建筑钢结构焊缝质量检测装置及检测方法与流程
1.本技术涉及建筑检测仪器领域,尤其是涉及一种建筑钢结构焊缝质量检测装置及检测方法。
背景技术:
2.目前,随着经济社会的发展,城市建设的发展也越来越迅速,其中建筑钢结构在建筑行业运用广泛。由于建筑钢结构的连接处多采用焊接技术,因此需要对钢结构的焊缝进行检测,从而获得建筑钢结构的焊缝质量。
3.相关的,公告号为cn210982336u的中国专利公开了一种建筑钢结构焊缝超声检测装置,包括检测机构、调节机构与调角机构,检测机构设置在调节机构上,调角机构设置在检测机构上,检测机构包括机体、导线、检测头、第一接线柱与第二接线柱,导线靠近机体的一端通过第一接线柱与机体电性连接,导线靠近检测头的一端通过第二接线柱与检测头电性连接,调节机构包括安装块。
4.针对上述中的相关技术,通过检测头对钢结构的焊缝质量进行检测,但是发明人认为焊缝处存在氧化生锈的情况,氧化层的存在,容易造成焊缝检测误差。
技术实现要素:
5.为了提高对建筑焊接缝检测数据的精准度,本技术提供一种建筑钢结构焊缝质量检测装置及检测方法。
6.本技术提供的一种建筑钢结构焊缝质量检测装置,采用如下的技术方案得出:一种建筑钢结构焊缝质量检测装置,包括检测机构,检测机构包括机体、导线以及检测头,检测头通过导线与机体电性连接,机体用于接收检测头测得的数据,还包括支撑机构和清理机构,所述支撑机构包括连接杆,所述连接杆的一端与检测头相连,所述清理机构包括转动盘以及电机,所述电机固定设置在检测头的外侧,所述电机的输出端与转动盘连接。
7.通过上述技术方案,检测之前,通过移动连接杆,使得检测头位置与焊缝的位置相对应,启动电机,电机驱动转动盘往复旋转,转动盘旋转的同时将焊缝周围的金属氧化层研磨掉,从而对金属氧化层起到清理的作用,有利于减少因金属氧化层覆盖在焊缝的周围,而导致检测数据产生误差的可能,有利于提高检测的准确性。
8.优选的:所述转动盘的一侧与电机的输出端同轴连接,另一侧转动设置有多个滚珠。
9.通过上述技术方案,当电机带动转动盘旋转时,滚珠表面光滑,滚珠与焊缝周围的金属氧化层滚动摩擦,既能实现对金属氧化层起到清理作用,又能减少对建筑钢结构的表面造成磨损的可能。
10.优选的:所述转动盘内部中空,所述转动盘朝向滚珠的一侧沿径向开设有多个吸气口,所述吸气口与滚珠位置错开设置,所述吸气口与转动盘内腔连通,所述转动盘上连接
有吸气管,所述吸气管与转动盘内部连通。
11.通过上述技术方案,滚珠与金属氧化层摩擦,使得金属氧化层变成粉末状,此时吸气管吸气,使得吸气口吸气,将粉末状的金属氧化层吸入,从而对建筑物钢结构的表面起到进一步清理的作用,有利于建筑钢结构表面保持清洁,从而有利于进一步减少粉末停留在建筑钢结构表面而对检测结果造成影响的可能。
12.优选的:所述转动盘的内腔内沿转动盘的轴向滑动设置有移动板,所述移动板朝向吸气口的一侧设置有多个插接杆,一个所述插接杆与一个吸气口对应设置,所述插接杆能够对应插接进吸气口内,所述移动板背离插接杆的一侧连接有推杆,所述推杆穿设出转动盘,所述转动盘的外侧设有用于对推杆进行限位的限位组件。
13.通过上述技术方案,当需要对吸气口进行清理时,操作者推动推杆,使得插接杆对应插接进吸气口内,实现对吸气口的疏通,有利于减少吸气口被粉末堵塞的可能。待吸气口被疏通后,操作者再拉动推杆,使得插接杆从吸气口内脱离,直至移动板与转动盘的内壁相贴合,接着再通过限位组件将推杆的位置限制住,从而将移动板的位置限制住,有利于对插接杆起到限制作用,使得吸气口保持通畅,以便正常使用。
