一种检测曲轴第五平衡块方槽的检具及方法与流程
1.本发明涉及汽车零部件制造技术领域,具体是一种检测曲轴第五平衡块方槽的检具及方法。
背景技术:
2.曲轴加工工艺为:精磨半成品曲轴主轴颈、连杆颈和两侧端面、曲轴所有表面最终探伤、加工曲轴两端面螺纹孔及销孔、精磨曲轴前端轴颈、精磨曲轴后端轴颈、铣第五平衡块方槽等。其中,设计第五平衡块方槽的作用是为了在发动机装配时,将定位销插入方槽,固定曲轴在发动机的角向位置,便于齿轮系的安装,以能保证正时位置的准确性。所以,曲轴精加工后的主轴颈及连杆颈的外圆尺寸及形位公差精度都非常高,作为检测曲轴方槽的位置度及深度的定位基准完全能够满足精度要求。所谓检测第五平衡块方槽的位置度是检测被测要素(点、线、面)对基准的位置误差,而方槽的被测要素并不是一个实体,而是方槽两侧面的对称空间平面,检测时必须准确找到这个空间平面;方槽深度是指方槽底面距曲轴中心线的距离,直接制作深度规也是无法进行检测的。随着汽车产业的迅猛发展,作为汽车重要零部件的曲轴产品设计更新也非常快,而目前检测曲轴方槽的位置度及深度的方法是采用三坐标检测,已不能满足批量生产需要,因为三坐标检测需要操作人员用小推车推送曲轴到三坐标室对其进行检验,检测一件曲轴第五平衡块方槽的深度及位置度大约需三十分钟左右,检测节拍慢,不适合用于量产产品的检测。因此,在生产线边方便、快捷并精确对曲轴方槽位置度及深度进行检测已提上日程。
技术实现要素:
3.为克服现有技术的不足,本发明的发明目的在于提供一种检测曲轴第五平衡块方槽的检具及方法,以精准并快速检测曲轴第五平衡块方槽深度及位置度。
4.为实现上述发明目的,本发明包括用于检测第五平衡块方槽的方槽槽深检具、方槽位置度检具及标准件、测量键、小平台、两套滚轮支撑座、角向定位座。
5.小平台通过螺栓五与螺栓六连接在大型平台的操作侧,小平台的上表面平行于大型平台的上表面,小平台的上表面与曲轴中心线之间的距离为h;滚轮支撑座与t型槽通过t型键连接,用螺栓二将滚轮支撑座与大型平台固定连接在一起,芯轴与滚轮滑配且与滚轮支撑座固定连接;调试角向定位座及角向定位块后,使p1连杆颈中心线与曲轴水平线夹角为α,将角向定位座通过螺栓一及销一连接在大型平台操作侧的对侧,将用来定位曲轴的p1连杆颈的角向定位块安装在角向定位座的上方。
6.在小平台的右前方处,标准件的标准件底座与其上部的标准件立柱焊接为一体式结构;标准件通过标准件底座用螺栓四与小平台固定连接;标准件底座的校对底座定位面与标准件立柱校对立柱侧面之间的距离为h1,标准件立柱上端面距小平台上端面之间的距离为h2。
7.方槽槽深检具包括方槽深度检测百分表底座、方槽深度检测百分表连接板、方槽
深度检测百分表与槽深限位块;方槽深度检测百分表连接板通过螺栓固定在方槽深度检测百分表底座上方,方槽深度检测百分表通过螺栓卡紧在方槽深度检测百分表连接板的槽内;在小平台的左前方处,用螺栓三将槽深限位块与小平台固定连接,槽深限位块的安装位置对向第五平衡块方槽的位置,槽深限位块上的测量定位面与曲轴中心线水平距离为方槽深度l与方槽深度对表值h1之和,槽深限位块用销二与小平台固定连接定位;所述方槽深度l为方槽底面与曲轴中心线之间的距离,方槽深度对表值h1为标准件的校对底座定位面与校对立柱侧面之间的距离h1,槽深限位块的宽度b为h1,与方槽深度对表值h1相等。
8.方槽位置度检具包括方槽位置度检测百分表底座、方槽位置度检测百分表连接板与方槽位置度检测百分表;方槽位置度检测百分表连接板通过螺栓固定在方槽位置度检测百分表底座上方,方槽位置度检测百分表通过螺栓卡紧在方槽位置度检测百分表连接板的槽内;方槽位置度对表值为标准件立柱上端面距小平台上端面之间的距离h2,比曲轴中心线距小平台上端面之间的距离高出s,s为测量键厚度的一半。
9.测量键的一半为平行键结构,平行键的上、下平面平行;另一半为用于与第五平衡块方槽压配的锥面键结构,锥面键的上、下面为斜面,平行键与锥面键之间设有凹槽。
