应用于在役压力容器的检测系统的制作方法
1.本技术涉及检测设备的技术领域,尤其是涉及一种应用于在役压力容器的检测系统。
背景技术:
2.近年来,石油化工行业迅速发展,这些行业无论是用于原料的储存,运输还是化工冶炼的工业过程,都要用到大量的管道和压力容器。这些管道和压力容器在生产过程中承受着较大的压力,如果生产过程中的安全无法保证可能会出现一系列大型事故。管道或压力容器处于长期加压输气和卸压放气的过程容易产生金属疲劳,而且很多管道或压力容器放置在地面,周围并没有地下设施之类进行保护。如果管道或压力容器内部有小的裂纹或腐蚀,在加压卸压过程中会产生应力集中从而使裂纹进一步扩展并有可能最终造成事故。
3.目前对压力容器的检测依照通用压力容器的检验标准“tsgr7001-2013《压力容器定期检验规则》”,而且现在的检测手段采用人工手动探伤的方法,但手动检测方法有几个缺点:1.管道或压力容器的检测总面积较大,手工检测费时费力;2.手工检测手段没有可存入电脑的检测结果,很难对管道或压力容器的检测服务进行可靠的质量跟踪与管理;3.手工检测的覆盖率及耦合质量都很难进行控制,直接影响了检测效果;4.人工检测每次只能用一种检测模式,而真正可靠地检测管道或压力容器要多种模式共同检测。根据我国能源行业标准nb/t 47013.3-2015中关于承压设备用无缝钢管超声检测方法和质量分级的规定,检测时需检测出钢管内部纵向缺陷,横向缺陷以及平底孔缺陷,因而完成检测需要从多种角度检测才能完成,人工检测的方法费时费力。
4.申请内容为了提高检测精度和检测效率,本技术提供一种应用于在役压力容器的检测系统。
5.本技术提供的一种应用于在役压力容器的检测系统采用如下的技术方案:一种应用于在役压力容器的检测系统,包括检测模块以及辅助安装模块,所述检测模块包括:声发射检测探头,用于与在役压力容器连接;智能控制终端,用于接收所述声发射检测探头的声电信号并生成电波图像;所述辅助安装模块包括:移动底座,设置在所述在役压力容器一侧,并可以沿设定方向移动;滑移机构,沿水平方向滑动设置在所述移动底座上,所述滑移机构上设置有支撑柱;移动机构,沿竖直方向滑移设置在支撑柱上,所述移动机构包括支撑部和安装部,所述安装部用于将所述声发射检测探头安装至所述在役压力容器外侧。
6.基于上述技术方案,声发射检测探头可以通过辅助安装模块与在役压力容器外侧连接,安装过程中可以通过移动底座以及滑移机构相配合实现工件的自动移动,并且移动
机构可以在支撑柱上上下移动,适应不同规格大小的在役压力容器,在安装前确定好需要安装检测探头的位置之后,可以较为精准的实现检测探头的安装,提高安装效率的同时可以保证检测的精准度。
7.优选的,所述支撑部包括与支撑柱滑移连接的支撑板,所述支撑板上固定设置有电动导轨,所述安装部包括利用导块与电动导轨连接的移动块、与移动块滑移连接的连接板以及与连接板连接的夹持件,所述连接板上固接有第一导杆,所述移动块上开设有供第一导杆滑移穿设的第一导槽,所述第一导杆的中轴线垂直于所述移动块;所述夹持件包括与连接板固接的靠板、与靠板固接的连接轴以及与连接轴转动的两个夹爪。
8.基于上述技术方案,需要安装声发射检测探头时,移动块在电动导轨上移动,同时带动连接板以及夹持件进行移动,在移动的过程中夹持件可以将声发射检测探头夹紧,从而移动块在竖直方向上移动,连接板在水平方向上移动,能够使两个夹爪带动声发射检测探头移动到合适位置并且将声发射检测探头安装至在役压力容器外侧,使声发射检测探头的安装更加便利。
