用于检测高频淬火件端面淬硬层深度的快速检测装置的制作方法
1.本发明属于检具技术领域,具体涉及一种用于检测高频淬火件端面淬硬层深度的快速检测装置。
背景技术:
2.在机械零件设计及加工过程中,操作者大多数采用精度等级为0.03mm的游标类卡尺,对零件的加工尺寸进行检验;对尺寸等级要求高的加工部位,多采用精度等级为0.01mm螺旋测微仪(俗称千分尺)及精度等级更高的各种千分尺,对零件的加工尺寸进行检验;其中也包括非标专用检测装置。
3.在热处理生产现场,对经过热处理的工件通常用洛氏硬度机、布氏硬度机、维氏硬度机等硬度检测设备对工件进行硬度检验;对工件外形尺寸检查多用米尺或钢板尺进行检验,精度都较低。对经过渗碳处理、渗氮处理和经过中、高频感应淬火等的零件或试样,均在理化试验室按相应国家标准,用金相显微镜对渗碳淬硬层、渗氮层和高频淬硬层深度检测。
4.目前在现实生产实际过程中,遇到一种大端面经高频感应淬火件冠状螺母,连杆为船用柴油机的关键件,连杆上端盖和连杆下端盖通过4个连杆螺栓和4个冠状螺母连接,图纸技术要求对冠状螺母与连杆接触面进行高频感应淬火(产品要求淬硬层深度1.3~2.0mm),以提高冠状螺母与连杆结合部位因微动磨损的耐磨性,若发生因微动磨损导致连杆螺母松动,将发生轴瓦串动或连杆螺栓断裂的重大质量事故。因此对连杆螺母大端面淬硬层深度、淬硬层均匀性和表面淬火硬度要求非常严格。在进行高频局部平面感应淬火时,感应器与冠状螺母中心对正、间隙适合,电参数及加热时间合理,是获得均匀的淬硬层深度的基本保障。但仍有极少部分零件因偶然原因,而产生淬硬层深度出现偏差,如工件在加热过程中因倾斜或偏离中心线,可导致大端面淬火部位淬硬层偏移,即局部过浅或过深。
5.在对淬火样件用金相方法检查过程中(将经过高频感应加热淬火的样件,用线切割的方法切断,对其中一半用不同粒度的金相砂纸打磨后,用5%的硝酸酒精腐蚀,就可以显现出不同的淬火层深度的形貌,这是由于淬火组织与非淬火组织,其获得组织不同的缘故),对样件进行液体喷砂、锌系磷化(锌系磷化不同于锰系磷化处理,钢铁零件经锰系磷化后,表面乌黑且磷化膜粗糙;而钢铁零件经锌系磷化后,表面颜色为海军灰,磷化膜细腻)处理后,发现其外圆部轮廓线与金相检验的淬硬层轮廓完全吻合。这就为通过外表面淬硬层线检查零件的淬硬层深度提供依旧。
6.为了确保零件淬硬层深度的均匀性,要求该零件在表面防护磷化处理工序后,增设:检查每个零件的淬硬层深度检验点。但在实际检验过程中,检验员分别使用游标卡尺和千分尺对零件的淬硬层深度进行100%检验,均存在:定位难、卡不准、效率低,且检验过的零件再次检查时,检验结果重现率低的难题。为实现对经高频感应淬火件平面部位淬硬层深度高效、快速检测,同时防止错、漏检,确保零件加工质量稳定、可靠,就需要对成品零件平面高频感应淬火淬硬层深度检测方法进行研究改进,因此急需设计一款既能满足对成品零件平面淬硬层深度快速准确检测,同时满足检测装置低加工成本要求的监测装置。
技术实现要素:
7.本发明解决的技术问题:提供一种用于检测高频淬火件端面淬硬层深度的快速检测装置,本发明根据感应淬火淬硬层深度的上、下限要求,分别设计两种极限高度的检测台,结合基准平台,作为淬硬层上、下限检测标准,操作者在检验淬硬层深度时,仅需将零件淬火面放在基准平台上以及检测台内,通过左右转动零件,便可快速检测出符合淬硬层深度要求的零件,使高频淬火件的淬硬层的深度检测方便快捷。
8.本发明采用的技术方案:用于检测高频淬火件端面淬硬层深度的快速检测装置,包括基准平台和多组极限公差检测台,每一组所述极限公差检测台包括上限检测台和下限检测台,所述上限检测台和下限检测台的高度根据被检测的高频淬火件的端面淬硬层的图纸要求上下极限公差尺寸确定制作,所述多组极限公差检测台均布在基准平台上表面一周边,每组所述极限公差检测台中的上限检测台和下限检测台在基准平台上中心对称分布,检测时,将被检测高频淬火件的淬火面放置在基准平台上且多组极限公差检测台内,通过左右转动高频淬火件实现对高频淬火件的端面淬硬层深度的检测。
9.对上述技术方案的进一步限定,对于圆柱型的高频淬火件,所述基准平台为圆台型结构,所述极限公差检测台设有两组且包括2个上限检测台和2个下限检测台,所述2个上限检测台和2个下限检测台在基准平台上表面边沿圆周均布,每组所述极限公差检测台中的上限检测台和下限检测台在基准平台上中心对称分布。
10.对上述技术方案的进一步限定,所述上限检测台和下限检测台在基准平台上中心对称分布时内侧面之间的距离为被检测的高频淬火件外径公差最大值并预留0.3mm的间隙。