14.优选的:所述限位组件包括卡接套,所述卡接套上沿径向开设有卡接槽,所述推杆对应卡接在卡接套内,所述推杆远离转动盘的一端连接有挡块,所述卡接套的一端与转动盘的外侧相贴合,另一端与挡块相贴合。
15.通过上述技术方案,当需要对推杆的位置进行限制时,操作者将卡接套卡接在推杆的外侧,使得卡接套的一端与转动盘的外侧相贴合,另一端与挡块相贴合,从而使得推杆位置保持固定;当需要移动推杆时,操作者再将卡接套从推杆的外侧取下。采用卡接套对推杆的位置进行限位,操作简单便捷。
16.优选的:所述卡接套包括第一分体和第二分体,所述第一分体朝向第二分体的一侧开设有卡接块,所述第二分体朝向第一分体的一侧开设有凹槽,所述卡接块对应卡接在凹槽内,所述第一分体的远离第二分体的一端与转动盘相贴合,所述第二分体远离第一分体的一端与挡块相贴合,所述转动盘内开设有吹气通道,所述吹气通道与多个吸气口相连通,所述吹气通道用于吹送暖气。
17.通过上述技术方案,当建筑钢结构的焊缝内存在水时,操作者第一分体与第二分体拆分开,使得卡接块从凹槽内脱离,接着将第二分体卡套在推杆的外侧,并将推杆朝向转动盘内推动,直至推杆上的挡块与第二分体相抵触,此时插接杆部分插接在吸气口内,实现对吸气口的封堵。接着朝向吹气通道内通暖气,暖气通过吸气口吹出,从而对焊缝进行烘干,直至焊缝内的水被烘干。这样设置,对焊缝起到了烘干和干燥的作用,有利于减少焊缝内因存在有水而对检测结果造成影响的可能。
18.优选的:所述连接杆为伸缩杆,所述伸缩杆与检测头铰接连接,所述伸缩杆外侧设有横板,所述横板上设有用于驱动检测头绕着与伸缩杆之间的铰接点转动的驱动件。
19.通过上述技术方案,当检测头的头部与所要检测的焊缝的位置在竖直方向上存在偏差时,通过驱动件使得检测头绕着检测头与伸缩杆之间的铰接处旋转,直至检测头的头部与焊缝的位置相对应,有利于在移动伸缩杆的情况下使得检测头的头部与焊缝位置精准对应,操作简单便捷,从而有利于提高检测的精准性。
20.优选的:所述驱动件包括两个抵接杆,两个所述抵接杆均穿设过横板,所述抵接杆
与横板滑移设置,一个所述抵接杆对应位于伸缩杆的一侧,且其中一个所述抵接杆位于检测头的头部,另一个所述抵接杆位于检测头的尾部。
21.通过上述技术方案,当需要对检测头的位置进行调整时,操作者推动其中一个抵接杆,抵接杆推动检测头发生偏移,使得检测头绕着检测头与伸缩杆之间的铰接处旋转,使得检测头的头部与焊缝的位置准确对应,操作简单便捷。
22.优选的:所述检测头的外侧设有连接层,所述连接层的外侧沿检测头的轴向开设有滑槽,所述检测头的外侧套设有安装壳,所述安装壳与连接层之间预留有间隙,所述安装壳的内侧连接有固定块,所述固定块远离安装壳的一端与滑槽滑移连接,且所述固定块与滑槽卡接固定。
23.通过上述技术方案,安装壳的设置,有利于对检测头起到保护作用,同时,安装壳与检测头之间采用可拆卸连接的方式,从而方便操作者对安装壳进行安装和拆卸,操作简单便捷。
