震动防松螺母组件的制作方法
1.本实用新型涉及一种震动防松螺母组件及其加工方法。
背景技术:
2.高铁铁路轨道施工中为了将钢轨与下部结构(枕轨、垫板)联结固定,使轨道形成稳定可靠的整体结构,常利用螺母、螺栓等紧固件进行固定,并且为了使得轨道具有减震效果,在螺母下方会设置有弹条。但是,由于高铁铁路轨道震动较大,紧固件的止退防松就显得十分重要,紧固件一旦松动,就会影响到轨道结构的整体性和稳定性。
3.有许多实用新型人设计利用垫片方式进行螺母的锁定,但是,这种方式其锁定稳定性还有进一步提升空间。
技术实现要素:
4.本实用新型的目的是针对上述问题,提供一种可以解决上述技术问题的震动防松螺母组件及其加工方法。
5.为达到上述目的,本实用新型采用了下列技术方案:
6.本震动防松螺母组件包括第一外六角部和第二外六角部,在第一外六角部的内壁设有轴心线和第一外六角部的轴心线偏心分布的第一内螺纹,在第一外六角部的一端外壁设有轴心线和第一内螺纹轴心线重合的圆柱面,在圆柱面上设有第一外螺纹,在第二外六角部的轴向设有轴心线和第二外六角部轴心线偏心分布的第二内螺纹,以及设置在第二外六角部内壁一端并且轴心线和第二内螺纹轴心线重合的内凸限制部,在第一外六角部设有圆柱面的一端端面和内凸限制部的内端面之间设有垫片,第二外六角部远离内凸限制部的一端套入圆柱面并且第一外螺纹和第二内螺纹螺纹连接,在第一外六角部的外壁设有与圆柱面垂直连接的环形匹配面并且当环形匹配面和第二外六角部远离内凸限制部的一端端面吻合时使得所述第一外六角部轴心线与第二外六角部的轴心线重合以及使得所述第一外六角部的六表面和第二外六角部的六表面一一对齐齐平达到自锁状态,所述第一外螺纹轴心线和第一外六角部的轴心线之间的距离等于第二外六角部轴心线与第二内螺纹轴心线之间的距离。
7.在上述的震动防松螺母组件中,所述第一内螺纹螺纹旋向和第一外螺纹的螺旋旋向相反。
8.在上述的震动防松螺母组件中,所述内凸限制部的外侧端面和第二外六角部设有内凸限制部的一端端面齐平。
9.在上述的震动防松螺母组件中,所述内凸限制部的内侧端面为环形平面。
10.在上述的震动防松螺母组件中,所述内凸限制部的内径大于第一内螺纹的螺纹底径。
11.本震动防松螺母组件的加工方法包括如下步骤:
12.s1、机加工,加工第一外六角部和第二外六角部;
13.第一外六角部的加工工艺如下:
14.截取外六角棒料得到长外六角段,在长外六角段的一端外壁加工出圆柱面,以及和圆柱面垂直连接的环形匹配面,圆柱面的轴心线和长外六角段的轴心线呈偏心分布,在圆柱面上滚螺纹制得第一外螺纹,在长外六角段的轴向钻螺纹孔并且螺纹孔的轴心线和圆柱面的轴心线重合,在螺纹孔的内壁加工第一内螺纹,得到第一外六角部;
15.第二外六角部的加工工艺如下:
16.截取外六角棒料得到短外六角段,在短外六角段的轴向钻孔,以及加工内螺纹孔,得到短外六角段的内壁一端有内凸限制部,在内螺纹孔孔壁上加工第二内螺纹,得到第二外六角部;
17.s2、安装垫片,将垫片安装至第二外六角部内并且垫片的一端端面服帖在内凸限制部的内侧端面上;
18.s3、组装,将第二外六角部套入圆柱面上并且旋转第一外六角部和/或第二外六角部,第一外螺纹和第二内螺纹螺纹连接,并当环形匹配面和第二外六角部远离内凸限制部的一端端面吻合时,所述第一外六角部设有圆柱面的一端端面抵靠在垫片上,所述第一外六角部轴心线与第二外六角部的轴心线重合,以及所述第一外六角部的六表面和第二外六角部的六表面一一对齐齐平,达到自锁状态。
