一种包装盒照明检测装置的制作方法
1.本技术涉及灯光检测技术领域,尤其是涉及一种包装盒照明检测装置。
背景技术:
2.包装盒的卡纸在经过印刷之后,为了提高印刷品的光泽度和防水性能,通常采用覆膜机来对纸张进行覆膜,经过覆膜的纸张类印刷品不仅能够挺高印刷品的光泽度,还能够起到防水、防污以及耐化学腐蚀的作用。在包装盒卡纸加工完成之后,一般还会对包装盒卡纸的色彩度、覆膜效果进行检测。
3.相关技术中公开号为cn215727736u的中国专利,提出了一种包装盒工业印刷质量检测装置,包括第二直板,第二直板下端对称可拆卸连接两个龙门架,第二直板下端固定连接主彩色工业相机且主彩色工业相机处在两个龙门架之间,第二直板前后两侧均设置第一直板且第一直板下端可拆卸连接两个龙门架,第一直板下端活动安装朝内倾斜布置的副彩色工业相机,龙门架上端等距开设前后排列若干个调节通孔;通过主彩色工业相机能对包装纸张正面印刷的色彩度进行检测,通过倾斜布置的副彩色工业相机对包装纸张印刷的炫彩度进行检测。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:在对包装盒覆膜过程中,有时还会因为覆膜压力过小、覆膜温度过低等原因导致粘合剂中的溶剂不能充分挥发,会影响覆膜的牢度,待卡纸冷却后,会在薄膜与卡纸之间形成雾化状或者产生气泡,严重影响包装盒产品品质;目前也有通过高速工业相机对覆膜后的包装盒卡纸进行气泡检测,但是经印刷后的卡纸图案不一,尤其是高透亮的覆膜,会致使工业相机也很难区分气泡区域和常规印刷区域,检测效果很不理想。
技术实现要素:
5.为了改善在对印刷后的覆膜包装盒卡纸检测气泡时效果不佳的问题,本技术提供一种包装盒照明检测装置。
6.本技术提供的一种包装盒照明检测装置采用如下的技术方案:一种包装盒照明检测装置,包括检测架、安装于所述检测架上方的工业相机,所述检测架上方架设有安装架,所述安装架上倾斜设置有打光灯带,所述打光灯带长度方向与所述检测架上包装盒卡纸行进方向呈正交设置,所述安装架上设有用于将所述打光灯带光线以灯光条形式显现在所述检测架上的包装盒卡纸上的聚光机构,所述工业相机用于识别包装盒卡纸上灯光条处的泛白部。
7.通过采用上述技术方案,覆膜后的包装盒卡纸在检测架上高速通行时,打光灯带在聚光机构的聚光作用下,在包装卡纸上形成一条灯光条,高亮的灯光条能有效遮蔽包装盒卡纸上的各种彩色图案,工业相机则对包装盒卡纸上的灯光条进行实时检测;当包装盒卡纸上覆膜出现气泡时,气泡内的热熔胶未能与薄膜和包装盒形成紧密贴合而呈现出雾状泛白,并且打光灯带射出的光线在覆膜的气泡内折射时也会产生更大的光损失且会经外凸
薄膜的折射形成更强的光散射现象,因而在工业相机检测的视野内,灯光条在气泡区域形成暗区且存在泛白部,与灯光条其余区域的高亮光条形成明显的反差,工业相机即可识别出该区域为气泡区,从而可在多彩印刷的包装盒卡纸上精准识别出气泡区域,提高了检测装置的检测效果和精度。
8.可选的,所述打光灯带照射方向延长线与所述工业相机摄像方向延长线共同汇聚于所述检测架上的包装盒卡纸表面。
9.通过采用上述技术方案,打光灯带在包装盒卡纸上良好覆膜区反射出的光线能尽可能多地被工业相机捕捉到,提升工业相机内良好覆膜区灯光条的亮度;而打光灯带在包装盒卡纸上气泡区由于存在由弧面薄膜造成的光散射,对工业相机视野内定向接受的光线影响较小,进而可以进一步扩大包装盒卡纸上良好覆膜区和气泡区的光暗区别,有利于提高本技术的检测精准度。