9.优选的,所述移动块上转动连接有内螺纹套筒,所述连接板上固接有螺纹杆,所述螺纹杆螺纹穿设在所述内螺纹套筒中,所述移动块上开设有供螺纹杆移动的容置槽,所述螺纹杆端部固接有限位片,所述限位片的直径大于内螺纹套筒的内径,避免所述螺纹杆与所述内螺纹套筒相分离。
10.基于上述技术方案,需要安装声发射检测探头时,转动内螺纹套筒,内螺纹套筒在转动时会联动螺纹杆,由于连接板受到第一导杆的限位作用,因此螺纹杆会在内螺纹套筒的驱动下在水平方向上来回滑移,可以带动声发射检测探头朝向在役压力容器移动。
11.优选的,所述移动机构还包括探头上料部,所述探头上料部包括与支撑板固接的上料箱、固接在上料箱上端的补料仓,所述补料仓以及上料箱内均设置有储料腔,且所述补料仓与上料箱之间的储料腔相连通,所述上料箱上开设有出料口,所述出料口处设置有挡板,所述挡板与所述上料箱相铰接,当所述挡板翻转向下时,所述声发射检测探头能够从出料口中下落出料;所述补料仓与上料箱之间设置有下料限位板,所述下料限位板与上料箱滑移连接,并且所述下料限位板设置在补料仓的下方,用于对所述声发射检测探头进行限位。
12.基于上述技术方案,探头安装过程中可以利用探头上料部进行自动上料,补料仓与上料箱内储放声发射检测探头,当挡板向下翻转时,声发射检测探头可以自动向下掉落,实现自动补料。同时,下料限位板能够对声发射检测探头起到限位的作用,保证单次自动出一个声发射检测探头。
13.优选的,所述连接轴上套设有第一扭簧,在所述夹爪没有受力时使所述夹爪呈抱紧状态;两个所述夹爪上均固接有磁块,所述靠板上固接有两个电磁铁,两个所述电磁铁关于连接轴中轴线轴对称设置,当给所述电磁铁通电时,所述电磁铁吸引所述磁块使所述夹爪打开;所述挡板上固接有延伸杆,所述延伸杆朝向所述安装部,且所述延伸杆的末端位于所述靠板的下方,所述挡板与所述上料箱的转动连接处设置有第二扭簧。
14.基于上述技术方案,当移动块向下移动抵动延伸杆时,连接板可以使延伸杆向下翻转带动挡板进行翻转,此时夹爪可以自动打开,挡板的导引使得声发射检测探头自动进入到两个夹爪之间,再使得两个夹爪进行抱紧,可以实现自动上料。当自动补料完成之后,靠板向上移动,在第二扭簧的作用下,挡板以及延伸杆回复原位。
15.优选的,所述移动机构还包括耦合剂涂覆部,所述耦合剂涂覆部包括与所述支撑板连接的连接座、与连接座滑移连接的耦合剂储料箱以及与耦合剂储料箱转动连接的涂覆辊,所述耦合剂储料箱的下端连通有出料通道,所述出料通道下方为开口状,所述涂覆辊设置在出料通道的下方,所述耦合剂储料箱水平滑移设置在连接座上,使所述耦合剂储料箱能够在靠近或者远离所述在役压力容器的方向上移动,使得所述涂覆辊与所述在役压力容器外壁贴合或者分离。
16.基于上述技术方案,安装声发射检测探头之前,可以利用耦合剂涂覆部在在役压力容器的外侧涂覆耦合剂,使得声发射检测探头与在役压力容器的连接更加的紧密。耦合剂储料箱中储放耦合剂,涂覆辊转动过程中表面带有耦合剂,再移动延伸至在役压力容器的一侧,使得涂覆辊与在役压力容器的外侧壁相贴合,顺利的涂覆耦合剂,自动化程度更高。
17.优选的,所述支撑板上固接有沿竖直方向设置的第二导杆,所述连接座上固接有导引套环,所述导引套环滑移套设在所述第二导杆上,所述移动块能够与所述连接座下端相抵并且抵动所述连接座向上滑移,使所述夹爪带动声发射检测探头移动至涂覆有耦合剂的一侧;所述声发射检测探头朝向在役压力容器的一端设置有连接磁片。