19.与现有的技术相比,震动防松螺母组件及其加工方法的优点在于:第一外六角部和第二外六角部其处于同一轴心线上,而圆柱面上设有第一外螺纹和第二外六角部内壁的第二内螺纹其处于同一轴心线上,不同的轴心线设计因为重心不一致,此时的第一外六角部和第二外六角部其相互吻合连接在一起则可以利用重心偏位进行防松,确保第一外螺纹和第二内螺纹牢固连接,也就可以防止本螺母组件与螺栓出现松动现象。
附图说明
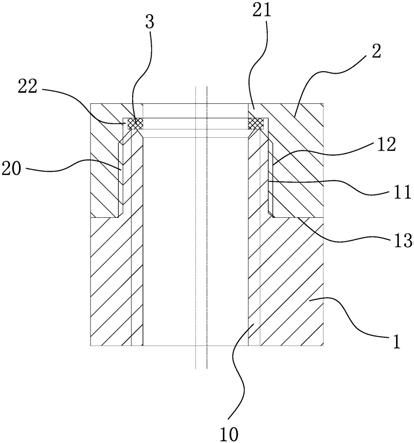
20.图1是本实用新型提供的螺母组件结构示意图。
21.图2是本实用新型提供的第一外六角部结构示意图。
22.图3是本实用新型提供的第二外六角部结构示意图。
23.图4是本实用新型提供的垫片结构示意图。
24.图中,第一外六角部1、第一内螺纹10、圆柱面11、第一外螺纹12、环形匹配面13、第二外六角部2、第二内螺纹20、内凸限制部21、避让槽22、垫片3、弹性悬臂部31、向下倾斜槽30。
具体实施方式
25.以下是实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
26.实施例一
27.如图1
‑
3所示,本震动防松螺母组件包括第一外六角部1和第二外六角部2,第一外六角部1和第二外六角部2分别由一根六角棒料截取制得,即,其外径相等。
28.在第一外六角部1的内壁设有轴心线和第一外六角部1的轴心线偏心分布的第一内螺纹10,在第一外六角部1的一端外壁设有轴心线和第一内螺纹10轴心线重合的圆柱面
11,在圆柱面11上设有第一外螺纹12,本实施例的第一内螺纹10螺纹旋向和第一外螺纹12的螺旋旋向相反。
29.在第二外六角部2的轴向设有轴心线和第二外六角部2轴心线偏心分布的第二内螺纹20,以及设置在第二外六角部2内壁一端并且轴心线和第二内螺纹20轴心线重合的内凸限制部21,内凸限制部21的外侧端面和第二外六角部2设有内凸限制部21的一端端面齐平。
30.内凸限制部21的内侧端面为环形平面。以便于垫片的定位,其次,内凸限制部21的内径大于第一内螺纹10的螺纹底径。以便于螺栓的贯穿。
31.在第一外六角部1设有圆柱面11的一端端面和内凸限制部21的内端面之间设有垫片3,垫片3为金属垫片或者尼龙垫片,第二外六角部2靠近内凸限制部21的内侧端面内壁设有避让槽22,垫片3的厚度大于避让槽22的槽宽。
32.如图4所示,在垫片3的周向设有两处呈对称设置的向下倾斜槽30,每一个向下倾斜槽30将垫片3的周向分切为上下分布的弹性悬臂部31并且两个弹性悬臂部31呈八字形分布,向下倾斜槽30的下槽口宽度大于向下倾斜槽30的槽底宽度,在每个向下倾斜槽30中分别设有固体润滑油。
33.两个弹性悬臂部31的悬空端外表面之间的距离大于垫片3的厚度。
34.弹性悬臂部31其可以增加弹性,起到防松目的,其次,向下倾斜槽30可以用于自润滑,以便于第一外六角部1和第二外六角部2的拆装。
35.其次,避让槽22中储存有固体润滑油,以便于自润滑第二内螺纹和第一外螺纹。
36.如图1
‑
3所示,第二外六角部2远离内凸限制部21的一端套入圆柱面11并且第一外螺纹12和第二内螺纹20螺纹连接,在第一外六角部1的外壁设有与圆柱面11垂直连接的环形匹配面13并且所述第一外螺纹12轴心线和第一外六角部1的轴心线之间的距离等于第二外六角部2轴心线与第二内螺纹20轴心线之间的距离。
37.所述第一外螺纹12轴心线和第二内螺纹20的轴心线重合。
