板和内衬本体的坯件粘接成一个整体,使嵌有第一预烧耐磨板的内衬本体的坯件有较好的强度,其二是可在烧结前将有机胶烧损气化,从而使第一预烧耐磨板和内衬本体坯件的接合处因有机胶的气化形成合适宽度的气隙,避免因二者之间的热膨胀系数的微小差异导致内衬本体坯件或第一预烧耐磨板在烧结过程中开裂损坏。
46.11、采用本方案提供的方法制造的泵体,在不对孔腔和第一预烧耐磨板进行机械切削的前提下,可以很容易的保证二者的接合部位有平均宽度不超过1mm的空气隙。这种小的间隙使浸渍其中的第二粘接剂不易受到磨损,有利于提高第一预烧耐磨板的固定可靠
性。
47.12、叶轮出口的径向部位是磨损最严重的部位,除了在隔舌部位,还将碳化硅或氮化硅材质的第二预烧耐磨板沿叶轮的旋向延伸至扩散管部位。这样可以显著提高泵体的寿命。在内衬本体上设置的凹槽,可以为第二预烧耐磨板提供安装空间。
48.13、第二预烧耐磨板沿泵体的轴向尺寸b2大于配套叶轮的出口的宽度b,才能保证泵体的寿命。由于第二预烧耐磨板的尺寸较大,将第二预烧耐磨板由多块陶瓷板拼合而成,可以降低其制造难度和成本。
49.通过以下的描述并结合附图,本发明将变得更加清晰,这些附图用于解释本发明的实施例。
附图说明
50.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
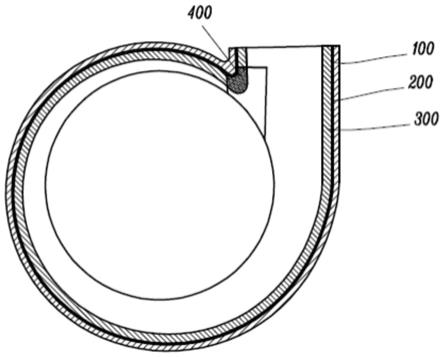
51.图1为实施例1中耐磨泵体的剖视图;
52.图2为实施例1中内衬本体和第一预烧耐磨板相结合的立体图;
53.图3为实施例1中内衬本体和第一预烧耐磨板相结合的剖视图;
54.图4为实施例1中去除第一预烧耐磨板后内衬本体的立体剖视图;
55.图5为实施例1中第一预烧耐磨板的立体图;
56.图6为图5的a—a剖面图;
57.图7为图5的b—b剖面图;
58.图8为实施例1中叶轮安装在泵体内时相关尺寸的关系图;
59.图9为实施例1中内衬本体浇注成型的示意图;
60.图10为实施例2中耐磨泵体的剖视图;
61.图11为图10的c-c剖面图;
62.图12为实施例2中内衬本体的剖视图;
63.图13为实施例3中第一预烧耐磨板的立体图;
64.图14为实施例4中耐磨泵体的剖视图;
65.图15为实施例4中内衬本体成型的示意图;
66.图16为实施例5中耐磨泵体的剖视图;
67.图17为实施例5中内衬本体成形的示意图;
68.图18为实施例6中耐磨泵体的剖视图;
69.图19为cn208950968u方案的剖视图。
具体实施方式
70.现在参考附图描述本发明的实施例。
71.实施例1
72.本发明的具体实施方式如图1至图9所示,一种耐磨泵体,包括内衬本体300和外壳
100。内衬本体300的材质为结合碳化硅陶瓷,内衬本体300在泵体的隔舌部位设有孔腔301,在孔腔301内嵌有第一预烧耐磨板400,第一预烧耐磨板400的材质为碳化硅或氮化硅。孔腔301与第一预烧耐磨板400两者的轮廓相适应。外壳100和内衬本体300之间设置有缓冲层200,缓冲层200内含有第一粘接剂。第一粘接剂中含有耐磨颗粒,耐磨颗粒包括碳化硅、刚玉、石榴石、氮化硅、石英的一种或其任意组合。外壳100可以采用金属材质。
73.上述内衬本体300采用的结合碳化硅陶瓷为氮化硅结合碳化硅陶瓷、氧化物结合碳化硅陶瓷、氮氧化物结合碳化硅陶瓷、赛隆结合碳化硅陶瓷的其中一种。
74.本实施例中,内衬本体300材质为氮化硅结合碳化硅,第一预烧耐磨板400材质为反应烧结碳化硅。缓冲层200主要成份为树脂和耐磨颗粒。如图4所示,孔腔301为通孔。第一预烧耐磨板400的外表面被缓冲层200中的粘接剂粘接在缓冲层200上,孔腔301的轮廓和第一预烧耐磨板400的轮廓相适应。
