一种声测管的连接装置的制作方法
1.本发明属于建设工程领域基桩检测领域,具体涉及一种声测管的连接装置,所述声测管包括塑钢声测管和钢管声测管。
背景技术:
2.在现有的声测管连接装置中,对于塑钢声测管及钢声测管一般采用以下方式进行连接:
3.1、现有普通薄壁金属声测管一般采用液压钳进行连接,其安装方法是金属声测管一端安装液压接头,另一端作为承插端,不安装任何接头,将承插端插入液压接头中,同时使用液压钳对液压接头进行挤压,使液压接头中内置的密封圈与承插端钢管帖合,达到密封效果。
4.2、采用套管式焊接厚壁声测管,在厚壁声测管一端焊接内径略大于声测管外径的套管,另一端作为承插端,不安装任何接头,将承插端插入套管接头中,施工现场进行焊接操作,利用电焊焊缝进行密封操作。
5.3、采用螺旋式厚壁声测管,在厚壁声测管一端焊接内径略大于声测管外径的螺纹丝口接头,另一端先放置螺帽,再焊接外径与声测管外径相同的承插接头作为承插端,承插端口位置安装o型密封圈,将承插端插入螺纹丝口接头中,通过旋紧螺帽挤压o型密封圈,达到密封效果。
6.塑钢声测管是采用壁厚1.0至1.8毫米高频焊管,外复2.0至3.0毫米塑料,简称塑钢声测管,利用材质软一点的钢管,壁厚为1.0至1.8毫米,内径略大于塑钢声测管外径,切割成长度12厘米左右,做成套管,一端在工厂挤压连接好,另一端将塑钢声测管插入套管内,利用液压钳在现场挤压,安装,但是这种方式存在着声测管插入不到位,液压钳挤压不到位,容易漏水的问题,且液压钳因为工地施工条件差,造成液压钳损坏、维修工作量很大.
7.综上所述,以上几种方式都要求最后的连接是在施工现场完成,即不同程度的存在着现场操作要求高,很难达到技术要求的问题,例如挤压钳不到位,就很容易引起套管和声测管的脱落、连接处容易漏水等现象;又如工人焊缝焊接不到位,造成漏水现象很常见;如采用螺旋式连接,加工难度很大,成本很高,且现场很难安装。
8.考虑到声测管及声测管连接装置属于一次性的使用特性,接头连接牢靠,运输和安装时不发生折弯,不脱落,不漏水,就能满足要求。因此,如何研究出成本低、又能够解决上述问题的连接装置,必须在原料、结构和工艺上都予以突破。
技术实现要素:
9.本发明要解决的技术问题为:克服现有技术中现场施工要求高的问题。具体的,在满足声测管受力要求的情况下,利用塑料的特性,开发一种重量轻、能够工厂化生产,且能够保证现场安装快捷、方便、牢靠的连接装置。
10.本发明的目的是这样实现的,本发明提供了一种声测管的连接装置,包括公接头、
母接头和套管;所述母接头包括同轴的一个母接头连接管和一个承接钢管,所述公接头包括同轴的一个公接头连接管和一个承接钢管,所述套管、母接头连接管和公接头连接管的材质均为塑料;将所述承接钢管的一个端面记为端面y,承接钢管上距离端面y为l长度的部分记为熔接段,熔接段的承接钢管壁上沿径向方向均匀布设了多个通孔,l≥20mm,承接钢管的非熔接段的长度l4≥25mm;
11.一个承接钢管的熔接段以母接头连接管的一个端面为起点预埋在母接头连接管的壁中,并通过热熔过程中凝结在通孔中的塑料与母接头连接管熔接成为一体;母接头连接管非熔接部分的长度l2≥20mm;在母接头连接管非熔接部分的外壁上开有外螺纹;记母接头连接管的内直径为d2;
12.所述公接头连接管沿轴向方向分为插入段和连接段,插入段的内直径与母接头连接管的内直径d2相同,连接段的外直径至少比母接头连接管内直径d2小0.3mm,一个承接钢管的熔接段预埋在插入段的壁中,并通过热熔过程中凝结在通孔中的塑料与公接头连接管熔接成为一体;在连接段与插入段的连接段根部外壁上安装有密封圈;连接段的长度至少比母接头连接管开有外螺纹的部分的长度短2mm;