10.用本发明检具检测曲轴第五平衡块方槽的方法如下:(a)将曲轴的m2主轴颈及m6主轴颈分别放置在滚轮支撑座的滚轮上,曲轴自动找正后,曲轴中心线与t型槽的对称中心在同一个垂直平面上;(b)转动曲轴,使p1连杆颈紧靠在角向定位块上,调试后的角向定位座及角向定位块,使p1连杆颈中心线与曲轴水平线夹角为α;(c)将测量键的锥面键的小头先从第五平衡块方槽的左侧插入,使锥面键与第五平衡块方槽压紧配合后,测量键的中心线与方槽中心线重合;将方槽位置度检测百分表固定在方槽位置度检测百分表连接板上,移动方槽位置度检测百分表底座至标准件前,用方槽位置度检测百分表在标准件立柱上端面对零后,再移动方槽位置度检测百分表底座至测量键前,用方槽位置度检测百分表检测测量键的平行键上表面,方槽位置度检测百分表的读数就是实际测得的曲轴位置度的偏差;(d)移动方槽深度检测百分表底座至标准件前,使其前端抵住标准件的校对底座定位面,用方槽深度检测百分表检测标准件立柱的校对立柱侧面对零后,再移动方槽深度检测百分表底座至槽深限位块前,使其前端抵住测量定位面,方槽深度检测百分表检测第五平衡块方槽方槽底面的读数就是实际测得的方槽深度l的偏差。
11.本发明与现有技术相比,不仅可以快速检测曲轴第五平衡块方槽的位置度,而且在其它部件不变的状态下,只要更换百分表座,就可以同时对方槽深度进行检测,检具通过与三坐标对比及测量系统分析,可完全满足在生产线边对曲轴第五平衡块方槽的深度及位置度的检测需求,且检测一件曲轴的时间不到一分钟,使得检测效率大大提升,制作成本低,检测稳定可靠,一致性较好,大大减轻了操作者的劳动强度,提高了工作效率,有效保证了产品质量。
附图说明
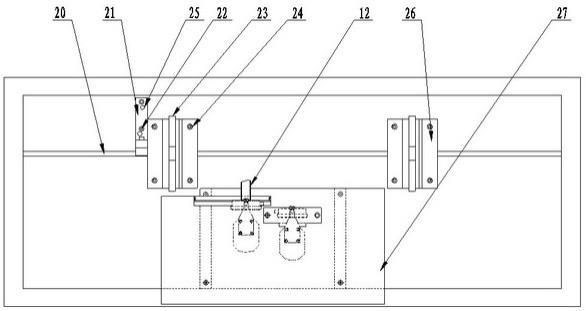
12.图1为本发明的主视图。
13.图2为曲轴m3主轴颈的h-h剖视图。
14.图3为图2的t局部放大图。
15.图4为本发明检测方槽位置度的俯视图。
16.图5为本发明检测方槽深度的俯视图。
17.图6为本发明检测方槽深度前校对标准件的示意图。
18.图7为本发明检测方槽深度的示意图。
19.图8为本发明检测方槽位置度前校对标准件的示意图。
20.图9为本发明检测方槽位置度的示意图。
21.图10为图1测量键的结构图。
22.图11为图10的a-a剖视图。
23.图12为图10的b-b剖视图。
24.图13为图10的侧视图。
25.图中:1、曲轴;2、p1连杆颈;3、m2主轴颈;4、角向定位块;5、测量键;6、m3主轴颈;7、第五平衡块方槽;8、曲轴中心线;9、m6主轴颈;10、大型平台;11、方槽深度检测百分表底座;12、第五平衡块;13、曲轴水平线;15、p1连杆颈中心线;17、标准件立柱;18、校对立柱侧面;19、方槽中心线;20、t型槽;21、角向定位座;22、螺栓一;23、滚轮;24、螺栓二;25、销一;26、滚轮支撑座;27、小平台;28、标准件立柱上端面;29、方槽位置度检测百分表底座;30、标准件底座;31、方槽深度检测百分表;32、螺栓三;33、销二;34、槽深限位块;35、方槽底面;36、测量定位面;37、标准件;38、校对底座定位面;39、螺栓四;40、螺栓五;41、螺栓六;42、方槽位置度检测百分表连接板;43、t型键;44、芯轴;45、方槽位置度检测百分表;46、方槽深度检测百分表连接板;47、平行键;48、锥面键;49、凹槽。
具体实施方式
26.如图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13所示,本发明检具主要包括用于检测第五平衡块12方槽的方槽槽深检具、方槽位置度检具及标准件37、测量键5、小平台27、两套滚轮支撑座26、角向定位座21等。
27.小平台27通过螺栓五40与螺栓六41连接在大型平台10的操作侧,小平台27安装后与曲轴1及滚轮支撑座26不发生干涉;小平台27的上表面平行于大型平台10的上表面,小平台27的上表面与曲轴中心线8之间的距离为h;将滚轮支撑座26与t型槽20通过t型键43连接,以保证两套滚轮支撑座26的中心在同一条直线上,用螺栓二24将滚轮支撑座26与大型平台10固定连接在一起,芯轴44与滚轮23滑配且与滚轮支撑座26固定连接;调试角向定位座21及角向定位块4后,使p1连杆颈中心线15与曲轴水平线13夹角为α,将角向定位座21通过螺栓一22及销一25连接在大型平台10操作侧的对侧,以保持角向定位座21的定位稳定,角向定位块4安装在角向定位座21的上方,用来定位曲轴1的p1连杆颈2,以保证曲轴1在转动过程中,p1连杆颈2接触到角向定位块4后使曲轴1被角向定位,这时小平台27的标准件立柱上端面28与曲轴中心线8的距离为s,穿过曲轴中心线8的曲轴水平线13距小平台27的距离为h。
