一种磁共振成像系统的匀场片高效贴装系统及方法与流程
1.本发明涉及磁共振成像技术领域,特别涉及一种磁共振成像系统的匀场片高效贴装系统及方法。
背景技术:
2.磁共振成像是目前临床比较常用的、安全的、无电离辐射的一种影像学检查手段,磁共振成像系统主要利用了核磁共振的原理产生的磁共振成像仪设备。磁共振成像系统,而该系统主要由以下几个部分组成,包括:磁体系统、射频系统、梯度系统、接收线圈及其他计算机辅助系统。其中,磁体系统是其核心部件及组成部分,它的主要作用是提供一个稳定的、均匀的空间磁场环境。射频线圈是射频系统中最重要的组成部分。磁体内的正交体线圈既可以产生射频脉冲,又可以接收磁共振信号,但是它的主要作用是发射激发成像区域的射频脉冲激发质子共振产生磁共振信号。射频脉冲产生的磁场又叫做射频场。射频场越均匀,则激发的区域越准确,产生的翻转角越准确,得到的图像质量越好。
3.但是在实际运用中,磁共振成像系统的主磁体所产生的磁场在成像区经常是不均匀的,因此需要进行磁场匀场,来对成像区磁场均匀性进行校正,以便获得成像质量更好的磁共振图像。现有技术中通常采用贴装匀场片来对磁场的均匀性进行校正。但是现有的贴装方式采用的是人工贴装方式,根据测量出的需要匀场的位置,人工手动粘贴,存在粘贴效率低、粘贴困难等问题。特别是对于大型磁体系统,人工粘贴匀场片往往需要耗费大量的人力和时间,效率低下。
技术实现要素:
4.本发明的目的旨在至少解决所述技术缺陷之一。
5.为此,本发明的目的在于提出一种磁共振成像系统的匀场片高效贴装系统及方法,以解决背景技术中所提到的问题,克服现有技术中存在的不足。
6.为了实现上述目的,本发明一方面的实施例提供一种磁共振成像系统的匀场片高效贴装系统,包括:
7.多个磁场测量装置、多台工业机器人和主机,其中,将匀场片贴装生产线划分为多个工作区,所述工作区围绕磁共振成像系统的磁体系统搭建,在每个所述每个工作区分别设置一个测量装置和一台工业机器人,每个所述测量装置和每台所述工业机器人均与所述主机通信,多个工作区协同作业以实现整个磁共振成像系统的匀场片贴装;
8.所述磁场测量装置邻近于磁体系统安装,用于实时检测所述磁体系统的磁场强度,并将检测到的当前磁场强度和该磁场测量装置的id发送至所述主机;
9.所述主机用于预设所述磁体系统在成像区的目标磁场均匀度,并接收来自每个所述磁场测量装置的磁场强度,匀场时,由磁场测量装置测量成像区球面的磁场强度,然后由所测量的磁场强度数据,计算出所要匀场片的规格数据,包括匀场片的位置、大小和数量,通过对该磁场测量装置的id进行解析以获取该磁场测量装置所在的工作区信息,将工作区
信息对应的坐标数据和需补偿的匀场片规格数据发送至相应工作区的工业机器人;其中,所述主机和所述工业机器人预先同步坐标系标准;
10.所述工业机器人用于接收来自所述主机的坐标数据和匀场片规格数据,根据所述匀场片规格数据控制第一机械手臂运行到对应的匀场片储存区夹起相应的匀场片,并根据所述坐标数据,夹持该匀场片移动到极板上需要补偿的位置,先控制第二机械手臂在需要补偿位置涂胶并静置预设时长后,再控制所述第一机械手臂放置匀场片,如此循环往复操作,直至磁场均匀度达到要求。
11.由上述任一方案优选的是,所述工业机器人包括:第一机器人主体、第二机器人主体、安装于所述第一机器人主体上的所述第一机械臂和安装于所述第二机器人主体上的所述第二机械臂、控制芯片和胶室,其中,所述控制芯片内置于所述第一机器人主体和第二机器人主体内,所述胶室嵌于所述第二机器人主体内,在所述胶室内装有胶体。
12.由上述任一方案优选的是,所述胶室包括胶体腔和前盖,所述第二机械臂第一次取用胶体时,由机械臂的末端机构打开前盖,取用胶体;当所述控制芯片检测到经过预设时长没有取用胶体动作时,控制所述第二机械臂合上所述前盖。
13.由上述任一方案优选的是,多个所述工作区内的磁场测量装置和工业机器人均采用流水线同进同出模式,其中,每个所述工作区的磁场测量装置同时前行至磁体系统进行测量,测量后同时撤离;在磁场测量装置撤离后,每个所述工作区的工业机器人再同时前行至磁体系统执行贴装,完成后同时撤离。