13.所述套管的内壁上布满与外螺纹对应的内螺纹,且一端尾部内直径缩小形成了一个环状尾部,记环状尾部处的内直径为d1,d1大于待连接管的外径0.3毫米以上且小于公接头连接管插入段外直径2毫米以上,套管的长度为外螺纹部分的长度、公接头连接管的插入段的长度、环状尾部部分的长度的三者之和;
14.将所述公接头连接管上的承接钢管的非熔接部分与一个待连接声测管固接、所述母接头连接管上的承接钢管的非熔接部分与另一个待连接声测管固接,然后公接头连接管的连接段插入在母接头连接管的非熔接部分中,套管套装在公接头连接管和母接头连接管之外,且环状尾部卡在公接头连接管尾部的端面上,套管通过内螺纹与外螺纹锁紧,完成两个待连接声测管的连接。
15.优选地,所述固接包括两种方式:如果待连接声测管为塑钢声测管,所述固接指通过液压钳挤压连接;如果待连接声测管为钢声测管,所述固接指的是焊接。
16.优选地,所述母接头连接管非熔接部分的外壁上均匀布设了多条沿轴向方向的条状凸起,所述套管的外壁上均匀布设了多条沿轴向方向的条状凸起。
17.优选地,所述环状尾部部分的长度大于3mm,所述内螺纹与外螺纹的纹高为3mm-5mm,所述承接钢管的壁厚为1mm-2.5mm,所述公接头连接管、母接头连接管和套管的壁厚为3mm-5mm。
18.优选地,若待连接声测管为塑钢声测管,钢管的壁厚为1.0mm-1.8mm,长度为70mm-12mm;若待连接声测管为钢声测管,钢管的壁厚为1.5mm-3.0mm,长度为50mm-80mm。
19.本发明的有益效果在于:
20.1、采用较小的直径接头,使接头在满足受力情况下,接头直径尽可能小,方便打包和运输;
21.2、在保证连接装置与待连接管之间拉拔力的前提下,连接装置与待连接管重合部分的尽可能短,以减少成本;
22.3、利用3d打印技术,做出样品,通过反复试验,对接头进行优化设计,在满足声测管纵向拉力大于300公斤的前提下,减少壁厚,以减少接头重量,降低接头成本。
23.(4)公接头和母接头在设计时考虑了限位及导向装置,使工人在厂内及现场安装简单,尽量减少人为失误;所述限位装置即环状尾部,所述导向装置即公接头连接管的连接段与母接头连接管的非熔接部分留有δ1的间隙,该间隙起到了导向作用;
24.(5)外套管外侧设置凸起筋,可以利用月牙扳手进行上紧,解决了工人连接不到位的问题;
25.(6)公接头和母接头中各个部分本身的连接、公接头和母接头与待连接管的连接均在工厂内完成,施工现场只需要把母接头和外套管的丝口上紧即可,解决了现场液压钳连接及现场焊接的难题,真正实现了工厂化生产,现场拼装的目标。
26.(7)公接头、母接头和套管三件套可以采用三维图纸进行设计、利用模具进行加工,精度高,减小了安装难度,从而保证了连接的可靠性。
附图说明
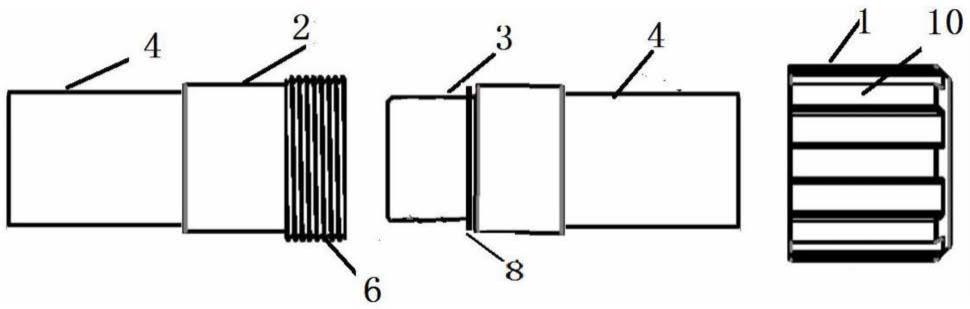
27.图1为本发明连接装置外部结构分解示意图;
28.图2为本发明连接装置中套管的内部结构示意图;
29.图3为本发明连接装置中承接钢管的外部结构示意图;
30.图4为本发明连接装置装配结构示意图;
31.图5本发明连接装置使用状态示意图。
32.其中,1、套管;2、母接头连接管;3、公接头连接管;4、承接钢管;5、待连接管;6、外螺纹;7、内螺纹;8、密封圈;9、环形台阶;10、条状凸起;11、通孔。
具体实施方式
33.下面通过实施例对本发明进行详细描述。
34.图1为本发明连接装置外部结构分解示意图,图2为本发明连接装置中套管的内部结构示意图,图3为本发明连接装置中承接钢管的外部结构示意图。由图1、2、3可见,本发明的连接装置为一个三件套,具体的,包括公接头、母接头和套管1;所述母接头包括同轴的一个母接头连接管2和一个承接钢管4,所述公接头包括同轴的一个公接头连接管3和一个承接钢管4,所述套管1、母接头连接管2和公接头连接管3的材质均为塑料。
35.将所述承接钢管4的一个端面记为端面y,承接钢管4上距离端面y为l长度的部分记为熔接段,熔接段的承接钢管4壁上沿径向方向均匀布设了多个通孔11,l≥20mm,承接钢管4的非熔接段的长度l4≥25mm。