38.当环形匹配面13和第二外六角部2远离内凸限制部21的一端端面吻合时使得所述第一外六角部1轴心线与第二外六角部2的轴心线重合以及使得所述第一外六角部1的六表面和第二外六角部2的六表面一一对齐齐平达到自锁状态。
39.进一步地,第一外六角部1设有圆柱面的一端端面挤压垫片3的弹性悬臂部31,以迫使固体润滑油发生位移,以提供润滑性能。
40.在本实施例中,由于第一外六角部1和第一内螺纹10、第一外螺纹12偏心设置,以及第二外六角部2和第二内螺纹20偏心设置,同时,第一外螺纹12和第二内螺纹20同轴心线分布,在组装时,第一外螺纹12和第二内螺纹20同轴心线其可以确保两者连接的平顺性,随着螺纹的不断旋转拧紧,第一外六角部1设有圆柱面11的一端端面抵靠在垫片上,此时的垫片其受到挤压则会发生一定程度上的弹性形变,最终利用第一外螺纹12轴心线和第一外六角部1的轴心线之间的距离等于第二外六角部2轴心线与第二内螺纹20轴心线之间的距离的结构,当环形匹配面13和第二外六角部2远离内凸限制部21的一端端面吻合时使得所述第一外六角部1轴心线与第二外六角部2的轴心线重合以及使得所述第一外六角部1的六表面和第二外六角部2的六表面一一对齐齐平达到自锁状态。
41.进一步地,第一外六角部1和第二外六角部2其处于同一轴心线上,而圆柱面11上
设有第一外螺纹12和第二外六角部2内壁的第二内螺纹20其处于同一轴心线上,不同的轴心线设计因为重心不一致,在震动时其可以解决共震同轴心而发生松动,此时的第一外六角部1和第二外六角部2其相互吻合连接在一起则可以利用重心偏位进行防松,确保第一外螺纹12和第二内螺纹20牢固连接,也就可以防止本螺母组件与螺栓出现松动现象。
42.还有,在第二外六角部2远离内凸限制部21的一端设有两个呈八字形分布的倾斜槽,倾斜槽从上往下向外倾斜,并且在第二外六角部2远离内凸限制部21的一端形成两个悬臂弹性部,悬臂弹性部与垫片接触则受到阻力从而第二内螺纹20的部分螺距发生弹性形变,悬臂弹性部其可以进一步提高第一外螺纹12和第二内螺纹20的轴向连接牢固性。
43.本震动防松螺母组件的加工方法包括如下步骤:
44.s1、机加工,加工第一外六角部1和第二外六角部2;
45.第一外六角部1的加工工艺如下:
46.截取外六角棒料得到长外六角段,在长外六角段的一端外壁加工出圆柱面11,以及和圆柱面11垂直连接的环形匹配面13,圆柱面11的轴心线和长外六角段的轴心线呈偏心分布,在圆柱面11上滚螺纹制得第一外螺纹12,在长外六角段的轴向钻螺纹孔并且螺纹孔的轴心线和圆柱面11的轴心线重合,在螺纹孔的内壁加工第一内螺纹10,得到第一外六角部1;
47.第二外六角部2的加工工艺如下:
48.截取外六角棒料得到短外六角段,在短外六角段的轴向钻孔,以及加工内螺纹孔,得到短外六角段的内壁一端有内凸限制部21,在内螺纹孔孔壁上加工第二内螺纹20,得到第二外六角部2;
49.s2、安装垫片,将垫片3安装至第二外六角部2内并且垫片3的一端端面服帖在内凸限制部21的内侧端面上;
50.s3、组装,将第二外六角部2套入圆柱面11上并且旋转第一外六角部1和/或第二外六角部2,第一外螺纹12和第二内螺纹20螺纹连接,并当环形匹配面13和第二外六角部2远离内凸限制部21的一端端面吻合时,所述第一外六角部1设有圆柱面的一端端面抵靠在垫片3上,所述第一外六角部1轴心线与第二外六角部2的轴心线重合,以及所述第一外六角部1的六表面和第二外六角部2的六表面一一对齐齐平,达到自锁状态,得到震动防松螺母组件。
51.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1