一种板材弯曲试验装置及方法与流程
1.本发明属于金属板材性能测定领域,尤其涉及一种板材弯曲试验装置及方法。
背景技术:
2.v形弯曲或u形弯曲试验需要纵向冲压和横向挤压两种动力,需要能自由移动的凹模并锁定凹模间距,始终保持凸模与凹模的对中度,能够方便的更换凸模。通常,板材成形试验机的动力是单动或双动的液压成形机,作用方向是纵向移动,无法实现弯曲试验横向力的功能,需要购买专用的弯曲成形试验机。
3.现有技术中,专利cn201710805145.2,公开了一种板材中心弯曲试验夹具及加载头,试样需要夹紧,冲头为圆柱形或方柱形,非用于进行标准的v型或u型试验,更类似非标准的杯突试验。专利cn201320089689.0,公开了一种板材试样弯曲试验装置,该专利涉及板料弯曲回弹试验的部分,需要手动分别调整两个支架的位置并用螺丝固定,很难保持凸模与凹模间的对中度。专利cn201920660888.x,公开了一种三点弯曲试验装置,专利cn201420215840.5,公开了一种万能试验机专用弯曲试验夹具,这两个专利均通过手动的方式调节凹模的间距,没有涉及凸模的更换方式和凸模与凹模对中度问题。
4.可以用相对便宜的模具来代替昂贵的试验机,可以有效的节约设备的投入费用,同时该装置及方法可以实现凹模间距的自动调节及锁定,凸模与凹模之间始终可以保持对中度,可以快速便捷的更换不同规格的凸模。
技术实现要素:
5.为克服现有技术的不足,本发明的目的是提供一种板材弯曲试验装置及方法,能够对板材进行v形弯曲或u形弯曲的试验,节约设备的投入费用,实现凹模间距的自动调节及锁定,凸模与凹模之间始终可以保持对中度,实现快速便捷的更换不同规格的凸模。
6.为实现上述目的,本发明通过以下技术方案实现:
7.一种板材弯曲试验装置,包括凸模底座、凸模夹持端、凸模、凹模支撑座、凹模移动杆、凹模底座、凹模;
8.凸模夹持端底部固定连接有凸模,凸模夹持端通过螺栓固定连接在凸模底座的中心,凸模底座的固定连接有滑动导柱;
9.凹模底座中间设有凹模滑动导轨,凹模能够在凹模滑动导轨上滑动;
10.凹模支撑座由上凹模支撑座、下凹模支撑座、连接柱组成,相互平行设置的上、下凹模支撑座之间通过连接柱固定连接,上凹模支撑座中心设有通孔,使凸模能够穿过上凹模支撑座上下移动;
11.凹模移动杆对称设置,凹模移动杆一端通过转轴与凹模连接,另一端通过转轴与上凹模支撑座连接,凹模由对称设置的左凹模、右凹模组成,凹模底座和凹模移动杆共同作用使左右凹模对向移动,使凹模的间距发生改变。
12.所述的凸模夹持端底部带有接口,凸模插入凸模夹持端的接口并通过螺栓固定。
13.所述的连接柱为空心导柱。
14.所述的连接柱设置在上凹模支撑座四角,且与滑动导柱相对应,使滑动导柱与连接柱套接。
15.所述的凸模底座、上凹模支撑座、下凹模支撑座的尺寸相同。
16.所述的凹模的口部圆角半径和凸模底部弧面半径符合标准gb/t 15825.5-2008金属薄板成形性能与试验方法的规定。
17.一种板材弯曲试验方法,包括以下步骤:
18.1)金属板料厚度范围为0.3mm~4mm的矩形条状试样进行v形弯曲或u形弯曲试验;
19.2)左右凹模装配在凹模底座的凹模滑动导轨上,将凹模底座放置在下凹模支撑座的通孔中,调整凹模支撑座和凹模底座的位置使凹模底座能相对凹模支撑座无干涉上下移动,用左右设置的凹模移动杆分别连接凹模和上凹模支撑座;