24.本技术提供的一种建筑钢结构焊缝质量检测装置的检测方法,采用如下的技术方案得出:一种建筑钢结构焊缝质量检测装置的检测方法,包括以下操作步骤:通过伸缩杆将检测头与钢结构焊缝位置对应,并通过清理机构将焊缝周围的金属氧化层清理干净;当焊缝内存在水时,通过吹气通道和吸气口朝向焊缝吹暖气,直至将焊缝内的水被烘干,再进行检测;当焊缝的位置与检测头的头部在竖直方向上存在偏差时,将其中一个的抵接杆朝向检测头移动,使得抵接杆推移检测头,使得检测头绕着与伸缩杆之间的铰接点旋转,直至检测头的头部与焊缝的位置相对应;检测头检测焊缝,并将测得的数据传送给机体。
25.通过上述技术方案,检测之前,通过清理机构对建筑钢结构靠近焊缝附近的金属氧化层清理干净,有利于减少因金属氧化层的存在而对检测结果造成影响的可能;并通过朝向焊缝吹暖气,达到对焊缝的烘干效果,有利于减少焊缝内因为存在水而对检测结果产生影响的可能。
26.综上所述,本技术包括以下至少一种有益技术效果:1.进行检测之前,通过清理机构对焊缝处的金属氧化层进行研磨清理,使得金属氧化层从建筑钢结构的表面脱离,对金属氧化层起到了清理作用,从而有利于减少对检测结果造成影响的可能;2.当检测头的头部与焊缝的位置之间存在偏差时,操作者能够通过抵接杆使得检测头绕着检测头与伸缩杆之间的铰接处旋转,直至检测头的头部与焊缝准确对应,有利于实现对检测头位置的快速调整。
附图说明
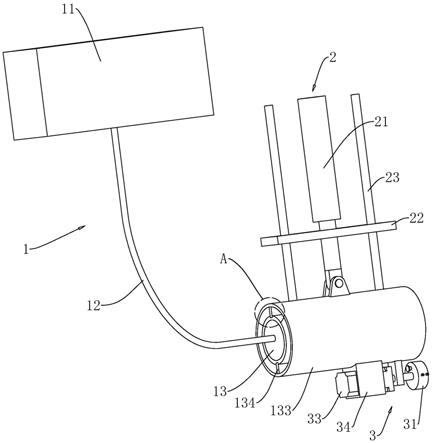
27.图1是本技术实施例的整体结构示意图。
28.图2是图1中a部的放大图。
29.图3是本技术实施例中用于体现清理机构的结构示意图。
30.图4是本技术实施例中用于体现转动盘内部结构的结构示意图。
31.图5是本技术实施例中用于体现第一分体和第二分体的连接关系的结构示意图。
32.图6是本技术实施例中用于体现插接杆将吸气口一端封堵住的状态示意图。
33.附图标记说明:1、检测机构;11、机体;12、导线;13、检测头;131、连接层;132、滑槽;133、安装壳;134、固定块;2、支撑机构;21、伸缩杆;22、横板;23、抵接杆;3、清理机构;31、转动盘;311、滚珠;312、吸气口;313、吸气管;314、吹气通道;315、移动板;316、插接杆;317、推杆;318、挡块;32、卡接套;321、第一分体;322、凹槽;323、第二分体;324、卡接块;325、卡接槽;33、电机;34、固定框。
具体实施方式
34.以下结合附图1-6对本技术作进一步详细说明。
35.本技术实施例公开的一种建筑钢结构焊缝质量检测装置及其检测方法。
36.参照图1,建筑钢结构焊缝质量检测装置,包括检测机构1,检测机构1包括机体11、导线12以及检测头13,检测头13通过导线12与机体11电性连接。进行检测时,检测头13对焊缝进行检测,并将测得的数据传达给机体11,机体11接收检测头13测得的数据。
37.参照图1和图2,检测头13的外侧粘接有一层由橡胶制成的连接层131,连接层131的外侧沿检测头13的轴向开设有滑槽132,滑槽132的两端均贯穿连接层131设置。检测头13的外侧套设有安装壳133,安装壳133与连接层131之间预留有间隙,安装壳133的内侧固定连接有固定块134,固定块134远离安装壳133的一端与滑槽132滑移连接,且固定块134与滑槽132卡接固定。安装壳133的设置,有利于对检测头13起到保护作用,有利于减少检测头13不慎与外物发生撞击而损坏的可能。当需要将安装壳133从检测头13的外侧拆除时,操作者将固定块134从滑槽132内滑移出,使得安装壳133从检测头13的外侧脱离,操作简单便捷。
