一种发动机连杆小头异形孔检测设备及检测方法与流程
1.本发明属于连杆异形孔测量领域,尤其是涉及一种发动机连杆小头异形孔检测设备及检测方法。
背景技术:
2.发动机连杆是发动机的重要零件,其包括小头端和大头端,相应地小头端和大头端分别设置有椭圆形异形通孔,即分别有小头异形孔和大头异形孔,而对于小头异形孔和大头异形孔的检测无疑成了关键点。
3.现有技术使用塞规来检测孔径,但是无法对应孔径的相应具体角度,塞规需要杠杆装置和千分表测量,结构复杂,当长轴和短轴差超过一定值时,塞规测量线性差,测量误差大。
4.常规技术使用内径千分表测量小头椭圆直径,测量位置无法保证为直径方向,存在测量位置偏移导致实测为弦长,测量误差大;当长轴和短轴差超过一定值时,内径千分表测量线性差,测量误差大。常规技术采用圆柱度仪测量小头孔椭圆,使用圆柱度仪无法测量小头椭圆孔长轴直径、短轴直径以及各角度直径。常规技术采用轮廓度仪测量小头椭圆孔母线,无法运算出母线方程和母线与理论母线方程的轮廓度。常规技术对小头椭圆孔直径、母线轮廓度测量需要使用不同检具单独测量,无法实现单一检具测量。常规技术无法测量小头椭圆孔长轴和短轴的角度。常规技术使用三坐标可测量连杆小头孔椭圆长轴、短轴、小头孔母线轮廓,但无法计算出小头孔母线方程好和与母线理论方程的轮廓度。且三坐标检验工时费用昂贵,不适用于大批量全检
5.公开号为cn113028994a的中国专利提供了一种管件椭圆度及厚度的同步检测装置及方法,装置包括:测量台架、滚动装置、外径测量装置和内径测量装置,滚动装置安装在测量台架上,外径测量装置包括至少两个轴向传感器探头内径测量装置包括至少两个径向传感器探头,测量时,至少两个轴向传感器探头从初始位置自动移动至待测管件两端头上方的待测位置,至少两个径向传感器探头从初始位置自动移动至待测管件两端头内壁的待测位置,通过至少两个轴向传感器探头和至少两个径向传感器探头测量得到管件对应位置的实时距离信息,计算分析得到管件两个端头的内外直径、厚度公差和椭圆度。
6.虽然专利1记载的技术方案可以对椭圆度进行一定的测量,但是需要较多传感器测量很多数据来分析得到椭圆度,使用起来较为繁琐,且不适用于发动机连杆异形孔的检测。
7.公开号为cn211291295u的中国专利提供了一种用于检测异形孔的检测工装,所述检测工装包括:基准平台;检测销,所述检测销包括位于两端的定量检测段和定性检测段,所述定量检测段和所述定性检测段可选择性地安装于所述基准平台,所述定量检测段适于与所述基准平台可转动地配合,且所述定量检测段的自由端适于绕所述异形孔的中心画圆,所述定性检测段的自由端的横截面的形状适于构造为与所述异形孔的形状相同,且所述定性检测段适于伸至所述异形孔内。
8.该专利需要定性检测段的自由端的横截面的形状适于构造为与所述异形孔的形状相同,对待测件的适用范围较小,且不适于复杂异形孔的检测。
9.因此,现有技术还有待于进一步发展和改进。
技术实现要素:
10.针对现有技术的种种不足,为了解决上述问题,现提出一种发动机连杆小头异形孔检测设备及检测方法。本发明提供如下技术方案:
11.一种发动机连杆小头异形孔检测设备,包括固定座、升降平台、直线驱动装置、旋转驱动装置、用于测量异形孔孔径的传感器、用于固定发动机连杆的固定安装组件以及用于连接控制直线驱动装置、旋转驱动装置和传感器的控制器;