14.由上述任一方案优选的是,所述磁场测量装置采用霍尔高斯计和/或核磁共振磁强计,其中,磁场均匀性优于600ppm时,所述磁场测量装置采用核磁共振磁强计;否则磁场测量装置采用霍尔高斯计。
15.由上述任一方案优选的是,在所述匀场片储存区设置在外围,且与所述磁体系统保持预设距离,以避免磁场干扰。
16.由上述任一方案优选的是,所述匀场片储存区根据匀场片的规格不同划分为多个储存子区,每个储存子区用于放置同一规格的匀场片,且每个所述储存子区的位置信息记录在所述工业机器人的控制芯片中,所述工业机器人在接收到来自所述主机的匀场片规格数据后,对该匀场片规格数据进行解析,进而定位出对应的储存子区的位置信息,控制所述第一机械手臂移动到对应储存子区夹取相应符合规格的匀场片。
17.本发明另一方面的实施例提供一种磁共振成像系统的匀场片高效贴装方法,其特征在于,包括如下步骤:
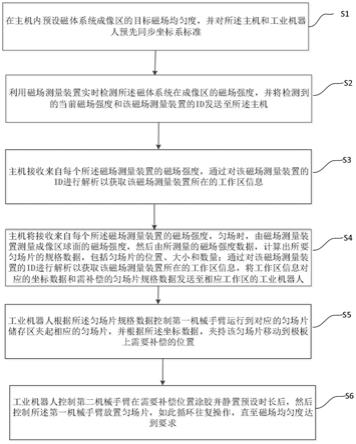
18.步骤s1,在主机内预设磁体系统成像区的目标磁场均匀度,并对所述主机和工业机器人预先同步坐标系标准;
19.步骤s2,利用磁场测量装置实时检测所述磁体系统在成像区的磁场强度,并将检测到的当前磁场强度和该磁场测量装置的id发送至所述主机;
20.步骤s3,所述主机接收来自每个所述磁场测量装置的磁场强度,通过对该磁场测量装置的id进行解析以获取该磁场测量装置所在的工作区信息;
21.步骤s4,所述主机将接收来自每个所述磁场测量装置的磁场强度,匀场时,由磁场测量装置测量成像区球面的磁场强度,然后由所测量的磁场强度数据,计算出所要匀场片的规格数据,包括匀场片的位置、大小和数量;通过对该磁场测量装置的id进行解析以获取
该磁场测量装置所在的工作区信息,将工作区信息对应的坐标数据和需补偿的匀场片规格数据发送至相应工作区的工业机器人;
22.步骤s5,所述工业机器人根据所述匀场片规格数据控制第一机械手臂运行到对应的匀场片储存区夹起相应的匀场片,并根据所述坐标数据,夹持该匀场片移动到极板上需要补偿的位置;
23.步骤s6,所述工业机器人控制第二机械手臂在需要补偿位置涂胶并静置预设时长后,然后控制所述第一机械手臂放置匀场片,如此循环往复操作,直至磁场均匀度达到要求。
24.由上述任一方案优选的是,在所述步骤s5和步骤s6中,多个所述工作区内的磁场测量装置和工业机器人均采用流水线同进同出模式,其中,每个所述工作区的磁场测量装置同时前行至磁体系统进行测量,测量后同时撤离;在磁场测量装置撤离后,每个所述工作区的工业机器人再同时前行至磁体系统执行贴装,完成后同时撤离。
25.由上述任一方案优选的是,在所述步骤s5中,所述工业机器人将接收到坐标数据和匀场片规格数据转换为数字控制信号,根据所述数字控制信号对第一机械手臂和第二机械手臂的运行轨迹进行控制。
26.本发明实施例磁共振成像系统的匀场片高效贴装系统及方法,具有以下有益效果:
27.1、引入工业机器人的智能化工作模式,代替传统的人工贴装方式,大大提高了贴装准确度和贴装效率;
28.2、将贴装方法划分为多个工作区,实现多个工作区的流水线作业模式。即,同一时刻,多台工业机器人或多台测量装置同时对磁体系统施加工作;工业机器人和测量装置交替循环往复作业,极大的缩短了作业时间。
29.3、利用主机实现“一对多”的中控模式,由主机集中对各个工作区的测量装置和工业机器人进行数据处理和动作控制,例如控制测量装置和工业机器人分开工作,对每个工业机器人的行进轨迹和夹持匀场片规格数据进行管理等,这种智能集中管理模式,有利于提高生产效率,并且可以实现对多个工作区的实时监控。
30.本发明附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
31.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
32.图1为根据本发明实施例磁共振成像系统的匀场片高效贴装系统的结构图;
33.图2为根据本发明实施例的工业机器人的示意图;
34.图3为根据本发明实施例的匀场片储存区的示意图;