18.基于上述技术方案,当涂覆辊与在役压力容器的外侧壁相贴合时,在移动块的抵动作用下,连接座向上移动,连接座移动过程中会带动靠板和两个夹爪向上移动,因此可以使夹爪带动声发射检测探头向上移动,并且移动至涂覆有耦合剂的一侧,利用声发射检测探头端部的连接磁片顺利的与在役压力容器的外侧壁相连接。
19.优选的,所述连接磁片为软磁片,所述连接磁片与声发射检测探头之间连接有弹性板,所述软磁片与所述弹性板均能够发生形变。
20.基于上述技术方案,软磁片以及弹性板的设置可以使声发射检测探头与不同规格大小的在役压力容器外侧壁相贴合,可以适应多种在役压力容器的检测安装。
21.优选的,所述第二导杆上套设有复位弹簧,所述复位弹簧设置在所述导引套环下端,并且所述复位弹簧的一端与所述导引套环固接,便于所述连接座复位。
22.基于上述技术方案,复位弹簧的设置方便连接座复位,并且复位弹簧设置在连接座下端,在连接座复位时可以对连接座起到缓冲作用。
23.综上所述,本技术包括以下至少一种有益技术效果:1.声发射检测探头可以通过辅助安装模块与在役压力容器外侧连接,安装过程中可以通过移动底座以及滑移机构相配合实现工件的自动移动,并且移动机构可以在支撑柱上上下移动,适应不同规格大小的在役压力容器,提高安装效率的同时可以保证检测的精准度;2.探头安装过程中可以利用探头上料部进行自动上料,补料仓与上料箱内储放声发射检测探头,当挡板向下翻转时,声发射检测探头可以自动向下掉落,实现自动补料,使
安装检测的效率更高;3.安装声发射检测探头之前,可以利用耦合剂涂覆部在在役压力容器的外侧涂覆耦合剂,使得声发射检测探头与在役压力容器的连接更加的紧密。耦合剂储料箱中储放耦合剂,涂覆辊转动过程中表面带有耦合剂,再移动延伸至在役压力容器的一侧,使得涂覆辊与在役压力容器的外侧壁相贴合,顺利的涂覆耦合剂,自动化程度更高。
附图说明
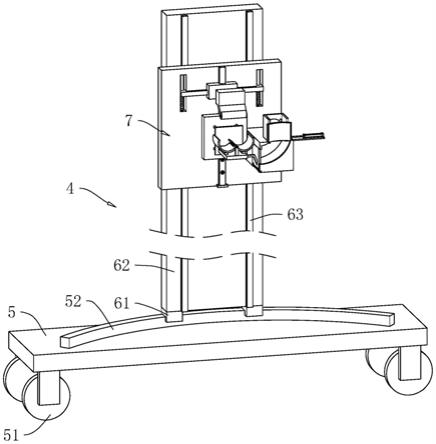
24.图1是应用于在役压力容器的检测系统的整体结构示意图。
25.图2是声发射检测探头的具体结构示意图。
26.图3是辅助安装模块的整体结构示意图。
27.图4是移动机构的正视图。
28.图5是移动机构的具体结构示意图。
29.图6是安装部与耦合剂涂覆部的位置关系结构示意图。
30.图7是安装部的剖面立体结构示意图。
31.图8是探头上料部的具体结构示意图。
32.附图标记说明:1、检测模块;11、声发射检测探头;2、连接磁片;3、弹性板;4、辅助安装模块;5、移动底座;51、移动滚轮;52、导轨;6、滑移机构;61、滑移块;62、支撑柱;63、电缸;7、移动机构;71、支撑部;711、支撑板;712、电动导轨;72、安装部;721、移动块;722、连接板;723、夹持件;7231、靠板;7232、连接轴;7233、夹爪;7234、磁块;7235、电磁铁;7236、第一扭簧;724、螺纹杆;725、内螺纹套筒;726、第一导杆;727、限位片;73、探头上料部;731、上料箱;732、补料仓;733、储料腔;734、下料限位板;735、气缸;736、挡板;737、第二扭簧;738、延伸杆;74、耦合剂涂覆部;741、连接座;742、耦合剂储料箱;743、涂覆辊;744、出料通道;745、油缸;746、导引套环;8、安装槽;9、第二导杆;10、复位弹簧。
具体实施方式