75.第一预烧耐磨板400在一个距过流面较远的截面上的轮廓尺寸大于其在另一个距过流面较近的平行截面上的轮廓尺寸。在本实施例中,如图5所示,a-a平面和b-b平面平行,a-a平面相对b-b平面距过流面较远,如图6、图7所示,第一预烧耐磨板400在a-a平面上的纵向轮廓尺寸l1大于b-b平面上的纵向轮廓尺寸l2,在a-a平面上的横向轮廓尺寸l3大于b-b平面上的横向轮廓尺寸l4。
76.由于内衬本体300上孔腔301的轮廓和第一预烧耐磨板400的轮廓相适应,内衬本体300上孔腔301在b-b平面上的轮廓尺寸必然小于第一预烧耐磨板400在a-a平面上的轮廓尺寸,这使第一预烧耐磨板400受到孔腔301的约束,不能向过流面方向移动。因此,本实施例即使没有粘接剂的作用,第一预烧耐磨板400也不会从孔腔300中脱落。在泵体后续的制作中,在空气隙中渗入的第二粘接剂会进一步固定第一预烧耐磨板400,这使得第一预烧耐磨板400的固定较现有技术要可靠得多。在本实施例中,第一粘接剂和第二粘接剂为同一种材料,均采用环氧树脂。缓冲层200中除含有第二粘接剂外,还含有耐磨颗粒,耐磨颗粒为碳化硅。
77.图8是泵体和配套的叶轮在装配后的相对位置关系的示意图。从图中可以看出,第一预烧耐磨板400沿泵体的轴向尺寸b1大于配套的叶轮500的出口宽度尺寸b,使得泵体在隔舌处处于叶轮500出口的受严重冲刷部位可以全部覆盖有第一预烧烧耐磨板400,而和第一预烧耐磨板400轴向两侧接合部位的内衬本体300由于处于叶轮500的出口投影之外,不会受到叶轮500出口颗粒的直接冲刷,寿命可以得到显著提高,这有利于防止因内衬本体300接合处的快速磨损而导致第一耐磨板400失去约束而脱落。其中,叶轮出口宽度是指叶轮轮盖和叶轮轮盘在出口位置的轴向距离。
78.在本实施例中,第一预烧耐磨板400和孔腔301之间的空气隙平均尺寸为0.2mm,这个尺寸可以防止渗入其中的第二粘接剂被磨损,为进一步提高第二粘接剂的耐磨性,可在其中加入粒度为0.05mm左右的耐磨颗粒。
79.图9是内衬本体浇注的示意图。在图9中,第一预烧耐磨板400被固定在内衬浇注外模601和内衬浇注内模602的对应位置上。将混合好的氮化硅结合碳化硅混合料从浇注孔6011注入模具内,使模具内充满浇混合料。待混合料硬化后拆除模具,第一预烧耐磨板400就被嵌在内衬本体300的坯件上。内衬本体300坯件在这个过程中会自然形成和第一预烧耐磨板400轮廓相适应的孔腔301。
80.本实施例耐磨泵体的制造方法其具体实施步骤是:
81.1)制造第一预烧耐磨板400的坯件;
82.2)在真空炉中烧结第一预烧耐磨板400;
83.3)将烧成的第一预烧耐磨板400表面覆涂适当厚度的有机胶一般为(0.2-1mm),并使有机胶硬化;
84.4)将涂了有机胶的第一预烧耐磨板400固定在外模601和内模602的对应位置;
85.5)将碳化硅颗粒、金属硅粉、结合剂按比例混合成均匀的混合料,将混合料浇注在模具内;
86.6)待混合料硬化后拆模;
87.7)干燥嵌有第一预烧耐磨板400的内衬本体300的坯件;
88.8)将嵌有第一预烧耐磨板400的内衬本体300的坯件放入烧结炉中,加温到300-500℃,将有机胶烧蚀,使第一预烧耐磨板400和内衬本体300之间形成0.2-1mm的空气隙;
89.9)通入高纯氮气,加温至1410-1450℃,得到嵌有第一预烧耐磨板400的内衬本体300;本实施例中,通入的高纯氮气,加温至1430℃左右;
90.或通入空气,加温至1410-1450℃,得到嵌有第一预烧耐磨板400的内衬本体300。本实施例中,通入的空气,加温至1430℃左右;
91.10)将嵌有第一预烧耐磨板400的内衬本体300装入外壳100内定位,将二者之间注入缓冲层200的混合料,待混合料硬化后形成缓冲200,并将内衬本体300、外壳100和第一预烧耐磨板400结合成一个整体;
92.11)向第一预烧耐磨板400和内衬本体300之间的空气隙内渗入第二粘接剂;固化第二粘接剂。