10.可选的,所述工业相机设在所述打光灯带迎向包装盒卡纸行进方向的一侧,所述打光灯带光照方向与所述检测架之间夹角介于30
°
~75
°
之间,且所述检测架上包装盒卡纸传输速度越快,此夹角越小。
11.通过采用上述技术方案,打光灯带迎向包装盒卡纸的行进方向进行打光,当存在气泡时,对应的灯光带上不仅在气泡区域形成暗区和泛白部,并且由于气泡外凸形成弧面,灯光带还会在气泡上形成光带扭曲,这一点尤其在凸起较多的气泡上显现更为明显,工业相机识别扭曲的灯光带时也可以检测出覆膜存在气泡现象;而当包装盒卡纸传输速度加快时,灯光带在气泡上形成的扭曲灯带较为不明显,此时降低打光灯带的倾角,可以借助气泡靠近包装盒卡纸处曲度较高的弧面更为凸显光带的扭曲现象,从而适应性地调整本技术的检测精准度。
12.可选的,所述聚光机构包括罩设在所述打光灯带周侧的反光罩,所述反光罩内壁设置有反光层,所述反光罩靠近所述检测架的一端呈收口状。
13.通过采用上述技术方案,收口状的反光罩有助于实现打光灯带的平行光照射。
14.可选的,所述反光罩的收口端固定有沿所述打光灯带长度方向设置的条状透镜,所述条状透镜背离所述打光灯带的一侧具有通长的外凸部。
15.通过采用上述技术方案,条状透镜的外凸部可以进一步实现对打光灯带的聚光效果,以使聚焦在包装盒卡纸上的灯光带更为明晰。
16.可选的,所述检测架上方安装有沿所述打光灯带长度方向设置的横轴,所述横轴上转动设置有沿其长度方向设置的检测板,所述检测板宽度方向贯穿所述横轴,初始状态下所述检测板一侧抵靠在所述检测架上的包装盒卡纸上,所述检测架上设置有用于检测所述检测板沿顺向于包装盒卡纸传输方向翻转的复检机构。
17.通过采用上述技术方案,包装盒卡纸在高速传输的过程中,检测板下端抵靠在包装盒卡纸上形成一定的压附效果,而当包装盒卡纸上覆膜存在气泡时,凸起的气泡在高速运动中推动检测板,使得检测板在横轴上翻转,并被复检机构检测到,也能实现对包装盒卡纸上气泡的无视印刷色彩干扰的检测效果。
18.可选的,所述复检机构包括嵌设于所述横轴外周壁上的第一导电条和第二导电条,所述第一导电条与所述第二导电条均平行于所述横轴长度方向设置且相互绝缘,所述横轴上套设有绝缘的检测环,所述检测板固接在所述检测环上;
所述检测环内圈固接有环其周向的导电触片,仅当所述检测板翻转至脱离与所述检测架上包装盒卡纸的抵靠时,所述导电触片接通所述第一导电条和所述第二导电条;所述第一导电条和所述第二导电条连接有信号发射器,且所述第一导电条和所述第二导电条连接所述信号发射器电源正负极,所述信号发射器电连接有控制器。
19.通过采用上述技术方案,包装盒卡纸在传输时,其上的气泡接近检测板时推动检测环在横轴上转动,使得导电触片接通第一导电条和第二导电条,此时信号发射器电源形成闭合回路,再发出电信号给控制器,能便捷地检测出包装盒卡纸上存在的凸起的气泡。而包装盒卡纸上没有气泡时,检测板不发生翻转,第一导电条和第二导电条始终处于未接通状态,信号发射器断路不工作,也能实现一定的节电效果。
20.可选的,所述控制器与所述工业相机电连接,仅当所述信号发射器和所述工业相机均向所述控制器输出电信号时,所述控制器输出电信号。
21.通过采用上述技术方案,将工业相机和复检机构组成双重检测系统,仅当二者均检测出气泡时才会输出检测到气泡的信号,能有效规避气泡较小时工业相机漏检或者包装盒卡纸传输时抖动造成复检机构错检的情况。
22.可选的,所述横轴上对应设置有多个所述检测环和多个所述检测板,多个所述检测板沿所述横轴长度方向依次排布。