33.以下结合附图1-8对本技术作进一步详细说明。
34.本技术实施例公开一种应用于在役压力容器的检测系统。参照图1,检测系统包括检测模块1,检测模块1包括声发射检测探头11,声发射检测探头11与在役压力容器连接,检测模块1还包括智能控制终端,智能控制终端与声发射检测探头11之间设置有前置放大器,智能控制终端内设置有声发射采集分析系统,智能控制终端与前置放大器之间以及前置放大器与声发射检测探头11之间均通过电缆相连。
35.参照图1,声发射检测探头11利用磁性作用与在役压力容器相连接,在役压力容器外侧设置多个声发射检测探头11,声发射检测探头11将声波信号传输至前置放大器中,再传输至智能控制终端中,智能控制终端中的声发射检测探头11将声波信号转换为图像,检测工作人员通过观察图像来判断在役压力容器是否有缺陷并且可以对缺陷进行定位。
36.参照图2,声发射检测探头11朝向在役压力容器的一端设置有连接磁片2,连接磁片2可以与在役压力容器的外侧磁性相吸,使声发射检测探头11与在役压力容器相连接。连接磁片2为软磁片,连接磁片2与声发射检测探头11之间连接有弹性板3,软磁片与弹性板3均能够发生形变。软磁片与弹性板3的设置可以使声发射检测探头11适应不同在役压力容
器的形状,使安装更加的贴合,检测效果更好。
37.参照图1和图3,检测系统还包括辅助安装模块4,辅助安装模块4包括移动底座5、滑移设置在移动底座5上的滑移机构6以及沿竖直方向滑移设置在滑移机构6上的移动机构7。
38.参照图3,移动底座5下端连接有移动滚轮51,可以设置成自动移动,通过控制器进行控制并且在在役压力容易的一侧移动。移动底座5上端连接有导轨52,根据不同的在役压力容器,可以将导轨52设置成不同的形状,本实施例中采用的为弧形。
39.参照图3,滑移机构6与导轨52相配合,可以在移动底座5上进行移动,滑移机构6包括滑移块61以及设置在滑移块61上的支撑柱62,滑移块61下端连接有转轮,转轮与导轨52相配合,转轮也可以利用电动设备进行控制,实现自动化移动。
40.参照图3和图4,移动机构7沿竖直方向滑移设置在支撑柱62上,移动机构7包括支撑部71、安装部72、探头上料部73以及耦合剂涂覆部74,探头上料部73可以自动供料,耦合剂涂覆部74可以将耦合剂自动涂覆在在役压力容器外侧,安装部72将声发射检测探头11自动安装至在役压力容器外侧壁,因此可以自动安装声发射检测探头11,使检测过程实现自动化,更加智能。
41.参照图3和图4,支撑部71包括与支撑柱62滑移连接的支撑板711,支撑柱62上设置有电缸63,电缸63可以驱动支撑板711在支撑部71上自动滑移,安装部72、探头上料部73以及耦合剂涂覆部74均设置在支撑板711上,在支撑板711滑移的过程中,可以带动安装部72、探头上料部73以及耦合剂涂覆部74进行上下滑移。
42.参照图5和图6,耦合剂涂覆部74包括与支撑板711滑移连接的连接座741、与连接座741滑移连接的耦合剂储料箱742以及与耦合剂储料箱742转动连接的涂覆辊743,耦合剂储料箱742的下端连通有出料通道744,出料通道744下方为开口状,涂覆辊743设置在出料通道744的下方,耦合剂储料箱742水平滑移设置在连接座741上,使耦合剂储料箱742能够在靠近或者远离在役压力容器的方向上移动。连接座741上连接有油缸745或者气缸735,本实施例中选用油缸745,启动油缸745,油缸745带动耦合剂储料箱742在水平方向上进行移动,使得涂覆辊743与在役压力容器外壁贴合或者分离。
