一种铸件零件气体密封试漏检测工装的制作方法
1.本发明涉及气密性检测技术领域,尤其涉及一种用于铸件零件气密性检测的气体密封试漏检测工装。
背景技术:
2.在铸件的加工制造过程中,有的重要零件通常需要试漏检测,如设备的油路、气路上的零件,发动机、变速箱等零件。由于铸件的工艺性,局部部位或多或少有一定程度的疏松、气孔、砂眼等现象,比针眼孔还要小的疏松、漏气孔肉眼无法鉴别。
3.在批量生产中,为了快捷、准确筛选出合格的零件,需要试漏检测设备检查零件是否合格。试漏检测工装是通过工装的一端(气嘴)与零件密封连接,工装的另一端用气管密封连接检测设备,通气后设备仪表检测在单位时间内设定的气压大小变化值,判定是否漏气,从而筛选出合格的零件。
4.试漏检测设备一般情况下是通用设备,而检测的零部部件多种多样,所以不同的零件需要设计制造不同的工装定位、密封零件进行试漏检测。市场对结构简单、通用性强、操作简便的气体密封试漏检测工装需求量越来越大。
技术实现要素:
5.针对现有技术存在的上述不足,本发明的目的是提供一种铸件零件气体密封试漏检测工装,结构简单、通用性强、操作简便。
6.为了解决上述技术问题,本发明采用的技术方案是这样的:一种铸件零件气体密封试漏检测工装,其特征在于:包括模架、密封进气嘴、气嘴固定座以及零件定位座;所述模架包括上模板、下模板以及竖向设置并将上模板和下模板四角相连的立柱,在上模板和下模板之间设有动模板,所述动模板与立柱滑动配合相连;在上模板上设有一气缸,气缸的活塞杆从上至下穿过上模板后与动模板固定连接,通过该气缸能够带动动模板上下移动;在动模板与下模板之间设有多组密封进气嘴组,每组密封进气嘴组包括至少一个所述密封进气嘴,该密封进气嘴通过气嘴固定座与动模板固定连接,且密封进气嘴的出气嘴朝下设置;在下模板上,对应每组密封进气嘴组分别设有一所述零件定位座,所述零件定位座包括固定板和定位板,所述固定板与下模板固定连接,在固定板上设有数个定位销,所述定位销与固定板可拆卸连接;所述定位板上对应定位销的位置设有销孔,并通过该销孔套在定位销上,且定位销的上端凸出于定位板;在定位板与固定板之间还设有数个减震弹簧。
7.使用时,根据待检测零件的结构,确定每组密封进气嘴组中密封进气嘴的数量,并确定安装位置后进行固定(到动模板上),同时安装对应位置的定位销;然后将待检测零件放置在定位板上,并通过定位销对待检测零件进行定位;再将密封进气嘴的出气嘴对准零件的检测孔,并控制气缸带动动模板向下移动,直至密封进气嘴的出气嘴插入检测孔内;然后启动进气管外接的充气设备(气泵等),进行充气检测,检测完毕之后将密封进气嘴从零件上移开,并将零件从定位板上取出,即完成检测;实际检测过程中,模架上安装多组密封
进气嘴组及对应的零件定位座,从而能够同时对多个待检测零件进行检测,检测效率大幅度提高;根据不同系列的零件,也能够调整密封进气嘴组中密封进气嘴的数量以及定位板上定位销的位置及数量,从而能够适用于不同系列的零件,通用性强,操作简便。
8.通过气缸的运作带动动模板上下运动,将待检测零件放置在定位板上后,气缸推动动模板向下运动,使得密封进气嘴上的出气嘴运动到零件上的检测孔上,再进行后续检测工作;检测完毕之后,气缸拉动动模板向上运动,使得出气口与检测孔脱离,方便将零件取出,再放置下一个需要检测的零件。
9.进一步的,还包括检测仪器,用于对待测零件的充气、保压、泄压进行控制及检测。所述检测仪器为成熟的现有技术,主要用于在检测过程中,对待检测零件进行充气控制、保压控制以及泄压控制,根据不同的检测要求,检测不同状态下待测零件的参数,从而判断待测零件是否合格。
10.进一步的,所述密封进气嘴包括通气管,该通气管的一端通过快换接头连接有进气管,其另一端具有一出气嘴,且该出气嘴的直径小于通气管的直径。