38.参照图1,为了实现对检测头13进行稳定支撑,在检测头13的外侧设有支撑机构2。支撑机构2包括连接杆,连接杆为伸缩杆21,伸缩杆21的一端与检测头13铰接连接。伸缩杆21外侧设有横板22,伸缩杆21穿设过横板22并与横板22固定连接,横板22与伸缩杆21相互垂直。横板22上设有驱动件,驱动件包括两个抵接杆23,两个抵接杆23均穿设过横板22,抵接杆23与横板22滑移设置,一个抵接杆23对应位于伸缩杆21的一侧,两个抵接杆23关于伸缩杆21的轴心线对称设置。其中一个抵接杆23位于检测头13的头部,另一个抵接杆23位于检测头13的尾部。
39.检测时,当检测头13的头部高于焊缝时,操作者将靠近检测头13尾部的抵接杆23向下推动检测头13移动,使得检测头13绕着与伸缩杆21之间的铰接处旋转,使得检测头13的头部向下移动,直至检测头13的头部与焊缝位置相对应。反之,则通过推动靠近检测头13尾部的抵接杆23移动,使得检测头13的头部与焊缝的位置相对应。这样设置,使得操作者可以在不移动伸缩杆21的情况下,实现对检测头13的位置进行调整,有利于检测头13的位置与焊缝的位置保持准确对应。
40.参照图1和图3,为了对建筑钢结构上在焊缝周围的金属氧化层进行清理,减少检测误差,在检测头13的外侧设有清理机构3。清理机构3包括转动盘31以及电机33,电机33的外侧固定连接有固定框34,固定框34固定连接在电机33的外侧。转动盘31的一侧与电机33的输出端同轴连接,另一侧转动设置有多个滚珠311。
41.参照图3和图4,转动盘31内部中空,转动盘31朝向滚珠311的一侧沿径向开设有多个吸气口312,吸气口312与滚珠311位置错开设置,吸气口312与转动盘31内腔连通,转动盘31上连接有吸气管313,吸气管313与转动盘31内部连通。对金属氧化层进行清理时,电机33工作,电机33驱动转动盘31往复旋转,滚珠311与金属氧化层滚动摩擦,从而使得金属氧化层被磨成粉末状。与此同时,吸气管313吸气,使得粉末状的金属氧化层被吸除并通过吸气管313排出,从而达到对金属氧化层清理的目的,有利于减少因金属氧化层的存在,而对检测结过的准确性造成影响的可能。
42.参照图3和图4,转动盘31的内腔内设有移动板315,且转动盘31的内壁上沿轴向开设有滑轨,移动板315的外侧与滑轨滑动连接。移动板315朝向吸气口312的一侧设置有多个插接杆316,一个插接杆316与一个吸气口312对应设置,移动板315背离插接杆316的一侧连接有推杆317,推杆317穿设出转动盘31,推杆317远离转动盘31的一端固定连接有挡块318,且挡块318的横截面积大于推杆317的横截面积。
43.参照图4和图5,转动盘31的外侧设有用于对推杆317进行限位的限位组件,限位组件包括卡接套32,卡接套32上沿径向开设有卡接槽325,且卡接槽325沿轴向的两端均贯穿卡接套32开设。推杆317对应卡接在卡接套32内,卡接套32的一端与转动盘31的外侧相贴合,另一端与挡块318相贴合。
44.当需要对吸气孔进行清理时,操作者先将卡接套32从推杆317的外侧取下,然后将推杆317朝向转动盘31内推移,使得移动板315朝向靠近吸气口312的方向移动,此时插接杆316插接进吸气口312,并且插接杆316的外侧与吸气口312的内壁相贴合。插接杆316将进气口内的残留粉末推移出,起到对吸气口312进行疏通和清理的作用,有利于减少因吸气口312被堵塞住而使得吸气口312难以发挥作用的可能。对吸气口312疏通完毕后,操作者再将推杆317移动至初始位置,此时插接杆316脱离吸气口312,移动板315与转动盘31的内壁相贴合,再将卡接套32卡套在推杆317的外侧,对推杆317进行限位。