43.参照图5和图6,支撑板711上固接有沿竖直方向开设有安装槽8,安装槽8内固定连接有第二导杆9,连接座741上固接有导引套环746,导引套环746延伸至安装槽8内并且滑移套设在第二导杆9上。第二导杆9上套设有复位弹簧10,复位弹簧10设置在导引套环746下端,并且复位弹簧10的一端与导引套环746固接,另一端与安装槽8的底壁固接。
44.参照图6,支撑板711上固定连接有电动导轨712,电动导轨712沿竖直方向设置,电动导轨712的上端延伸至连接座741的上方。安装部72包括移动块721、与移动块721滑移连接的连接板722以及与连接板722连接的夹持件723,移动块721上固接有导块,导块与电动导轨712滑移连接,移动块721可以在电动导轨712上上下移动。
45.参照图6,夹持件723包括与连接板722固接的靠板7231、与靠板7231固接的连接轴7232以及与连接轴7232转动的两个夹爪7233,两个夹爪7233上均固接有磁块7234,靠板7231上固接有两个电磁铁7235,两个电磁铁7235关于连接轴7232中轴线轴对称设置。当声发射检测探头11移动至在役压力容器一侧时,当给电磁铁7235通电,电磁铁7235吸引磁块7234使夹爪7233打开,可以使夹爪7233与声发射检测探头11相分离,从而顺利安装声发射
检测探头11。
46.参照图6,连接轴7232上套设有第一扭簧7236,第一扭簧7236使两个夹爪7233之间产生夹持力,将声发射检测探头11夹持住,不给电磁铁7235通电时,在第一扭簧7236的作用下,两个夹爪7233可以回复原位,顺利的夹持发射检测探头11。两个夹爪7233相向的一侧均固接有增摩片,可以增加与发射检测探头11之间的摩擦力。
47.参照图7,连接板722朝向移动块721的一侧固接有螺纹杆724,移动块721上开设有安装槽8,安装槽8内转动连接有内螺纹套筒725,内螺纹套筒725可以利用驱动马达驱动转动,螺纹杆724螺纹穿设在内螺纹套筒725中,移动块721上开设有供螺纹杆724移动的容置槽。连接板722上固接有第一导杆726,移动块721上开设有供第一导杆726滑移穿设的第一导槽,第一导杆726的中轴线垂直于移动块721。
48.启动驱动马达,驱动马达带动内螺纹套筒725转动,内螺纹套筒725在转动时可以联动螺纹杆724,连接板722由于受到第一导杆726的限位,因此连接板722可以向靠近或远离移动块721的方向移动,连接板722带动夹爪7233朝向在役压力容器移动,可以将声发射检测探头11安装在在役压力容器的外侧。
49.参照图7,螺纹杆724端部固接有限位片727,限位片727的直径大于内螺纹套筒725的内径,避免螺纹杆724与内螺纹套筒725相分离,同时保证安装部72顺利运行。
50.在安装声发射检测探头11时,启动油缸745,油缸745带动耦合剂储料箱742在水平方向上进行移动,使得涂覆辊743与在役压力容器外壁贴合。启动电动导轨712,移动块721向上移动,移动块721移动的过程中带动声发射检测探头11向上移动,直至移动块721抵接连接座741,使连接座741向上移动。此时,涂覆辊743向上移动,涂覆辊743将耦合剂涂覆在在役压力容器外侧。移动块721带动声发射检测探头11移动至涂覆有耦合剂的一侧,再利用内螺纹套筒725和螺纹杆724的配合,使声发射检测探头11与在役压力容器相贴合,顺利实现声发射检测探头11的安装装配。