35.图4为根据本发明实施例的储存子区的示意图;
36.图5为根据本发明实施例磁共振成像系统的匀场片高效贴装方法的流程图。
具体实施方式
37.下面详细描述本发明的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
38.如图1所示,本发明实施例的实施例磁共振成像系统的匀场片高效贴装系统,包括:多个磁场测量装置200、多台工业机器人300和主机100。其中,将匀场片贴装生产线划分为多个工作区,工作区围绕磁共振成像系统的磁体系统搭建,在每个每个工作区分别设置一个测量装置和一台工业机器人300,每个测量装置和每台工业机器人300均与主机100通信,多个工作区协同作业以实现整个磁共振成像系统的匀场片贴装。
39.需要说明的是,磁场测量装置200和工业机器人300均邻近在磁体系统处设置,分别通过线缆与主机100通信。当然,根据需要,此处的磁场测量装置200和工业机器人300也可以与主机100采用无线通信方式。
40.具体的,磁场测量装置200邻近于磁体系统安装,用于实时检测磁体系统的磁场强度,并将检测到的当前磁场强度和该磁场测量装置200的id发送至主机100。
41.在本发明的实施例中,磁场测量装置200采用霍尔高斯计和/或核磁共振磁强计。
42.其中,当成像区磁场均匀性不高于600ppm时,磁场测量装置200采用高斯计(霍尔探头);当成像区磁场均匀性优于600ppm时,磁场测量装置200采用核磁共振磁强计。这里可以由操作人员根据实际需求进行选择。
43.磁场测量装置200的id为唯一的,id与所在的工作区信息一一绑定。即,通过磁场测量装置200的id,即可锁定其所在的工作区信息。
44.主机100用于的目标磁场均匀性,并接收来自每个磁场测量装置200的成像区的磁场强度,通过对该磁场测量装置200的id进行解析以获取该磁场测量装置200所在的工作区信息。从而,主机100可以定位出磁体系统中需要补充磁场位置所对应的工作区,后续以便控制该工作区内的工业机器人300实施匀场片的贴装。
45.主机100将接收到的磁场强度进行计算,得到贴片位置信息核贴片大小信息。
46.需要说明的是,目标磁场均匀性可以由工作人员根据实际情况进行调整设置。。
47.主机100经过上述将当前磁场均匀性和目标磁场均匀性比较,计算得到贴片位置信息核贴片大小信息然后生成的贴片位置的坐标数据和需补偿的匀场片规格数据,将坐标数据和需补偿的匀场片规格数据发送至相应工作区的工业机器人300。
48.这里需要指出的是,本发明为了使得主机100和工业机器人300可以协同工作,预先在主机100和每台工业机器人300内部同步一套坐标系标准,从而使得主机100发送给工业机器人300的坐标信息,可以由工业机器人300直接识别定位。
49.在本发明的实施例中,需补偿的匀场片规格数据包括:匀场片的大小和数量。即,主机100根据当前磁场均匀性和目标磁磁场均匀性的差距,计算出需要贴片的位置坐标和大小,,发送给工业机器人300。
50.下面对工业机器人300的结构进行说明。
51.本发明的工业机器人300包括:第一机器人主体、第二机器人主体、安装于所述第一机器人主体上的所述第一机械臂和安装于所述第二机器人主体上的所述第二机械臂、控制芯片和胶室。其中,行走机构安装有机器人主体的底部,控制芯片内置于第一机器人主体
内,用于与主机100进行通信,并控制第一机械臂、第二机械臂和行走机构的动作。胶室嵌于第二机器人主体内,在胶室内装有胶体。第一机械臂用于夹持匀场片,第二机械臂用于取胶,二者在匀场动作分别执行不同的动作,协同工作。
52.在本发明的实施例中,参考图4所示,胶室6包括胶体腔和前盖,第二机械臂第一次取用胶体时,由机械臂的末端机构5打开前盖,取用胶体;当控制芯片检测到经过预设时长没有取用胶体动作时,控制第二机械臂5合上前盖。这种方式具有以下两个优点:(1)机械臂取胶距离近、方便快捷;(2)长时间不用合上前盖,避免胶体干涸。