23.通过采用上述技术方案,设置多个检测板,可将包装盒卡纸划分为多个检测区域,能降低检测板翻转时克服的自身重力阻力,提高复检机构的检测灵敏性。
24.可选的,所述控制器电连接有显示屏和/或声光报警器。
25.通过采用上述技术方案,当工业相机和复检机构共同检出气泡后,通过显示屏和/或声光报警器进行记录和警示,以便操作人员及时处理。
26.综上所述,本技术包括以下至少一种有益技术效果:1.打光灯带在包装卡纸上形成一条灯光条,高亮的灯光条能有效遮蔽包装盒卡纸上的各种彩色图案,当包装盒卡纸上覆膜出现气泡时,气泡内呈现出雾状泛白,并且打光灯带射出的光线在覆膜的气泡内折射时也会产生更大的光损失且会经外凸薄膜的折射形成更强的光散射现象,因而在工业相机检测的视野内,灯光条在气泡区域形成暗区且存在泛白部,与灯光条其余区域的高亮光条形成明显的反差,工业相机即可识别出该区域为气泡区,从而可在多彩印刷的包装盒卡纸上精准识别出气泡区域,提高了检测装置的检测效果和精度;2.通过调整打光灯带的倾角,可以借助气泡靠近包装盒卡纸处曲度较高的弧面更为凸显光带的扭曲现象,工业相机识别扭曲的灯光带时也可以检测出覆膜存在气泡现象,从而适应性地调整本技术的检测精准度;3.将工业相机和复检机构组成双重检测系统,仅当二者均检测出气泡时才会输出检测到气泡的信号,能有效规避气泡较小时工业相机漏检或者包装盒卡纸传输时抖动造成复检机构错检的情况。
附图说明
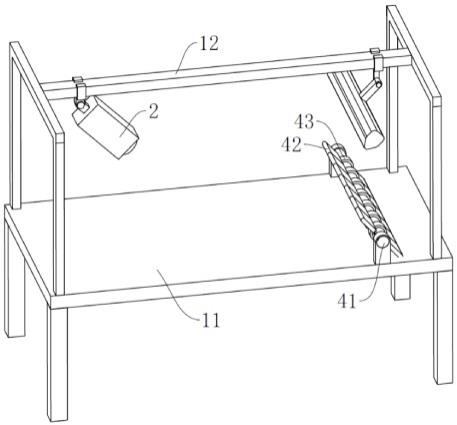
27.图1是本技术实施例的整体结构示意图。
28.图2是本技术实施例主要用于展示打光灯带及聚光机构的剖视图。
29.图3是本技术实施例主要用于展示横轴、检测板及复检机构的剖视图。
30.附图标记:11、检测架;12、安装架;2、工业相机;31、打光灯带;32、聚光机构;321、反光罩;322、条状透镜;41、横轴;42、检测板;43、检测环;51、第一导电条;52、第二导电条;53、导电触片。
具体实施方式
31.以下结合附图1-3对本技术作进一步详细说明。
32.本技术实施例公开一种包装盒照明检测装置。参照图1和图2,包装盒照明检测装置包括检测架11、安装于检测架11上方的工业相机2,检测架11上方架设有安装架12,安装架12上倾斜设置有打光灯带31,打光灯带31设置为led灯,具体设置时,工业相机2和打光灯带31均安装在安装架12上,且工业相机2设在打光灯带31迎向包装盒卡纸行进方向的一侧。打光灯带31长度方向与检测架11上包装盒卡纸行进方向呈正交设置,安装架12上设有用于将打光灯带31光线以灯光条形式显现在检测架11上的包装盒卡纸上的聚光机构32,工业相机2用于识别包装盒卡纸上灯光条处的泛白部及光暗部。
33.这样,覆膜后的包装盒卡纸在检测架11上高速通行时,打光灯带31在聚光机构32的聚光作用下,在包装卡纸上形成一条高亮的灯光条,高亮的灯光条能有效遮蔽包装盒卡纸上的各种彩色图案,工业相机2则对包装盒卡纸上的灯光条进行实时检测;当包装盒卡纸上覆膜出现气泡时,气泡内的热熔胶未能与薄膜和包装盒形成紧密贴合而呈现出雾状泛白,并且打光灯带31射出的光线在覆膜的气泡内折射时也会产生更大的光损失且会经外凸薄膜的折射形成更强的光散射现象,因而在工业相机2检测的视野内,灯光条在气泡区域形成暗区且存在泛白部,与灯光条其余区域的高亮光条形成明显的反差,工业相机2即可识别出该区域为气泡区,从而可在多彩印刷的包装盒卡纸上精准识别出气泡区域,提高了检测装置的检测效果和精度。