51.参照图5和图8,探头上料部73包括与支撑板711固接的上料箱731、固接在上料箱731上端的补料仓732,补料仓732以及上料箱731内均设置有储料腔733,且补料仓732与上料箱731之间的储料腔733相连通。补料仓732与上料箱731之间设置有下料限位板734,下料限位板734与上料箱731滑移连接,并且下料限位板734设置在补料仓732的下方,下料限位板734可以利用气缸735进行驱动,用于对声发射检测探头11进行限位。
52.参照图8,上料箱731设置在支撑板711的下半部分,上料箱731朝向安装部72的一侧壁上开设有出料口,出料口处设置有挡板736,挡板736与上料箱731相铰接,挡板736与上料箱731的转动连接处设置有第二扭簧737,当挡板736翻转向下时,声发射检测探头11能够从出料口中下落出料。挡板736上固接有延伸杆738,延伸杆738朝向安装部72,且延伸杆738的末端位于靠板7231的下方。
53.需要上料时,移动块721滑移向下,移动块721上的靠板7231和夹持件723向下移动,使靠板7231抵动延伸杆738,此时给电磁铁7235通电,夹爪7233打开,靠板7231抵动延伸杆738向下翻转,同时延伸杆738带动挡板736向下翻转。在挡板736转动向下时,失去挡板736限位的声发射检测探头11可以移动至夹爪7233上,给电磁铁7235断电,在第一扭簧7236的作用下,两夹爪7233抱紧,将声发射检测探头11夹紧,再将声发射检测探头11安装至在役压力容器外侧,可以实现自动补料,安装声发射检测探头11更加的便利,效率也更高。
54.本技术实施例一种应用于在役压力容器的检测系统的实施原理为:对在役压力容器进行检测的过程中,先将移动底座5移动至在役压力容器的一侧,将安装有连接磁片2的声发射检测探头11填充至上料箱731中。
55.再启动移动底座5和滑移机构6,利用安装部72将声发射检测探头11安装至在役压力容器的外侧。在安装过程中,当耦合剂涂覆部74移动至设定位置之后,先启动油缸745,油缸745带动耦合剂储料箱742在水平方向上进行移动,使得涂覆辊743与在役压力容器外壁贴合。再启动电动导轨712,移动块721向上移动,移动块721移动的过程中带动声发射检测探头11向上移动,直至移动块721抵接连接座741,使连接座741向上移动。此时,涂覆辊743向上移动,涂覆辊743将耦合剂涂覆在在役压力容器外侧。移动块721带动声发射检测探头11移动至涂覆有耦合剂的一侧,再利用内螺纹套筒725和螺纹杆724的配合,使声发射检测探头11与在役压力容器相贴合,顺利实现声发射检测探头11的安装装配。
56.安装完一个声发射检测探头11之后,移动块721滑移向下,移动块721上的靠板7231和夹持件723向下移动,使靠板7231抵动延伸杆738,此时给电磁铁7235通电,夹爪7233打开,靠板7231抵动延伸杆738向下翻转,同时延伸杆738带动挡板736向下翻转。在挡板736转动向下时,失去挡板736限位的声发射检测探头11可以移动至夹爪7233上,给电磁铁7235断电,在第一扭簧7236的作用下,两夹爪7233抱紧,将声发射检测探头11夹紧,实现自动补料,再重复上述操作,直至安装完所有的声发射检测探头11。
57.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1