11.进一步的,所述气嘴固定座为柱状结构,其一端具有定位套管,在气嘴固定座靠近定位套管的位置开设有腰形通槽,所述定位套管与该腰形通槽相连通;所述密封进气嘴连接进气管的一端插入定位套管内,并通过锁紧螺栓与定位套管固定连接,且密封进气嘴的进气管从腰形通槽的一侧伸出。这样,密封进气嘴的拆装更加方便、快捷,从而更便于后期的维护和更换。
12.进一步的,在气嘴固定座远离密封进气嘴的一端的相对两侧分别设有一凹槽,所述凹槽远离密封进气嘴的侧壁通过连接螺栓与动模板固定连接。
13.进一步的,在密封进气嘴的出气嘴上套设有硅橡胶密封圈,所述硅橡胶密封圈与出气嘴紧配合在一起;硅橡胶密封圈的设置用于加强出气嘴和检测孔接触时的密封性,使得检测结果更加准确。
14.进一步的,在动模板与下模板之间还设有限位机构。
15.进一步的,所述限位机构包括固定在动模板上的限位柱、固定在下模板上的螺纹管以及与螺纹管螺纹配合相连的调节螺杆,所述限位柱和调节螺杆的中心线重合;在调节螺杆上还螺纹配合连接有一限位螺母,该限位螺母与螺纹管的上端紧贴。根据需要检测零件的尺寸来调节螺杆伸出螺套的长度,达到上模板和下模板闭合限位的作用,同时通过橡胶密封圈的压缩量,更好的密封气体,限位调整好长度之后将限位螺母拧紧。
16.进一步的,在立柱上分别套设有一滑套,所述动模板与滑套固定连接。使得动模板在立柱上运动更加顺畅,且减少动模板的磨损。
17.与现有技术相比,本发明具有如下优点:本发明通过密封进气嘴、气嘴固定座和固定底板的配合设置,便可对零件进行气密性检测,通过在通用模架上安装多组密封进气嘴、气嘴固定座和固定底板,即可同时对多个零件进行检测,根据不同系列的零件,可以简单修改定位板即可适用于不同系列的零件,通用性强,操作简便。
附图说明
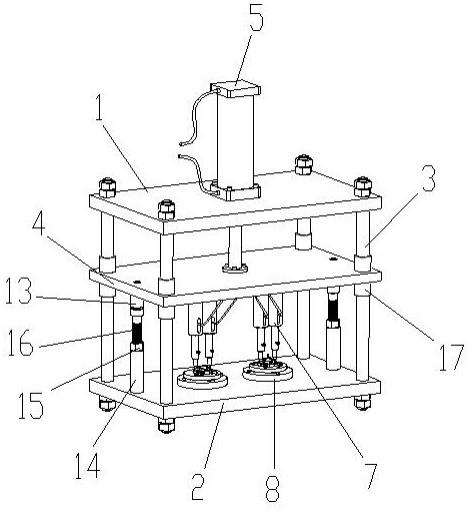
18.图1为本发明的结构示意图。
19.图2为本发明使用是的局部结构示意图。
20.图3为密封进气嘴的结构示意图。
21.图4为密封进气嘴与气嘴固定座的装配结构示意图。
22.图5为零件定位座中底板的结构示意图。
23.图6为定位板、零件的安装示意图。
24.其中,1—上模板,2—下模板,3—立柱,4—动模板,5—气缸,6—密封进气嘴,61—通气管,62—进气管,63—出气嘴,7—气嘴固定座,71—定位套管,72—腰形通槽,73—锁紧螺栓,8—固定板,9—定位板,10—定位销,11—减震弹簧,12—硅橡胶密封圈,13—限位柱,14—螺纹管,15—调节螺杆,16—限位螺母,17—滑套,18—待检测零件。
具体实施方式
25.下面将结合附图及实施例对本发明作进一步说明。
26.实施例:参见图1
‑
图6,一种铸件零件气体密封试漏检测工装,包括模架、密封进气嘴6、气嘴固定座7以及零件定位座。所述模架包括上模板1、下模板2以及竖向设置并将上模板1和下模板2四角相连的立柱3,在上模板1和下模板2之间设有动模板4,所述动模板4与立柱3滑动配合相连。实施时,在立柱3上分别套设有一滑套17,所述动模板4与滑套17固定连接。使得动模板4在立柱3上运动更加顺畅,且减少动模板4的磨损。在上模板1上设有一气缸5,气缸5的活塞杆从上至下穿过上模板1后与动模板4固定连接,通过该气缸5能够带动动模板4上下移动。在动模板4与下模板2之间设有多组密封进气嘴6组,每组密封进气嘴6组包括至少一个所述密封进气嘴6,该密封进气嘴6通过气嘴固定座7与动模板4固定连接,且密封进气嘴6的出气嘴63朝下设置。工作时,通过气缸5的运作带动动模板4上下运动,从而使得密封进气嘴6上的出气嘴63运动到零件上的检测孔上,再进行后续检测工作;检测完毕之后,气缸5拉动动模板4向上运动,使得出气嘴63与检测孔脱离,方便将零件取出,再进行下一次检测。