34.而为了进一步提高工业相机2对气泡的检测精准度,打光灯带31照射方向延长线与工业相机2摄像方向延长线共同汇聚于检测架11上的包装盒卡纸表面;同时,打光灯带31光照方向与检测架11之间夹角介于30
°
~75
°
之间,最佳角度调整区域可为30
°
~50
°
,且检测架11上包装盒卡纸传输速度越快,此夹角应设置得越小。
35.由此可以明确的是,工业相机2位于打光灯带31射出的光线经覆膜卡纸反射后的反射光路上,包装盒卡纸上良好覆膜区反射出的光线能尽可能多地被工业相机2捕捉到,而包装盒卡纸上气泡区由于存在由弧面薄膜造成的光散射,对工业相机2视野内定向接受的光线影响较小,这样可以进一步扩大包装盒卡纸上良好覆膜区和气泡区的光暗区别,有利于提高本技术的检测精准度。
36.并且就工业相机2而言,尤其是高速相机,能对快速通过的物体进行精准捕捉摄像,还可以对捕捉的图像与预设图像进行对比并识别出差异之处,借助工业相机2这一功能,还可以使工业相机2识别灯光带在气泡的弧面上形成的光带扭曲,从而检测出覆膜上的气泡,再结合前述的识别暗区和泛白部,能够显著提高本技术对包装盒卡纸上覆膜气泡的检测精准度,且上述区别均不会受包装盒卡纸印刷图案的影响,使得本技术的识别精度更高。
37.另外,作为打光灯带31打光的核心要素,参照图1和图2,聚光机构32包括罩设在打
光灯带31周侧的反光罩321,反光罩321内壁设置有反光层,放光层可以是反光板、反光膜或反光漆层,反光罩321靠近检测架11的一端呈收口状,反光罩321的收口端固定有沿打光灯带31长度方向设置的条状透镜322,条状透镜322背离打光灯带31的一侧具有通长的外凸部。
38.这样设置以后,可以提高打光灯带31的平行光射出率,实现照射在包装盒卡纸上灯光带的聚光效果,使得灯光带更为明晰,易于检测识别。
39.考虑到若包装盒卡纸上气泡较小或者凸起的高度较小时,工业相机2不一定能对这些气泡进行精准识别,为降低本技术在检测时的漏检率,参照图1和图3,检测架11上方安装有沿打光灯带31长度方向设置的横轴41,横轴41上转动设置有沿其长度方向设置的检测板42,检测板42宽度方向贯穿横轴41,初始状态下检测板42一侧抵靠在检测架11上的包装盒卡纸上,检测架11上设置有用于检测检测板42沿顺向于包装盒卡纸传输方向翻转的复检机构。
40.具体设置为,参照图3,复检机构包括嵌设于横轴41外周壁上的第一导电条51和第二导电条52,第一导电条51与第二导电条52均平行于横轴41长度方向设置且相互绝缘,横轴41上套设有绝缘的检测环43,检测板42固接在检测环43上。具体表现为,横轴41由不导电的工程塑料制成,或者横轴41为外附较厚的绝缘层的金属棒,在横轴41外弧面上开设两条沿其轴向的嵌槽,将第一导电条51和第二导电条52分别嵌入两个嵌槽中,并使第一导电条51和第二导电条52与横轴41的外弧面平齐,以不影响检测环43顺畅转动为准。
41.同时,检测环43内圈固接有环其周向的导电触片53,仅当检测板42翻转至脱离与检测架11上包装盒卡纸的抵靠时,导电触片53接通第一导电条51和第二导电条52;其中,导电触片53、第一导电条51和第二导电条52均为铜条制成,以增强线路导通性能。
42.并且第一导电条51和第二导电条52连接有信号发射器,该信号发射器为通电后即发射电信号,且第一导电条51和第二导电条52连接信号发射器电源正负极,信号发射器电连接有控制器,且控制器还与工业相机2电连接,仅当信号发射器和工业相机2均向控制器输出电信号时,控制器才输出电信号。另外,控制器电连接有显示屏和/或声光报警器。