12.所述直线驱动装置固定连接于所述固定座,所述升降平台滑动连接于所述固定座,所述直线驱动装置的输出端固定连接于所述升降平台;
13.所述旋转驱动装置固定连接在所述升降平台上;
14.所述传感器设置在异形孔中,所述传感器固定连接于旋转驱动装置的输出轴。
15.优选地,所述传感器包括相互滑动连接的第一测头和第二测头,所述第一测头和第二测头之间连接有压缩弹簧。
16.优选地,所述第一测头或第二测头外侧设置有抱闸,所述抱闸固定连接于所述旋转驱动装置的输出轴。
17.优选地,所述第一测头或第二测头上设置有顶针孔,顶针孔外配合设置有回退顶针,所述回退顶针活动连接于所述旋转驱动装置的输出轴。
18.优选地,所述固定座上固定连接有用于固定安装发动机连杆的工作平台,所述固定安装组件包括球形定位凸、用于配合工作平台夹紧发动机连杆的压紧装置、穿过发动机连杆小头异形孔的第一定位销轴、穿过发动机连杆大头异形孔的第二定位销轴。
19.优选地,第一定位销轴同轴连接于旋转驱动装置的输出端。
20.优选地,所述第一定位销轴或第二定位销轴上设置有用于容置传感器的容放槽。
21.优选地,所述传感器为激光传感器或光栅尺。
22.优选地,所述直线驱动装置为气缸、液压缸、丝杠、直线电机中的一种。
23.优选地,所述旋转驱动装置为旋转气缸、伺服电机、直接驱动电机中的一种。
24.本发明还提供了一种发动机连杆小头异形孔检测方法,使用上述所述的发动机连杆小头异形孔检测设备,对发动机连杆进行检测,所述发动机连杆的一侧为小头,所述小头贯穿设有小头孔;
25.检测过程具体包括以下步骤:
26.步骤一:将发动机连杆固定在固定安装组件上;
27.步骤二:压紧发动机连杆;
28.步骤三:升降平台运动,使传感器位于所述小头孔内部居中位置,所述传感器的第一测头活动地抵接在所述小头孔的内壁上,旋转驱动装置,带动所述传感器旋转,所述传感器检测所述小头孔的内壁轮廓;
29.步骤四:升降平台运动,使传感器位于所述小头孔内部中上方位置,固定所述传感器的第一测头和第二测头,旋转驱动装置,带动所述传感器旋转,所述传感器检测并计算所
述小头孔的母线轮廓和轮廓方程。
30.优选地,在步骤三中,所述传感器检测项至少包括所述小头孔的长轴直径、短轴直径、长轴角度偏移、短轴角度偏移和轮廓度。
31.与现有技术相比,本发明有以下优势:
32.本发明提供了一种发动机连杆小头异形孔检测设备,通过设置直线驱动装置和旋转驱动装置带动传感器上下移动或旋转,实现异形孔的自动化测量,便捷高效;通过传感器的第一测头和第二测头配合压缩弹簧伸缩移动,实现第一测头和第二测头自动贴紧异形孔内壁,减少定位误差,便于提高测量精度;通过对第一测头设置回退顶针及抱闸,实现对第一测头的回退和固定,进而将第一测头进入静态,实现单边静态测量,增加可操作性。
附图说明
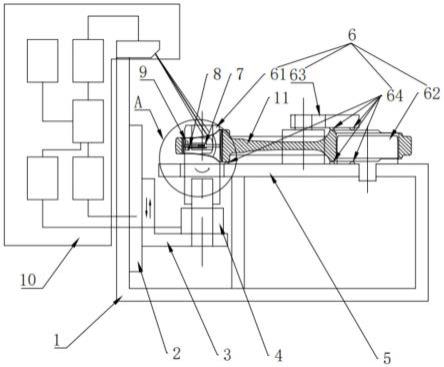
33.图1是本发明中发动机连杆小头异形孔检测设备的主视结构示意图;
34.图2是本发明中传感器的主视结构示意图;
35.图3是图1中a处的局部放大图;
36.附图标记:
37.1-固定座;2-直线驱动装置;3-升降平台;4-旋转驱动装置;5-工作平台;
38.6-固定安装组件;61-第一定位销轴;62-第二定位销轴;63-压紧装置;
