一种伺服飞航弹体多向挤压水平挤压油缸的制作方法
[0001]
本发明属于液压油缸技术领域,特别涉及一种伺服飞航弹体多向挤压水平挤压油缸。
背景技术:
[0002]
随着我国国防事业的蓬勃发展,航天飞航武器是我国重要国防安全武器,其弹体构件及发射装备结构与工艺技术复杂,制造精度要求高,对制造装备的综合性能提出较高要求,传统成型液压机只能上下挤压成型,无法实现多向挤压成型,国内的此类工件成型多采用上下挤压成型后,对其他部件进行机加工成型,这样就造成加工废料多,加工繁琐时间长,加工工序比较多等缺点;在此工艺需求下,增加水平方向挤压油缸,这对于油缸就提出了更高了要求,液压机的油缸都是垂直安装,对于水平安装的油缸就会遇到很多不一样的问题。
[0003]
国内大部分液压机都采用垂直加载油缸,该类油缸属于垂直方向运动,缸体固定,活塞杆进行上下运动,密封件只是承受液体压力,不需承受其他作用力,对于加工也比较简单方便,油缸导向也不需要做特殊设计处理,所以垂直油缸应用比较普遍,水平油缸比较少见。
[0004]
结合国内飞航弹体关键部件的生产需求,复杂构件的压制工艺要求,本发明研制出单缸大吨位水平挤压油缸,该缸可适应水平运动条件,克服自身水平摩擦、重量、密封等难题,适用于大型伺服控制运动系统,微速、恒速、定压、定程等多种工艺需求,满足工件压制所需动作要求,实现飞航弹体复杂构件的快速压制成型。
技术实现要素:
[0005]
本发明为解决公知技术中存在的技术问题所采取的技术方案是:
[0006]
一种伺服飞航弹体多向挤压水平挤压油缸,包括缸体(1)、位于缸体(1)内的活塞杆(2);
[0007]
所述缸体(1)的中心轴位于水平方向;所述活塞杆(2)的通过法兰与缸体(1)的右端口连接;所述缸体(1)的左端口安装有快速柱塞杆(6);所述快速柱塞杆(6)的右端与活塞杆(2)连接;所述活塞杆(2)和缸体(1)之间设置有镶入式导套(3);在所述缸体(1)左端下侧开设有排污口(7)。
[0008]
优选地,所述排污口(7)的外端口高度小于内端口的高度。
[0009]
优选地,所述法兰包括卡紧法兰(4)和螺纹法兰(5)。
[0010]
优选地,所述快速柱塞杆(6)的左端连接有快速杆锁紧母(8)。
[0011]
本发明具有的优点和积极效果是:
[0012]
通过采用上述技术方案,本发明用于水平挤压成型复杂结构制件,从加热炉中加热后的毛坯料运送到压机中,放入了下模腔之中,通过垂直模的压头挤压完成垂直成型,之后水平油缸进行水平挤压成型,成型完成后,脱模出料。本水平油缸配有水平快速缸,可实
现快速前进和快速后退,大大提高中间非工作运行时间,节省压制成型前后序时间,在水平受力上采用封闭传导新结构,大大提高在长时间压制工件时,油缸的水平导向更加平稳。
附图说明
[0013]
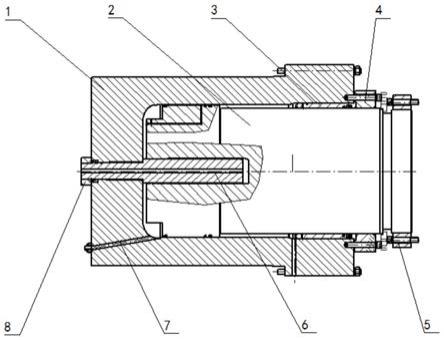
图1是本发明优选实施例的结构示意图;
[0014]
其中:1、缸体;2、活塞杆;3、镶入式导套;4、卡紧法兰;5、螺纹法兰;6、快速柱塞杆;7、排污口;8、快速杆锁紧母。
具体实施方式
[0015]
为使得本发明的发明目的、特征、优点能够更加的明显和易懂,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本发明一部分实施例,而非全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0016]
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
[0017]
在本发明的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0018]
请参见图1,一种伺服飞航弹体多向挤压水平挤压油缸,包括缸体1、位于缸体1内的活塞杆2;
[0019]
所述缸体1的中心轴位于水平方向;所述活塞杆2的通过法兰与缸体1的右端口连接;所述缸体1的左端口安装有快速柱塞杆6;所述快速柱塞杆6的右端与活塞杆2连接;所述活塞杆2和缸体1之间设置有镶入式导套3;在所述缸体1左端下侧开设有排污口7。
[0020]
所述排污口7的外端口高度小于内端口的高度。
[0021]
所述法兰包括卡紧法兰4和螺纹法兰5。
[0022]
所述快速柱塞杆6的左端连接有快速杆锁紧母8。
[0023]
本装置用于飞航弹体复杂制件多向挤压成形水平油缸,适应于水平放置工作的液压油缸。
[0024]
上述技术方案专用油缸是用于水平挤压成型复杂结构制件,从加热炉中加热后的毛坯料运送到压机中,放入了下模腔之中,通过垂直模的压头挤压完成垂直成型,之后水平油缸进行水平挤压成型,成型完成后,脱模出料。本水平油缸配有水平快速缸,可实现快速前进和快速后退,大大提高中间非工作运行时间,节省压制成型前后序时间,在水平受力上采用封闭传导新结构,大大提高在长时间压制工件时,油缸的水平导向更加平稳。
[0025]
本发明根据油缸传统结构,将水平油缸进行增加水平快速柱塞杆,对缸口导套进行加长和材质加强,将导套变为镶入式配合,缸体端口法兰卡紧固定,活塞头处增加多处密封润滑沟槽,增加水平密封润滑作用,设置水平污物处理口,可以快速清理水平油缸沉积的污物,该油缸主要由水平缸体、水平活塞杆、快速柱塞杆、镶入式导套、卡紧型法兰盘、螺纹法兰盘、快速柱塞锁紧母等。水平油缸布置在水平梁内。
[0026]
以上所述的实施例仅用于说明本发明的技术思想及特点,其目的在于使本领域内的技术人员能够理解本发明的内容并据以实施,不能仅以本实施例来限定本发明的专利范围,即凡本发明所揭示的精神所作的同等变化或修饰,仍落在本发明的专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1