11.对上述技术方案的进一步限定,所述基准平台的平面度为0.01,所述上限检测台和下限检测台上表面的平行度为0.012。
12.对上述技术方案的进一步限定,所述基准平台和多组极限公差检测台均采用45钢制成。
13.本发明与现有技术相比的优点:
14.本方案根据机械加工零件的有极限公差要求光孔设计通、止端检具的思路,而将通、止端检具直径上的公差转换成对平面淬硬层高度的极限公差,根据感应淬火淬硬层深度的上、下限要求,分别设计两种极限高度的检测台,结合基准平台,作为淬硬层上、下限检测标准,操作者在检验淬硬层深度时,仅需将零件淬火面放在基准平台上以及各检测台内,通过左右转动零件,便可快速检测出符合淬硬层深度要求的零件,使高频淬火件的淬硬层的深度检测方便快捷,该装置制作简单,装夹快速、便捷、可靠,定位精确、读数准确,且其结构简单、使用方便,加工成本低、效率高,便于推广。
附图说明
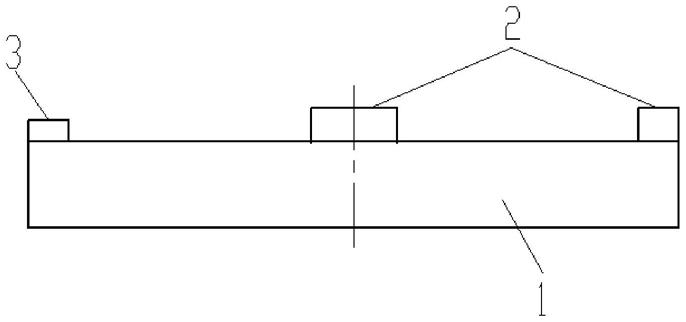
15.图1为本发明的结构主视图;
16.图2为本发明的结构俯视图;
17.图3为本发明的使用状态示意图。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下。由语句“包括一个......”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
20.请参阅图1-3,详述本发明的实施例。
21.实施例1:
22.用于检测高频淬火件端面淬硬层深度的快速检测装置,如图1和2所示,包括基准平台1和多组极限公差检测台,每一组所述极限公差检测台包括上限检测台2和下限检测台3,所述上限检测台2和下限检测台3的高度根据被检测的高频淬火件4的端面淬硬层5的图纸要求上下极限公差尺寸确定制作,所述多组极限公差检测台均布在基准平台1上表面一周边,每组所述极限公差检测台中的上限检测台2和下限检测台3在基准平台1上中心对称分布,检测时,将被检测高频淬火件4的淬火面放置在基准平台1上且多组极限公差检测台内,通过左右转动高频淬火件4实现对高频淬火件5的端面淬硬层5深度的检测。该检测装置适用的零件直径范围:φ15~φ40。
23.实施例2:
24.本实施例针对的高频淬火件4是一种大端面经高频感应淬火的冠状螺母,如图3所示,根据图纸,该冠状螺母外径为φ33,要求感应淬火淬硬层深度的上、下限为(1.3~2.0mm)。
25.对于该圆柱型的高频淬火件4,将所述基准平台1设为圆台型结构,如图1和2所示,所述极限公差检测台设有两组且包括2个上限检测台2和2个下限检测台3作为淬硬层的上下限,所述2个上限检测台2和2个下限检测台3在基准平台1上表面边沿圆周均布,每组所述极限公差检测台中的上限检测台2和下限检测台3在基准平台1上中心对称分布。所述上限检测台2的高度为2.0mm,所述下限检测台3的高度为1.3mm,所述上限检测台2和下限检测台3在基准平台1上中心对称分布时内侧面之间的距离为被检测的高频淬火件4即冠状螺母外径φ33公差最大值并预留0.3mm的间隙,即为φ33.3+0.1mm,便于转动。同时,所述基准平台1作为整个检测装置基准面,其平面度、平行度等形位公差要求较为严格,所述基准平台1的平面度为0.01,所述上限检测台2和下限检测台3上表面的平行度为0.012。
26.所述基准平台1和多组极限公差检测台均采用45钢制成。
27.对冠状螺母淬硬层深度检验时,如图3所示,操作者仅需将冠状螺母的淬火面放在基准平台1上,并置于2个上限检测台2和2个下限检测台3内部,通过左右转动零件,便可快速检测出符合淬硬层深度要求的零件。对局部过深、过浅或偏离淬硬层深度要求等不满足淬硬层深度零件予以剔除。
28.本发明根据机械加工零件的有极限公差要求光孔设计通、止端检具的思路,而将
通、止端检具直径上的公差转换成对平面淬硬层高度的极限公差,根据感应淬火淬硬层深度的上、下限要求,分别设计两种极限高度的检测台结合基准平台作为淬硬层上、下限检测标准,操作者在检验淬硬层深度时,仅需将零件淬火面放在基准平台上以及检测台内,通过左右转动零件,便可快速检测出符合淬硬层深度要求的零件,使高频淬火件的淬硬层的深度检测方便快捷,该装置制作简单,装夹快速、便捷、可靠,定位精确、读数准确,且其结构简单、使用方便,加工成本低、效率高,便于推广。
29.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
30.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1