93.实施例2
94.如图10至12所示,与实施例1的不同之处在于,第一预烧耐磨板400的材质为热压烧结氮化硅,在氧化物结合碳化硅材质的内衬本体300上还设有材质为反应烧结碳化硅的第二预烧耐磨板700。从图10、11可以看到,第二预烧耐磨板700沿第一预烧耐磨板400的边沿顺着叶轮的旋向(图10所示为逆时针方向)向扩散管方向延伸,在本实施例中,第二预烧耐磨板700延伸的角度约为160度,在一些轻磨损的实施例中,第二预烧耐磨700延伸的角度也可以减小至10-30度。第二预烧耐磨板400的轴向尺寸b2大于叶轮500出口的宽度尺寸b。第二预烧耐磨板700由7块陶瓷板拼合而成,内衬本体300上设置有容纳第二预烧耐磨板700的凹槽302。第二预烧耐磨板700通过第三粘接剂粘接在凹槽302内。本实施例中,第一粘接剂为乙烯基树脂,第二粘接剂和第三粘接剂为环氧树脂。第一粘接剂、第二粘接剂和第三粘接剂内含有的耐磨颗粒包括碳化硅、刚玉、石榴石、氮化硅、石英的一种或其任意组合。
95.实施例3
96.如图13所示,与实施例1的不同之处在于,第一预烧耐磨板400由两块无压烧结碳化硅陶瓷板拼合而成,两陶瓷板对称布置。内衬本体的材质为氧氮化物结合碳化硅陶瓷,也可以选用赛隆结合碳化硅陶瓷,其加工过程和实施例1基本相同,此处不再对具体制造工艺进行描述。
97.实施例4
98.如图14和图15所示,与实施例1的不同之处在于,第一预烧耐磨400的外表面局部
或全部粘接在缓冲层200上。第一预烧耐磨板400的内表面局部或全部覆盖有和内衬本体300整体成形结构的结合碳化硅陶瓷层,具体为氮化硅结合碳化硅材质层。在图15本实施例浇注的示意图中,第一预烧耐磨板400的厚度小于内衬本体300的厚度,将第一预烧耐磨板400固定在内衬浇注外模601的相应位置上浇注时,浇注混合料会部分或全部覆盖第一预烧耐磨板400的内表面,烧结后会形成与内衬本体300整体成型结构的覆盖层。显然,这种结构可以在对性能不造成明显影响的前提下降低模具和第一预烧耐磨板400的尺寸精度要求,并降低制造成本。
99.实施例5
100.如图16和图17所示,与实施例4的不同之处在于,第一预烧耐磨板400的内表面部分或全部覆盖有和内衬本体300整体成型结构的氮化硅结合碳化硅材质层。在图17所示的本实施例的内衬本体浇注示意图中,第一预烧耐磨板400的厚度小于内衬本体300的厚度,浇注时第一预烧耐磨板400固定在内衬浇注内模602上,浇注时浇注混合料会部分或全部覆盖第一预烧耐磨板400的外表面,烧结后会形成与内衬本体300整体成型结构的覆盖层,这种结构同样可以在不明显降低性能的前提下降低模具和第一预烧耐磨板400的精度,并降低制造成本。
101.实施例6
102.如图18所示,本实施例和实施例4和实施例5大致相同,不同之处在于第一预烧耐磨板400的内表面和外表面的部分或全部覆盖有和内衬本体300整体成型结构的氮化硅结合碳化硅材质层。在实施例4或实施例5的制造过程中,由于某些原因,第一预烧耐磨板400可能不能牢固的固定在模具上,导致成形时浇注料会覆盖在第一预烧耐磨板400的内表面和外表面,烧结后会在第一预烧耐磨板400的内表面和外表面形成与内衬本体300整体成型结构的覆盖层,这种结构和实施例4和实施例5一样可以在不明显降低性能的前提下降低模具和第一预烧耐磨板400的精度,并降低制造成本。
103.显然,以上实施例中,孔腔301在不同的制造条件下,可以是通孔,也可以是盲孔,还可以是外部全部封闭的腔室。因此不论孔腔301是哪种状况,均是本发明的覆盖范围。
104.以上结合最佳实施例对本发明进行了描述,但本发明并不局限于以上揭示的实施例,而应当涵盖各种根据本发明的本质进行的修改、等效组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1