一种脊椎骨钉检具的制作方法
[0001]
本发明涉及检测领域,具体涉及一种脊椎骨钉检具。
背景技术:
[0002]
脊椎骨钉是医疗上常用的,用于固定脊椎骨的一种螺纹钉。
[0003]
因为脊椎骨是人身体上重要的部分,对脊椎骨钉的尺寸精度要求很高,在脊椎骨钉做出来后需要检测其精度,即检测螺纹大径、螺纹小径以及螺牙的宽度等尺寸,由于脊椎骨钉上螺纹的尺寸小,且需要精确检测,现在通常是使用螺纹检测仪以及其它检测精密设备对其进行检测;检测的精准性差,检测效率低,且检测设备成本高。
技术实现要素:
[0004]
本发明的目的是:提供一种脊椎骨钉检具,解决以上问题。
[0005]
为了实现上述目的,本发明提供如下的技术方案:
[0006]
一种脊椎骨钉检具,包括主体、检测孔以及侧牙;所述检测孔位于主体的中部,所述检测孔具体为通孔,所述检测孔贯通主体,所述主体上设置有定位处,所述定位处有多个,所述定位处位于主体的外侧,所述检测孔上设置有侧壁,所述侧牙具体位于侧壁上,所述侧牙具体位于侧壁的中部,所述侧牙具体为螺纹牙,所述侧牙具体为内螺纹牙,所述侧牙的牙距为1.4mm,所述主体具体为金属材料构成。
[0007]
进一步的,所述定位处具体有两个,所述检测孔具体为圆孔,所述主体具体为铁质材料构成,所述侧牙在侧壁上沿着检测孔的轴线螺旋分布。
[0008]
进一步的,所述定位处位于主体的侧边上,所述主体经过深冷处理,所述主体材质为工具钢,所述侧牙上设置有斜面。
[0009]
进一步的,所述定位处关于主体对称,所述主体经过两侧深冷处理,所述主体的材质具体为xw-42型工具钢,所述侧牙上还包括端部,所述斜面的尺寸具体为0.7mm。
[0010]
进一步的,所述定位处关于检测孔对称,所述主体经过回火处理,所述主体的材质具体为assab xw-42型工具钢,所述端部和斜面交汇。
[0011]
进一步的,所述定位处具体为方形,所述主体经过高温回火处理,所述端部的最小尺寸具体为0.316mm。
[0012]
进一步的,所述定位处具体为主体侧面上的镂空部,所述主体经过三次高温回火处理,所述端部的最大尺寸具体为0.321mm。
[0013]
本发明的有益效果为:提供一种脊椎骨钉检具,通过主体、检测孔、侧牙、端部以及斜面相互配合使用,通过经过两次深冷和三次高温回火实现加工脊椎骨钉检测的效果,可以检测脊椎骨钉上小螺纹的尺寸,提高了检测效率,降低了检测成本,提高了检测的精准性满足了医疗行业的需求。
附图说明
[0014]
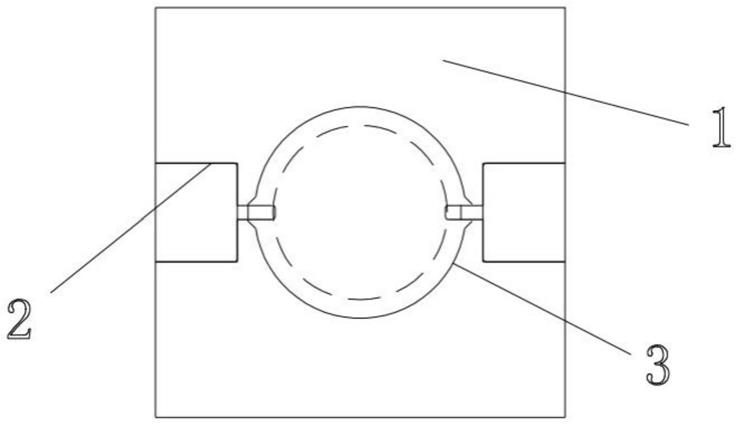
图1为本发明一种脊椎骨钉检具的整体结构俯视图。
[0015]
图2为本发明一种脊椎骨钉检具的整体结构的剖视图。
[0016]
图中:1、主体;2、定位处;3、检测孔;4、侧牙;5、侧壁;6、端部;7、斜面。
具体实施方式
[0017]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
[0018]
参考图1至图2,一种脊椎骨钉检具,包括主体1、检测孔3以及侧牙4;所述检测孔3位于主体1的中部,所述检测孔3具体为通孔,用于方便脊椎骨钉的旋入,进而实现检测其尺寸,所述检测孔3贯通主体1,所述主体1上设置有定位处2,用于固定检具,所述定位处2有多个,所述定位处2位于主体1的外侧,所述检测孔3上设置有侧壁5,所述侧牙4具体位于侧壁5上,所述侧牙4具体位于侧壁5的中部,所述侧牙4具体为螺纹牙,所述侧牙4具体为内螺纹牙,所述侧牙4的牙距为1.4mm,用于与脊椎骨钉的尺寸相配合,所述主体1具体为金属材料构成。
[0019]
所述定位处2具体有两个,所述检测孔3具体为圆孔,用于和脊椎骨钉的形状相配合,所述主体1具体为铁质材料构成,所述侧牙4在侧壁5上沿着检测孔3的轴线螺旋分布。
[0020]
所述定位处2位于主体1的侧边上,所述主体1经过深冷处理,所述主体1材质为工具钢,所述侧牙4上设置有斜面7。
[0021]
所述定位处2关于主体1对称,所述主体1经过两侧深冷处理,所述主体1的材质具体为xw-42型工具钢,所述侧牙4上还包括端部6,所述斜面7的尺寸具体为0.7mm。
[0022]
所述定位处2关于检测孔3对称,所述主体1经过回火处理,所述主体1的材质具体为assab xw-42型工具钢,用于确保侧牙4可被加工出来,所述端部6和斜面7交汇。
[0023]
所述定位处2具体为方形,所述主体1经过高温回火处理,用于确保侧牙4可被加工出来,所述端部6的最小尺寸具体为0.316mm,用于和脊椎骨钉的形状相配合。
[0024]
所述定位处2具体为主体1侧面上的镂空部,所述主体1经过三次高温回火处理,用于确保侧牙4可被加工出来,所述端部6的最大尺寸具体为0.321mm,用于和脊椎骨钉的形状相配合。
[0025]
本发明的工作原理为:当开始检测工作前,将方形的固定条插入定位处2将检具固定,然后将脊椎骨钉旋入检测孔3内,在此过程中脊椎骨钉上的螺纹与侧牙4接触,当脊椎骨钉可以正常旋入检具内则证明脊椎骨钉合格;否则脊椎骨钉不合格。
[0026]
上述实施例用于对本发明作进一步的说明,但并不将本发明局限于这些具体实施方式。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1