43.如此设置后,包装盒卡纸在传输时,检测板42下端抵靠在包装盒卡纸上形成一定的压附效果,而当包装盒卡纸上覆膜存在气泡时,凸起的气泡在高速运动中推动检测板42,使得检测板42带动检测环43在横轴41上翻转,导电触片53接通第一导电条51和第二导电条52,此时信号发射器电源形成闭合回路并发出电信号给控制器,控制器判断工业相机2是否传出电信号,若信号发射器和工业相机2均给出电信号,则判定包装盒卡纸上存在凸起的气泡。这样能有效规避气泡较小时工业相机2漏检或者包装盒卡纸传输时抖动造成复检机构错检的情况。而包装盒卡纸上没有气泡时,检测板42不发生翻转,第一导电条51和第二导电条52始终处于未接通状态,信号发射器断路不工作,也能实现一定的节电效果。
44.在其他实施例中,还可以将控制器连接计数器和计时器,再将计数器和计时器共同连接微型计算机,并将微型计算机的执行单元与对应的覆膜机的电源控制开关连接。
45.这样,当本技术检测到气泡后,计数器和计时器协同作用,用于检测一定时间内出现的气泡数,在微型计算机中设定单位时间值以及设定气泡数上限,当检测到设定时间内检测到的气泡数超过设定值时,表明覆膜机出现异常,此时微型计算机可以直接控制覆膜机停机,以减少损失。
46.另外还考虑到较小的气泡不一定能推动较大的检测板42灵敏转动,横轴41上对应设置有多个检测环43和多个检测板42,多个检测板42沿横轴41长度方向依次排布。这样,可将包装盒卡纸划分为多个检测区域,能降低检测板42翻转时克服的自身重力阻力,提高复检机构的检测灵敏性。
47.基于上述设定,在另一实施例中,还可以将信号发射器也对应设置多个,每个检测环43上均设置一个信号发射器,再将每个信号发射器进行不同的编号并识别进控制器中,这样当某一检测区域的检测板42检测到气泡并翻转时,对应该区域的信号发射器向控制器传输信号,不仅可以检测出气泡,还能检测出气泡的形成区域,方便操作人员进行定向检查设备。
48.本技术实施例一种包装盒照明检测装置的实施原理为:覆膜后的包装盒卡纸在检测架11上高速通行时,打光灯带31在包装卡纸上形成一条高亮的灯光条,高亮的灯光条能有效遮蔽包装盒卡纸上的各种彩色图案,工业相机2则对包装盒卡纸上的灯光条进行实时检测;当包装盒卡纸上覆膜出现气泡时,气泡内的热熔胶未能与薄膜和包装盒形成紧密贴合而呈现出雾状泛白,并且打光灯带31射出的光线在覆膜的气泡内折射时也会产生更大的光损失且会经外凸薄膜的折射形成更强的光散射现象,因而在工业相机2检测的视野内,灯光条在气泡区域形成暗区且存在泛白部,与灯光条其余区域的高亮光条形成明显的反差,工业相机2即可识别出该区域为气泡区,从而可在多彩印刷的包装盒卡纸上精准识别出气泡区域,提高了检测装置的检测效果和精度。
49.并且当该气泡越过检测板42的过程中,检测板42带动检测环43在横轴41上翻转,导电触片53接通第一导电条51和第二导电条52,此时信号发射器电源形成闭合回路并发出电信号给控制器,控制器判断工业相机2是否传出电信号,若信号发射器和工业相机2均给出电信号,则判定包装盒卡纸上存在凸起的气泡。这样能有效规避气泡较小时工业相机2漏检或者包装盒卡纸传输时抖动造成复检机构错检的情况。
50.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1