36.长度l和长度l4根据反复试验得到,目的是连接装置和两个待连接管连接后其连接力大于300公斤以上。
37.一个承接钢管4的熔接段以母接头连接管2的一个端面为起点预埋在母接头连接管2的壁中,并通过热熔过程中凝结在通孔11中的塑料与母接头连接管2熔接成为一体;母接头连接管2非熔接部分的长度l2≥20mm;在母接头连接管2非熔接部分的外壁上开有外螺纹6;记母接头连接管2的内直径为d2。
38.所述公接头连接管3沿轴向方向分为插入段和连接段,插入段的内直径与母接头连接管2的内直径d2相同,连接段的外直径至少比母接头连接管2内直径d2小0.3mm,一个承接钢管4的熔接段预埋在插入段的壁中,并通过热熔过程中凝结在通孔11中的塑料与公接
头连接管3熔接成为一体;在连接段与插入段的连接段根部外壁上安装有密封圈8;连接段的长度至少比母接头连接管2开有外螺纹6的部分的长度短2mm。
39.公接头连接管3中连接段的长度至少比母接头连接管2开有外螺纹6部分的长度短2mm,目的是利于公接头和母接头连接时挤压密封圈8,以提高密封性。
40.所述套管1的内壁上布满与外螺纹6对应的内螺纹7,且一端尾部内直径缩小形成了一个环状尾部9,记环状尾部9处的内直径为d1,d1大于待连接管的外径0.3毫米以上且小于公接头连接管3插入段外直径2毫米以上,套管1的长度为外螺纹6部分的长度、公接头连接管3的插入段的长度、环状尾部9部分的长度的三者之和。
41.对d1尺寸限制的目的是方便移动,并起到限位作用。即保证公接头与母接头连接后,受轴向拉力的母接头与公接头通过该限位不脱落。
42.将所述公接头连接管3上的承接钢管4的非熔接部分与一个待连接声测管5固接、所述母接头连接管2上的承接钢管4的非熔接部分与另一个待连接声测管5固接,然后公接头连接管3的连接段插入在母接头连接管2的非熔接部分中,套管1套装在公接头连接管3和母接头连接管2之外,且环状尾部9卡在公接头连接管3尾部的端面上,套管1通过内螺纹7与外螺纹6锁紧,完成两个待连接声测管的连接。图4为本发明连接装置装配后的结构示意图,图5为本发明连接装置使用状态示意图。
43.在本实施例中,所述母接头连接管2非熔接部分的外壁上均匀布设了多条沿轴向方向的条状凸起10,所述套管1的外壁上均匀布设了多条沿轴向方向的条状凸起10。套管1外壁上布设多条条状凸起的目的是利于专用月牙扳手拧紧套管,母接头连接管2外壁上布设多条条状凸起的目的是方便手持。在本实施例中,凸起高度为3mm。
44.在本实施例中,所述环状尾部9部分的长度大于3mm,所述内螺纹7与外螺纹6的纹高为3mm-5mm,所述承接钢管4的壁厚为1mm-2.5mm,所述公接头连接管2、母接头连接管3和套管1的壁厚为3mm-5mm。
45.在本实施例中,若待连接声测管5为塑钢声测管,钢管4的壁厚为1.0mm-1.8mm,长度为70mm-12mm;若待连接声测管5为钢声测管,钢管4的壁厚为1.5mm-3.0mm,长度为50mm-80mm。
46.在本实施例中,所述固接包括两种方式:如果待连接声测管5为塑钢声测管,所述固接指通过液压钳挤压连接;如果待连接声测管5为钢声测管,所述固接指的是焊接。所述液压钳挤压连接和焊接都是在工厂进行的。
47.所述三件套即公接头、母接头和套管1的安装基本上是在工厂完成。具体的,在工厂里先将套管1和公接头与一个待连接声测管5连接,然后再把母接头与另一个待连接声测管5连接。在施工现场,只需将公接头连接管3沿轴向方向插入母接头连接管2,然后拧紧套管1就可以完成声测管的安装。
48.由于主要连接都是在工厂进行的,保证了连接的可靠性,减少了漏水与脱落的可能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1