27.其中,所述密封进气嘴6包括通气管61,该通气管61的一端通过快换接头连接有进气管62,其另一端具有一出气嘴63,且该出气嘴63的直径小于通气管61的直径;结构更加简单,稳定性更好。在密封进气嘴6的出气嘴63上套设有硅橡胶密封圈12,所述硅橡胶密封圈12与出气嘴63紧配合在一起;硅橡胶密封圈12的设置用于加强出气嘴63和检测孔接触时的密封性,使得检测结果更加准确。所述气嘴固定座7为柱状结构,其一端具有定位套管71,在气嘴固定座7靠近定位套管71的位置开设有腰形通槽72,所述定位套管71与该腰形通槽72相连通。所述密封进气嘴6连接进气管62的一端插入定位套管71内,并通过锁紧螺栓73与定位套管71固定连接,且密封进气嘴6的进气管62从腰形通槽72的一侧伸出。这样,密封进气嘴6的拆装更加方便、快捷,从而更便于后期的维护和更换。在气嘴固定座7远离密封进气嘴6的一端的相对两侧分别设有一凹槽,所述凹槽远离密封进气嘴6的侧壁通过连接螺栓与动模板4固定连接;安装更加方便、快捷。
28.在下模板2上,对应每组密封进气嘴6组分别设有一所述零件定位座。所述零件定位座包括固定板8和定位板9,所述固定板8通过螺栓与下模板2固定连接,在固定板8上设有数个定位销10,所述定位销10与固定板8可拆卸连接。所述定位板9上对应定位销10的位置设有销孔,并通过该销孔套在定位销10上,且定位销10的上端凸出于定位板9;在定位板9与
固定板8之间还设有数个减震弹簧11;避免经常更换定位板9而造成固定底座的磨损。在动模板4与下模板2之间还设有限位机构。所述限位机构包括固定在动模板4上的上位柱13、固定在下模板2上的螺纹管以及与螺纹管螺纹配合相连的调节螺杆15,所述上位柱13和调节螺杆15的中心线重合;在调节螺杆15上还螺纹配合连接有一限位螺母1614,该限位螺母1614与螺纹管的上端紧贴。根据需要检测零件的尺寸来调节螺杆15伸出螺套的长度,达到上模板1和下模板2闭合限位的作用,同时通过橡胶密封圈12的压缩量,更好的密封气体,限位调整好长度之后将限位螺母1614拧紧。
29.实施时,还包括检测仪器,用于对待测零件的充气、保压、泄压进行控制及检测。所述检测仪器为成熟的现有技术,主要用于在检测过程中,对待检测零件18进行充气控制、保压控制以及泄压控制,根据不同的检测要求,检测不同状态下待测零件的参数,从而判断待测零件是否合格。具体检测过程中,检测仪器根据设定的检测程序进行检测:恒定50kpa气压、3~4秒内变化值小于0.2 kpa、检测周期30秒等程序。
30.使用时,根据待检测零件18的结构,确定每组密封进气嘴6组中密封进气嘴6的数量,并确定安装位置后进行固定(到动模板4上),同时安装对应位置的定位销10;然后将待检测零件18放置在定位板9上,并通过定位销10对待检测零件18进行定位;再将密封进气嘴6的出气嘴63对准零件的检测孔,并控制气缸5带动动模板4向下移动,直至密封进气嘴6的出气嘴63插入检测孔内;然后启动进气管62外接的充气设备(气泵等),进行充气检测,检测完毕之后将密封进气嘴6从零件上移开,并将零件从定位板9上取出,即完成检测。具体流程为:待测零件放置到零件定位座上(导销定位)
→
动模板4与气嘴(气缸5带动)向下运动到位并密封待测零件上的检测孔
→
(检测设备控制气泵)充气检测
→
完成后动模板4与密封进气嘴6向上运动(气缸5带动)
→
取出检测后的合格零件(不合格漏气零件进一步判定是否返修、报废等)
→
完成一次零件检测并放置未检测零件进行下一次检测。
31.实际检测过程中,模架上安装多组密封进气嘴6组及对应的零件定位座,从而能够同时对多个待检测零件18进行检测,检测效率大幅度提高;根据不同系列的零件,也能够调整密封进气嘴6组中密封进气嘴6的数量以及定位板9上定位销10的位置及数量,从而能够适用于不同系列的零件,通用性强,操作简便。
32.最后需要说明的是,以上实施例仅用以说明本发明的技术方案而非限制技术方案,本领域的普通技术人员应当理解,那些对本发明的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1