20.3)将凸模底座放置在凹模支撑座上,使滑动导柱分别穿过连接柱,凸模夹持端通过螺栓固定在凸模底座的中心;
21.4)选择不同底部弧面半径的凸模或不同厚度的垫模,将凸模或垫模插入凸模夹持端接口并通过螺栓固定;凹模底座上下移动,在凹模移动杆的作用下使左右凹模对向移动,改变左右凹模的间距;
22.5)将矩形条状试样放置在凹模上,凹模支撑座、凹模底座、凹模同步向上移动,确保左右凹模的间距保持不变,直至凸模接触试样并形成一定弯曲半径的试样。
23.6)重复步骤4)到步骤5),调整凹模间距并进行试验,直至试样表面不产生裂纹或显著凹陷时即可结束试验,此时的最小弯曲半径即为金属薄板的弯曲成形性能指标。
24.与现有技术相比,本发明的有益效果是:
25.一种板材弯曲试验装置及方法,能够用便宜的模具来代替昂贵的试验机,可以有效的节约设备的投入费用,同时该装置及方法可以实现凹模间距的自动调节及锁定,凸模与凹模之间始终可以保持对中度,可以快速便捷的更换不同规格的凸模。
附图说明
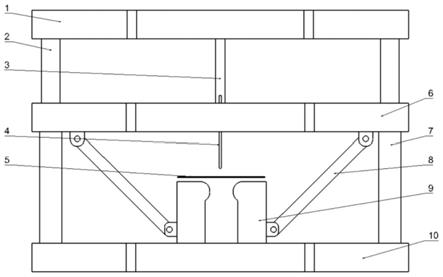
26.图1是用于板材成形试验机的弯曲试验装置的主视图。
27.图2是用于板材成形试验机的弯曲试验装置的结构示意图。
28.图3是用于板材成形试验机的弯曲试验装置的工作状态图。
29.图4是凸模夹持端与凸模的连接结构示意图。
30.图5是凹模、凹模底座和下凹模支撑座的相对位置示意图。
31.图中:1、凸模底座;2、滑动导柱;3、凸模夹持端;4、凸模;5、试样;6、上凹模支撑座;7、连接柱;8、凹模移动杆;9、凹模;10、下凹模支撑座;11、凹模滑动导轨;12、凹模底座。
具体实施方式
32.下面结合说明书附图对本发明进行详细地描述,但是应该指出本发明的实施不限于以下的实施方式。
33.见图1-图5,一种板材弯曲试验装置,包括凸模底座1、凸模4夹持端3、凸模4、凹模9支撑座、凹模移动杆8、凹模底座12、凹模9;凸模4夹持端3底部带有接口,通过螺栓固定连接
有凸模4,可以方便的更换不同规格的凸模4。凸模4夹持端3通过螺栓固定连接在凸模底座1的中心,凸模底座1的四角固定连接有四个滑动导柱2,凸模底座1通过螺栓固定在成形试验机上端的固定平台上。
34.凹模底座12中间设有凹模滑动导轨11,凹模滑动导轨11装配在凹模底座12的凹槽上,且凹模滑动导轨11左右贯穿凹模底座12,凹模9与凹模滑动导轨11滑动连接,凹模9能够在凹模滑动导轨11上移动。
35.凹模9支撑座由上凹模支撑座6、下凹模支撑座10、连接柱7组成,上凹模支撑座6、下凹模支撑座10相互平行设置,且上凹模支撑座6、下凹模支撑座10之间通过连接柱7固定连接,使上凹模支撑座6和下凹模支撑座10间距固定,上凹模支撑座6中心设有通孔,通孔可为矩形,使凸模4能够穿过上凹模支撑座6上下移动,且其尺寸应能方便凹模底座12上下无干涉移动。凹模9支撑座通过螺栓固定在成形试验机下端的移动平台上。