39.64-球形定位凸;7-传感器;71-第一测头;72-第二测头;73-压缩弹簧;
40.74-顶针孔;8-回退顶针;9-抱闸;10-控制器;11-发动机连杆。
具体实施方式
41.为使本发明实施例的目的和技术方案更加清楚,下面将结合本发明实施例,对本发明的技术方案进行清楚、完整地描述。
42.在本技术的描述中,需要理解的是,术语“长度”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
43.实施例1
44.如图1-3所示,一种发动机连杆小头异形孔检测设备,包括固定座1、升降平台3、直线驱动装置2、旋转驱动装置4、用于测量异形孔孔径的传感器7、用于固定发动机连杆11的固定安装组件6以及用于连接控制直线驱动装置2、旋转驱动装置4和传感器7的控制器10;所述直线驱动装置2固定连接于所述固定座1,所述升降平台3滑动连接于所述固定座1,所述直线驱动装置2的输出端固定连接于所述升降平台3;所述旋转驱动装置4固定连接在所述升降平台3上;
45.所述传感器7设置在异形孔中,所述传感器7固定连接于旋转驱动装置4的输出轴。
46.通过设置直线驱动装置2和旋转驱动装置4带动传感器7上下移动或旋转,实现异形孔的自动化测量,便捷高效。
47.所述固定座1上固定连接有用于固定安装发动机连杆11的工作平台5,所述固定安装组件6包括球形定位凸64、用于配合工作平台5夹紧发动机连杆11的压紧装置63、穿过发
动机连杆11的小头异形孔的第一定位销轴61、穿过发动机连杆11的大头异形孔的第二定位销轴62。
48.所述压紧装置63为气压摆臂缸,所述气压摆臂缸包括传动连接的缸体和摆臂,所述摆臂下端设置有球形定位凸64;工作平台5对应发动电机连杆的两头设置有多个球形定位凸64,以卡紧发动机连杆11,提高异形孔检测过程的稳定性进而提高最终检测结果的准确性。
49.发动机连杆11水平放置在工作平台5上,使小头异形孔的轴线方向保持竖直,升降平台3和固定座1通过竖直的滑槽和滑轨实现竖直方向上的相对滑动,而直线驱动输出端沿竖直方向移动。
50.所述传感器7包括相互滑动连接的第一测头71和第二测头72,所述第一测头71和第二测头72之间连接有压缩弹簧73。第二测头72一端固定连接有轴套,轴套套设在所述第一测头71外,第一测头71滑动连接于套筒内壁。
51.所述第一测头71外侧设置有抱闸9,所述抱闸9固定连接于所述旋转驱动装置4的输出轴。所述第一定位销轴61上设置有用于容置传感器7的容放槽,旋转驱动装置4的输出轴通过容放槽来实现抱闸9的固定。
52.所述传感器7为光栅尺;所述第一测头71和第二测头72为圆柱状,二者同轴设置;传感器7的最小长度小于小头异形孔的最小内径,传感器7的最大长度大于小头异形孔的最大内径,以保证传感器7始终保持在适合的量程内。
53.所述第一测头71上设置有顶针孔74,顶针孔外配合设置有回退顶针8,所述回退顶针8活动连接于所述旋转驱动装置4的输出轴。第一定位销轴61同轴连接于旋转驱动装置4的输出端。所述直线驱动装置2为气缸、液压缸、丝杠、直线电机中的一种。所述旋转驱动装置4为旋转气缸、伺服电机、直接驱动电机中的一种。