53.具体来说,末端机构5采用伸缩杆,与机械臂的转轴7转动连接。当需要取用胶体时,由转轴7带动末端机构5转动至与胶室6对应的位置后停止,再由机械臂的转轴8带动机械臂向内推动,进而将末端机构5推进胶室6内部取胶。取胶后,由机械臂的转轴8带动机械臂向外运动,以使得末端机构5伸出胶室6,再由转轴7带动末端机构5转动至需要涂胶的位置处。
54.工业机器人300接收来自主机100的坐标数据和匀场片规格数据,根据匀场片规格数据控制第一机械手臂运行到对应的匀场片储存区夹起相应的匀场片,并根据坐标数据,夹持该匀场片移动到极板上需要补偿的位置。
55.在本发明的实施例中,在匀场片储存区设置在外围,且与磁体系统保持预设距离,以避免磁场干扰。优选的,匀场片储存区和磁体系统的距离至少保持1米。
56.下面参考图2和图3对匀场片储存区进行说明:
57.匀场片储存区3根据匀场片的规格不同划分为多个储存子区1,每个储存子区1用于放置同一规格的匀场片(例如,同一强度尺寸的匀场片),且每个储存子区1的位置信息记录在工业机器人300的控制芯片中。工业机器人300在接收到来自主机100的匀场片规格数据后,对该匀场片规格数据进行解析,进而定位出对应的储存子区1的位置信息,控制第一机械手臂移动到对应储存子区1夹取相应符合规格的匀场片,即夹取对应强度和数量的匀场片。例如,匀场片的直径1cm,厚度为2~3mm。每个匀场片储存区1可以放置上百片匀场片。
58.工业机器人300控制第二机械手臂在需要补偿位置涂胶并静置预设时长后,再控制第一机械手臂放置匀场片,如此循环往复操作,直至该位置处的磁场强度达到目标磁场强度。
59.在本发明的实施例中,涂胶后的静置预设时长可以为8~12s左右,保持一段时间胶体固化后,再由第一机械手臂在胶体上放置匀场片,这样可以使得匀场片粘接牢固。
60.此外,本发明的磁共振成像系统的匀场片高效贴装系统可以实现分工作区流水线作业。
61.具体来说,由于为了避免信号干扰,磁场测量装置200的测量工作和工业机器人300的贴装工作不能同时工作,即“测”和“装”要分开执行。在磁场测量装置200测量磁场强度时,工业机器人300要远离不能靠近干扰。同样的,在工业机器人300工作时,磁场测量装置200也要远离。
62.即,多个工作区内的磁场测量装置200和工业机器人300均采用流水线同进同出模式。具体的,每个工作区的磁场测量装置200同时前行至磁体系统进行测量,测量后同时撤离;在磁场测量装置200撤离后,每个工作区的工业机器人300再同时前行至磁体系统执行贴装,完成后同时撤离。
63.如图5所示,本发明实施例还提供一种磁共振成像系统的匀场片高效贴装方法,包括如下步骤:
64.步骤s1,在主机内预设射频线圈的目标磁场强度,并对主机和工业机器人预先同步坐标系标准。
65.需要说明的是,本步骤中预设的目标磁场强度可以由工作人员根据实际情况进行调整设置。并且,磁体系统不同位置处的目标磁场强度也可以不同。
66.为了使得主机和工业机器人可以协同工作,预先在主机和每台工业机器人内部同步一套坐标系标准,从而使得主机发送给工业机器人的坐标信息,可以由工业机器人直接识别定位。
67.步骤s2,利用磁场测量装置实时检测磁体系统的磁场强度,并将检测到的当前磁场强度和该磁场测量装置的id发送至主机。
68.磁场测量装置的id为唯一的,id与所在的工作区信息一一绑定。即,通过磁场测量装置的id,即可锁定其所在的工作区信息。
69.步骤s3,主机接收来自每个磁场测量装置的磁场强度,通过对该磁场测量装置的id进行解析以获取该磁场测量装置所在的工作区信息。
70.步骤s4,主机将接收到的磁场强度和目标磁场强度进行比对,判断该位置处的磁场强度是否达标,将未达标处标记为补偿位置,生成补偿位置的坐标数据和需补偿的匀场片规格数据,将坐标数据和需补偿的匀场片规格数据发送至相应工作区的工业机器人。
71.主机经过上述将当前磁场强度和目标磁场强度的比较,得到未达标处所对应的工作区信息,将上述未达标处标记为补偿位置,然后生成补偿位置的坐标数据和需补偿的匀场片规格数据,将坐标数据和需补偿的匀场片规格数据发送至相应工作区的工业机器人。
72.在本发明的实施例中,需补偿的匀场片规格数据包括:匀场片的强度和数量。即,主机根据当前磁场强度和目标磁场强度的差距,计算出需要补偿的磁场强度,并分析要完成补偿所对应选取匀场片的强度和数量,发送给工业机器人。