28.在小平台27的右前方处,标准件37的标准件底座30与其上部的标准件立柱17焊接为一体式结构;标准件37通过标准件底座30用螺栓四39与小平台27固定连接;标准件底座30的校对底座定位面38与标准件立柱17的校对立柱侧面18之间的距离为h1,标准件立柱上
端面28距小平台27上端面之间的距离为h2。
29.方槽槽深检具包括方槽深度检测百分表底座11、方槽深度检测百分表连接板46、方槽深度检测百分表31与槽深限位块34;方槽深度检测百分表连接板46通过螺栓固定在方槽深度检测百分表底座11上方,方槽深度检测百分表31通过螺栓卡紧在方槽深度检测百分表连接板46的槽内;在小平台27的左前方处,用螺栓三32将槽深限位块34与小平台27固定连接,槽深限位块34的安装位置对向m3主轴颈6侧的第五平衡块方槽7的位置,尽量与第五平衡块方槽7的相对位置保持合适的检测位置,调整槽深限位块34,使槽深限位块34上的测量定位面36与曲轴中心线8水平距离为方槽深度l与方槽深度对表值h1之和,调整到位后将槽深限位块34用销二33与小平台27固定连接定位,以保证槽深限位块34的位置精确无误;所述方槽深度l为方槽底面35与曲轴中心线8之间的距离,方槽深度对表值h1为标准件37的校对底座定位面38与校对立柱侧面18之间的距离h1,槽深限位块34的宽度b为h1,与方槽深度对表值h1相等。
30.方槽位置度检具包括方槽位置度检测百分表底座29、方槽位置度检测百分表连接板42与方槽位置度检测百分表45;方槽位置度检测百分表连接板42通过螺栓固定在方槽位置度检测百分表底座29上方,方槽位置度检测百分表45通过螺栓卡紧在方槽位置度检测百分表连接板42的槽内;方槽位置度对表值为标准件立柱上端面28距小平台27上端面之间的距离h2,比曲轴中心线8距小平台27上端面之间的距离高出s,即等于高出测量键5的厚度的一半。
31.测量键5的一半为平行键47结构,用于方槽位置度检测百分表45检测时的测量面;平行键47的上、下平面平行;另一半为锥面键48结构,锥度为0.05:200(在200长的区域内,锥面高度升高0.05),锥面键48的上、下面为斜面,形成一头大一头小的锥形结构,用于与第五平衡块方槽7压配,这样,无论第五平衡块方槽7的宽度公差值是多少,测量键5总能与第五平衡块方槽7压紧,保证测量位置度无死角,楔形结构的测量键5与第五平衡块方槽7的压配,完全能够实现配合紧密且自动找正的目的,并将第五平衡块方槽7位置度误差真实的转换到测量键5上;平行键47与锥面键48之间设有凹槽49。测量键5的平行键47厚度设计为第五平衡块方槽7宽度2s的上偏差值;测量键5的锥面键48大头厚度设计为第五平衡块方槽7宽度2s的上偏差值,测量键5的锥面键48小头厚度设计为第五平衡块方槽7的2s的下偏差值。
32.本发明检测曲轴第五平衡块方槽的方法如下:(a)将曲轴1的m2主轴颈3及m6主轴颈9分别放置在滚轮支撑座26的滚轮23上,曲轴1自动找正后,曲轴中心线8与t型槽20的对称中心在同一个垂直平面上;(b)转动曲轴1,使p1连杆颈2紧靠在角向定位块4上,调试后的角向定位座21及角向定位块4,使p1连杆颈中心线15与曲轴水平线13夹角为α;(c)将测量键5的锥面键48的小头先从第五平衡块方槽7的左侧插入,使锥面键48与第五平衡块方槽7压紧配合后,测量键5的中心线与方槽中心线19重合;将方槽位置度检测百分表45固定在方槽位置度检测百分表连接板42上,移动方槽位置度检测百分表底座29至标准件37前,用方槽位置度检测百分表45在标准件立柱上端面28对零后,再移动方槽位置度检测百分表底座29至测量键5前,用方槽位置度检测百分表45检测测量键5的平行键48上表面,方槽位置度检测百分表45的读数就是实际测得的曲轴1位置度的偏差;
(d)移动方槽深度检测百分表底座11至标准件37前,使其前端抵住标准件37的校对底座定位面38,用方槽深度检测百分表31检测标准件立柱17的校对立柱侧面18对零后,再移动方槽深度检测百分表底座11至槽深限位块34前,使其前端抵住测量定位面36,方槽深度检测百分表31检测第五平衡块方槽7方槽底面35的读数就是实际测得的方槽深度l的偏差。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1