54.在使用时,通过气泵控制回退顶针8升降进而控制第一测头71回退至与小头异形孔分离,并通过抱闸9锁定第一测头71至静止状态,并通过控制直线驱动装置2上下驱动,旋转驱动装置4保持静止,实现竖向的静态测量。相应地,关闭抱闸9收回回退顶针8后,第一测头71可以动态伸缩,实现动态测量。而第一测头71和第二测头71同轴水平抵接异形孔内壁时即可测得异形孔内径;当第一测头71收回,只用第二测头72抵接异形孔内壁,即可通过旋转驱动装置4和直线驱动装置2控制第二测头72移动从而得到多个数据,通过对得到的数据拟合处理分析后即可得到异形孔的轮廓数据。
55.具体检测的过程为:
56.将发动机连杆11放置到检测工位上,连杆小头异形孔和连杆大头异形孔分别穿过第一定位销轴61、第二定位销轴62,连杆下端面与工作平台5上的球形定位凸64接触,实现一面两销定位;
57.压紧发动机连杆11,按下启动按钮,压紧装置63中,电磁阀供气启动气压转角钢,气压转角缸压紧发动机连杆大头孔上端面,进一步压紧发动机连杆11;
58.检测连杆小头异形孔径向椭圆,回退顶针8处于回退状态,抱闸9处于松开状态,光栅尺第一测头71处于可伸缩状态,直线驱动装置2移动使光栅尺处于连杆小头孔厚度居中位置,旋转驱动装置4按指定转速旋转180
°
,旋转驱动装置4旋转过程中,读取光栅尺读数和旋转驱动装置4角度,且光栅尺读数与旋转驱动装置4角度一一对应,运算出椭圆轮廓,从而
检测出连杆小头异形孔内椭圆的长轴直径、短轴直径、长轴角度偏移、短轴角度偏移、轮廓度,光栅尺测量出最大值为长轴直径、最小值为短轴直径,对应角度与理论角度差值为角度偏移值,对应角度直径与标注椭圆对应角度直径差最大值值为轮廓度。
59.检测型线轮廓度,回退顶针8运动,将光栅尺第一测头71回退至于连杆小头异形孔表面间隙配合,抱闸工作将光栅尺第一测头71锁定至静止状态。直线驱动装置2移动使光栅尺处于连杆小头孔厚度上端位置,旋转驱动装置4按指定转速旋转至光栅尺第二测头72的90
°
的位置。直线驱动装置2按指定速度向下运动,运动过程中读取直线电机坐标和光栅尺读数,且直线驱动装置2坐标与光栅尺读数一一对应,运算并拟合出小头异形孔母线轮廓和轮廓方程,通过与小头异形孔的母线理论方程比对,计算出连杆小头异形孔内椭圆母线轮廓度。
60.判断检验结果,分别判断:椭圆短轴直径、椭圆长轴直径、椭圆长轴与短轴直径差、椭圆长轴角度偏移、椭圆短轴角度偏移、椭圆轮廓度、椭圆母线轮廓度是够合格,判断后摆角气缸送开。判断结果合格,工控机界面显示合格和绿标;判断结果不合格,工控机界面显示不合格和红标并发出报警声。
61.通过该技术方案可以有效提高小头异形孔的测量准确性和速率,亦可实现大头异形孔的测量,适于广泛推广和使用。
62.实施例2
63.基本方案与实施例1相同,不同之处在于,所述传感器7为激光传感器,所述激光传感器包括第一激光测头和第二激光测头,第一激光测头和第二激光测头分别固定连接在容置槽中,第一激光测头和第二激光测头水平平行设置。
64.以上已将本发明做详细说明,以上所述,仅为本发明之较佳实施例而已,当不能限定本发明实施范围,即凡依本技术范围所作均等变化与修饰,皆应仍属本发明涵盖范围内。
65.以上仅为本发明的实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些显而易见的替换形式均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1