用于塑料复合管的对接套件以及连接方法与流程
1.本发明涉及管道施工技术领域,具体涉及一种管道对接套件以及连接方法。
背景技术:
2.管道施工中通常涉及将多根较短的管道连接成一根较长的管道。连接之前,需要通过管道对接套件将两根管道的端部对准,再进行下一步的连接操作。通常情况下,管道放置在u型座上,通过在u型座的底部增减垫片进行调节,直至两根管道的端部对准。
3.在施工现场,临时用水时,由于工地用水位置不确定,经常采用管道临时对接用于输水,但目前施工现场常用的管道大都是硬管,这就涉及到硬管与硬管对接,尤其是等径的硬管对接比较困难,连接后抗拉性能不足,即使是勉强能够对接的管道也常会出现漏水现象。
技术实现要素:
4.针对上述问题,本发明旨在提供一种有效提高抗拉性能的管道对接套件以及连接方法。
5.为实现该技术目的,本发明的方案是:一种用于塑料复合管的对接套件,用于塑料复合管端口的连接,所述对接套件由金属材质的法兰套和套装于法兰套内的塑料材质的电熔管套构成,所述电熔管套内设置有发热件;所述电熔管套的最小内径大于塑料复合管的外径;所述法兰套具有圆柱形的颈套部和构设在颈套部一端部的法兰片,所述法兰片上均布有螺孔,所述颈套部的另一端部构设有向中心收缩的环形顶止结构,该顶止结构的内径大于塑料复合管的外径且小于电熔管套的外径。
6.作为优选,所述电熔管套的朝向顶止结构的底部具有发热件电连接端子,所述顶止结构于电连接端子对应的位置开设有安装槽,所述电连接端子露出于该安装槽。
7.作为优选,所述法兰片处开设有一环形槽口,所述电熔管套的顶部具有一向外径向延伸的限位结构,所述电熔管套的底部从环形槽口插入法兰套内且电熔管套的限位结构限位在法兰片上。
8.本发明还提供了一种塑料复合管的连接方法,采用上面任一项所述的对接套件,先将电熔管套自法兰片部套装至颈套部内,再将需要连接的塑料复合管的对接端口自颈套部顶止结构端插入至对接端口与法兰片齐平,此后,用螺栓通过法兰片的螺孔将对接套件固定连接于需要对接的相邻对接套件,最后给电熔管套通电加热至电熔管套热熔粘合塑料复合管。
9.本发明的有益效果是:本技术采用电熔管套置于法兰套内形成一对接套件,用于塑料复合管端口的连接,利用电熔管套的热熔性能,使其热熔粘合塑料复合管,既能充分提高复合管道之间的抗拉性能,还能防止管道端口漏水现象;本技术的结构简便,操作简单,在保证管道对接效率的同时,大大提升了管道对接后的性能,利于工业生产。
附图说明
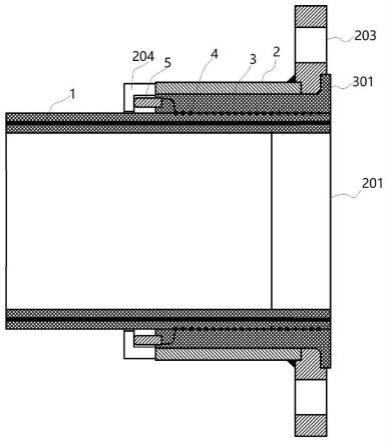
10.图1为本发明的剖面图;
11.图2为本发明的侧视图;
12.图3为本发明中的电熔管套的结构示意图;
13.图4为本发明中的电熔管套的剖面图;
14.图5为本发明中的法兰套的剖面图;
15.图6为本发明中的法兰套的背面结构示意图;
16.图7为本发明中的法兰套的剖面图;
17.图8为本发明中的法兰套的正面结构示意图;
18.图9为本发明中法兰套与电熔管套结合的剖面图;
19.图10为本发明中法兰套与电熔管套结合的结构示意图。
20.图中:1塑料复合管;2法兰套;201法兰片;202颈套部;203螺孔;204安装槽;205顶止结构;206环形槽口;3电熔管套;301限位结构;4发热件;5电连接端子。
具体实施方式
21.下面结合附图和具体实施例对本发明做进一步详细说明。为了对技术方案进行清楚、完整地描述,故选以下实施例进行说明;以下实施例为本发明一部分实施例;基于本技术,在没有做出创造性劳动前提下所获取的其他实施例,均属本发明保护的范围。