73.步骤s5,工业机器人根据匀场片规格数据控制第一机械手臂运行到对应的匀场片储存区夹起相应的匀场片,并根据坐标数据,夹持该匀场片移动到极板上需要补偿的位置。
74.工业机器人包括:机器人主体、安装于机器人主体两侧的第一机械臂和第二机械臂、控制芯片、行走机构和胶室。其中,行走机构安装有机器人主体的底部,实现机器人主体的移动。控制芯片内置于机器人主体内,与主机进行通信,并控制第一机械臂、第二机械臂和行走机构的动作。胶室嵌于机器人主体内,在胶室内装有胶体。第一机械臂可以夹持匀场片,第二机械臂可以取胶,二者在匀场动作分别执行不同的动作,协同工作。
75.在本发明的实施例中,在匀场片储存区设置在外围,且与磁体系统保持预设距离,以避免磁场干扰。优选的,匀场片储存区和磁体系统的距离至少保持1米。工业机器人在接收到来自主机的匀场片规格数据后,对该匀场片规格数据进行解析,进而定位出对应的储存子区的位置信息,控制第一机械手臂移动到对应储存子区夹取相应符合规格的匀场片,即夹取对应强度和数量的匀场片。
76.步骤s6,工业机器人控制第二机械手臂在需要补偿位置涂胶并静置预设时长后,然后控制第一机械手臂放置匀场片,如此循环往复操作,直至该位置处的磁场强度达到目标磁场强度。
77.在本发明的实施例中,涂胶后的静置预设时长可以为8~12s左右,保持一段时间胶体固化后,再由第一机械手臂在胶体上放置匀场片,这样可以使得匀场片粘接牢固。
78.此外,本发明的磁共振成像系统的匀场片高效贴装方式可以实现分工作区流水线作业。
79.具体来说,由于为了避免信号干扰,磁场测量装置的测量工作和工业机器人的贴装工作不能同时工作,即“测”和“装”要分开执行。在磁场测量装置测量磁场强度时,工业机器人要远离不能靠近干扰。同样的,在工业机器人工作时,磁场测量装置也要远离。
80.即,多个工作区内的磁场测量装置和工业机器人均采用流水线同进同出模式。具体的,每个工作区的磁场测量装置同时前行至磁体系统进行测量,测量后同时撤离;在磁场测量装置撤离后,每个工作区的工业机器人300再同时前行至磁体系统执行贴装,完成后同时撤离。
81.在本发明的实施例中,工业机器人将接收到坐标数据和匀场片规格数据转换为数字控制信号,根据数字控制信号对第一机械手臂和第二机械手臂的运行轨迹进行控制。
82.与现有技术相比,本发明相对于现有技术具有以下有益效果:
83.1、引入工业机器人的智能化工作模式,代替传统的人工贴装方式,大大提高了贴装准确度和贴装效率;
84.2、将贴装方法划分为多个工作区,实现多个工作区的流水线作业模式。即,同一时刻,多台工业机器人或多台测量装置同时对磁体系统施加工作;工业机器人和测量装置交替循环往复作业,极大的缩短了作业时间。
85.3、利用主机实现“一对多”的中控模式,由主机集中对各个工作区的测量装置和工业机器人进行数据处理和动作控制,例如控制测量装置和工业机器人分开工作,对每个工业机器人的行进轨迹和夹持匀场片规格数据进行管理等,这种智能集中管理模式,有利于提高生产效率,并且可以实现对多个工作区的实时监控。
86.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
87.本领域技术人员不难理解,本发明包括上述说明书的发明内容和具体实施方式部分以及附图所示出的各部分的任意组合,限于篇幅并为使说明书简明而没有将这些组合构成的各方案一一描述。凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
88.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在不脱离本发明的原理和宗旨的情况下在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。本发明的范围由所附权利要求及其等同限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1