36.凹模9由对称设置的左凹模、右凹模组成,凹模移动杆8对称设置,左右凹模9分别通过转轴连接在左右凹模移动杆8上,使其能够相对转动,左右凹模移动杆8通过转轴连接在上凹模支撑座6上,使其能够相对转动,凹模底座12套接在成形试验机的成形柱上,成形试验机的成形柱可以带动凹模底座12垂直上下移动,凹模底座12和凹模移动杆8共同作用促使左右凹模9对向移动,使凹模9的间距发生改变。
37.其中,凸模4夹持端3底部带有接口,凸模4插入凸模4夹持端3的接口并通过螺栓固定。连接柱7为四根空心导柱,连接柱7设置在上凹模支撑座6四角,且与滑动导柱2相对应,使滑动导柱2与连接柱7套接,以确保合模时连接柱7和凸模底座1上的滑动导柱2能嵌套滑动,可以确保凸模4与凹模9之间始终保持对中性。凸模底座1、上凹模支撑座6、下凹模支撑座10的尺寸相同。凹模9的口部圆角半径和凸模4底部弧面半径符合标准gb/t 15825.5-2008金属薄板成形性能与试验方法第5部分:弯曲试验。
38.见图1-图5,一种用于板材成形试验机的弯曲试验方法,包括以下步骤:
39.1)金属板料厚度范围为0.3mm~4mm的矩形条状试样5进行v形弯曲或u形弯曲试验,由板材成形试验机来完成,金属板料厚度范围为0.3mm~4mm的矩形条状试样5,试样5宽度范围为20mm~50mm,长度范围为150mm~200mm,凸模4由不同底部弧面半径的凸模4(或不同厚度的垫模)组成,凸模4的底部弧面半径以0.1mm、0.2mm、0.3mm或0.4mm为间隔,范围为0.1mm~0.4mm。垫模厚度以0.2mm或0.4mm为间隔,范围为0.2mm~0.8mm。
40.所述的板材成形试验机为上端为固定平台,下端带有移动平台和液压成形柱的双动成形试验机;
41.2)将成形试验机的运动平台降至最低,将凹模9支撑座放置在成形试验机的运动平台上,将左右凹模9装配在凹模底座12的凹模滑动导轨11上,将凹模底座12放置在下凹模支撑座10的通孔中,调整凹模9支撑座和凹模底座12的位置使凹模底座12能套接在成形试验机的成形柱上,将成形试验机的成形柱上下移动,使凹模底座12能相对凹模9支撑座无干涉上下移动,用螺栓将下凹模支撑座10固定在成形试验机的运动平台上,用左右设置的凹模移动杆8分别连接凹模9和上凹模支撑座6;
42.3)将凸模底座1放置在凹模9支撑座上,使滑动导柱2分别穿过连接柱7,将成形试验机的运动平台升高,使凸模底座1与成形试验机的上端固定平台接触,用螺栓将凸模底座1固定在成形试验机的上端固定平台上;将成形试验机的运动平台向下移动,将凸模4夹持
端3通过螺栓固定在凸模底座1的中心;
43.4)进行v形(u形)弯曲试验:选择不同底部弧面半径的凸模4或不同厚度的垫模,将凸模4或垫模插入凸模4夹持端3接口并通过螺栓固定;移动成形试验机的成形柱,使凹模底座12可以上下移动,在凹模移动杆8的作用下使左右凹模9对向移动,改变左右凹模9的间距;
44.5)将矩形条状试样5放置在凹模9上,成形试验机的运动平台和成形柱同步移动,使凹模9支撑座、凹模底座12、凹模9同步向上移动,确保左右凹模9的间距保持不变,直至凸模4接触试样5并形成一定弯曲半径的试样5。
45.6)重复步骤4)到步骤5),调整凹模9间距并进行试验,直至试样5表面不产生裂纹或显著凹陷时即可结束试验,此时的最小弯曲半径即为金属薄板的弯曲成形性能指标。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1