45.参照图4和图5,卡接套32包括第一分体321和第二分体323,第一分体321朝向第二分体323的一侧开设有卡接块324,第二分体323朝向第一分体321的一侧开设有凹槽322,卡接块324对应卡接在凹槽322内,第一分体321的远离第二分体323的一端与转动盘31相贴合,第二分体323远离第一分体321的一端与挡块318相贴合。转动盘31内开设有吹气通道314,吹气通道314与多个吸气口312相连通。
46.参照图5和图6,当焊缝内存在有水时,操作者先将卡接套32从推杆317外侧取下,接着操作者将第一分体321和第二分体323拆分开,再将第二分体323重新卡套在推杆317的外侧,然后操作者再将推杆317朝向转动盘31内腔推移,直至挡块318与第二分体323的端部相抵触,并且第二分体323远离挡块318的一端与转动盘31的外侧相抵触。此时,插接杆316部分插接在吸气口312内,通过吹气通道314朝向吸气口312内提供暖气,暖气通过吸气口312排出,暖气可以对焊缝内的水起到烘干作用,有利于减少因焊缝内存在有水而对检测的结果造成影响的可能。
47.建筑钢结构焊缝质量检测装置的检测方法,包括以下操作步骤:通过伸缩杆21将检测头13移动至与钢结构焊缝相对应的位置,并使得转动盘31的位置与焊缝的位置准确对应,启动电机33,电机33驱动转动盘31旋转,使得滚珠311与金属氧化层滚动摩擦,使得金属氧化层被磨成粉末状看。与此同时,吸气管313吸气,使得吸气口
312将粉末状的金属氧化层吸除,从而对金属氧化层起到清理的作用,有利于减少因金属氧化层的存在,而对检测结果造成影响的可能。当需要对吸气口312进行清理时,操作者先将卡接套32从推杆317上取下,接着操作者推动推杆317,使得插接杆316插接进吸气口312内,从而对吸气口312进行疏通和清理,减少吸气口312被堵塞的可能,清理完毕后再将推杆317移动至初始位置,并将卡接套32重新考套在推杆317的外侧,对推杆317进行限位。
48.当焊缝内存在水时,操作者将卡接套32的第一分体321和第二分体323拆分开,通过第二分体323对推杆317进行限位,通过推杆317推动插接杆316部分插接在吸气口312内,使得吸气口312的一端被封堵住。接着,通过吹气通道314和吸气口312朝向焊缝吹暖气,直至将焊缝内的水被烘干,再进行检测,有利于减少因焊缝内存在有水而对检测结果造成影响的可能;当焊缝的位置与检测头13的头部在竖直方向上存在偏差时,将其中一个的抵接杆23朝向检测头13移动,使得抵接杆23推移检测头13,使得检测头13绕着与伸缩杆21之间的铰接点旋转,直至检测头13的头部与焊缝的位置相对应;检测头13检测焊缝,并将测得的数据传送给机体11。本具体实施例仅仅是对本技术的解释,其并不是对本技术的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本技术的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1