22.在以下实施例中,需要说明的是,术语“上”、“下”、“左”、“右”、“内”、“外”、“顶/底”等方位或位置关系均为基于附图所示的方位或位置关系,仅是为了便于清楚描述本实施例,而不是指示或暗示所指的装置或元件必须具有特定的方位,故不能理解为对本技术的限制。与此同时,实施例中的“第一”、“第二”仅用于区分描述目的,而不代表为指示或暗示相对重要性。
23.如图1-10所示,本发明所述的具体实施例为一种用于塑料复合管1的对接套件,用于塑料复合管1端口的连接,对接套件由金属材质的法兰套2和套装于法兰套2内的塑料材质的电熔管套3构成,优选地,法兰套2为钢制材质,电熔管套3为聚乙烯材质,电熔管套3内设置有发热件4;电熔管套3的最小内径大于塑料复合管1的外径,使塑料复合管1能够插入电熔管套3内。
24.法兰套2具有圆柱形的颈套部202和构设在颈套部202一端部的法兰片201,法兰片201上均布有螺孔203,颈套部202的另一端部构设有向中心收缩的环形顶止结构205,该顶止结构205的内径大于塑料复合管1的外径且小于电熔管套3的外径,以使塑料复合管1能够从顶止结构205方向插入法兰套2内,且电熔管套3限位在法兰套2的颈套部202内。
25.为了便于加热电熔管套3,电熔管套3熔融区内径尺寸应符合gb/13663.3-2018对应规格电熔承口尺寸标准要求,电熔管套3的朝向顶止结构205的底部具有发热件4电连接端子5,电连接端子5位于电熔管套3的末端,电连接端子5采用复合gb/13663.3-2018附录d中典型b接线端形式,顶止结构205于电连接端子5对应的位置开设有安装槽204,电连接端子5露出于该安装槽204,该安装槽204为在法兰套2的颈套部202上的开槽设计,使电连接端子5能够垂直露出,便于通电连接。
26.为了便于电熔管套3插入法兰套2时的定位,法兰片201处开设有一环形槽口206,
电熔管套3的顶部具有一向外径向延伸的限位结构301,电熔管套3的底部从环形槽口206插入法兰套2内且电熔管套3的限位结构301限位在法兰片201上,便于电熔管套3与法兰套2之间的定位,且限位结构301热熔后能够封住塑料复合管1的端口,粘接更加紧密,充分防水。
27.本发明还提供了一种塑料复合管的连接方法,采用上面任一项的对接套件,先将电熔管套3自法兰片201部的环形槽口206套装至颈套部202内,再将需要连接的塑料复合管1的对接端口自颈套部202顶止结构205端插入至对接端口与法兰片201齐平,此后,用螺栓通过法兰片201的螺孔203将对接套件固定连接于需要对接的相邻对接套件,最后给电熔管套3通电加热至电熔管套3热熔粘合塑料复合管1。由于法兰套2的颈套部202设有向中心收缩的环形顶止结构205,电熔管套3热熔后,能够形成粘接物填补颈套部202与塑料复合管1之间的空隙,使塑料复合管1的外壁锁死在法兰套2的顶止结构205内,增强塑料复合管1的抗拉性能。
28.本技术采用电熔管套3置于法兰套2内形成一对接套件,用于塑料复合管1端口的连接,利用电熔管套3的热熔性能,使其热熔粘合塑料复合管1,既能充分提高塑料复合管1之间的抗拉性能,还能防止管道端口漏水现象;本技术的结构简便,操作简单,在保证管道对接效率的同时,大大提升了管道对接后的性能,利于工业生产。
29.以上,仅为本发明的较佳实施例,并不用以限制本发明,凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同替换和改进,均应包含在本发明技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1