包括通孔的装置及用于制造通孔的方法和材料与流程
包括通孔的装置及用于制造通孔的方法和材料
1.背景
技术领域
2.本申请根据35u.s.c.
§
119要求2019年7月19日提交的系列号为62/876131的美国临时申请和2018年10月19日提交的系列号为62/747959的美国临时申请的优先权权益,本文以它们各自的内容为基础并通过引用将其全文纳入本文中。
3.本公开一般涉及贯穿玻璃通孔。更具体地,涉及用于电子装置的激光形成的贯穿玻璃通孔。
背景技术:
4.微发光二极管(microled)显示器相比于液晶显示器(lcd)和有机发光二极管(oled)显示器可以具有更高的亮度和更高的对比度。根据具体的应用,microled显示器可以具有其他益处。为了能够获得高分辨率和大面积显示器,人们有兴趣制造具有基于低温多晶硅(ltps)或氧化物薄膜晶体管(tft)的有源矩阵背板的microled显示器。显示器构造可以包括顶部发光microled面板,并且驱动板位于显示器背板上。如果这些显示器面板用于大面积的拼接显示应用,则两个基材表面之间的电学互连应以能够获得紧密的拼接块之间的间距(例如,拼接块之间的间距小于100微米)来制造。
5.玻璃基材中的金属化通孔可以用于将玻璃基材的第一侧上的部件电学互连到玻璃基材的第二侧上的部件。在玻璃基材中制造通孔有多种方法。然而,这些方法主要集中于在薄玻璃(例如,小于0.3毫米)中以高密度制造高品质通孔,以及集中在小的基材尺寸(例如,小于300毫米)上。一种制造通孔的方法使用激光损伤和数小时的玻璃蚀刻过程。使用激光损伤和数小时的玻璃蚀刻过程所制造的通孔具有近乎垂直的侧壁。为了能够利用现有一代的大尺寸显示器玻璃加工,需在厚度大于约0.3毫米的玻璃基材中制造通孔。若将通孔纵横比限制在约5:1的值,则直侧壁结构的通孔直径要为约60微米。该60微米直径将占据像素布局内的显著空间。此外,使用针对中介层或其他应用进行了优化的通孔制造过程导致在成本较高的工艺中制造过度设计的通孔。激光可以用于在玻璃中产生贯穿玻璃通孔或微孔。然而,基于直接激光烧蚀的微孔钻取产生不期望的碎屑并且还产生围绕微孔的边。
技术实现要素:
6.本公开的一些实施方式涉及一种装置。所述装置包括玻璃基材,多个电子部件,金属化层和多个通孔。所述多个电子部件位于玻璃基材的第一表面上。金属化层位于与第一表面相对的玻璃基材的第二表面上。所述多个通孔延伸穿过玻璃基材。至少一个通孔与电子部件和金属化层电学连通。至少一个通孔包括第一表面处的第一直径以及第二表面处的第二直径,所述第二直径大于所述第一直径,使得第二直径与第一直径的比值大于1.5:1。
7.本公开的其他实施方式涉及一种制造通孔的方法。所述方法包括在玻璃基材的第一表面上施加第一凝胶层。所述方法包括激光烧蚀玻璃基材以形成贯穿玻璃基材的通孔,
使得来自激光烧蚀的碎屑被捕获在第一凝胶层中。所述方法包括从第一表面移除第一凝胶层。
8.本公开的其他实施方式涉及用于收集由激光烧蚀导致的碎屑的材料。材料包括第一溶液和第二溶液。第一溶液包括在水中的5重量%至10重量%的聚乙烯醇(pva)。第二溶液包括在水中的1重量%至10重量%的四硼酸钠。
9.本公开的另一些实施方式涉及一种装置。所述装置包括玻璃基材,多个电子部件,金属化层和多个通孔。所述多个电子部件位于玻璃基材的第一表面上。金属化层位于与第一表面相对的玻璃基材的第二表面上。所述多个通孔延伸穿过玻璃基材。至少一个通孔与电子部件和金属化层电学连通。至少一个通孔至少部分被绝缘、导电或半导体材料填充。
10.本文公开的方法和材料可以用于形成包括激光形成的贯穿玻璃通孔的装置,所述激光形成的贯穿玻璃通孔基本上无碎屑且基本上无边。可以利用激光烧蚀来迅速且廉价地制造通孔,并且使用凝胶层来收集碎屑及防止在通孔周围形成边。因此,可以在不使用有毒化学品的情况下形成通孔,所述有毒化学品常用于使用激光损伤和蚀刻过程形成的通孔。在相同的基材中可以形成形状和尺寸不同的通孔。还可以形成具有各种各样锥角的通孔。另外,可以在基材上制造其他部件(例如电子部件)之前或之后形成通孔。用于在激光烧蚀期间收集碎屑以及最大程度地减少边的形成的凝胶层可被重复使用。
11.在以下的具体实施方式中给出了其他特征和优点,其中的部分特征和优点对本领域的技术人员而言,根据所作描述就容易看出,或者通过实施包括以下具体实施方式、权利要求书以及附图在内的本文所述的各个实施方式而被认识。
12.应理解,前面的一般性描述和以下的具体实施方式都仅仅是示例性的,并且旨在提供用于理解权利要求的性质和特性的总体评述或框架。所附附图提供了进一步理解,附图被结合在本说明书中并构成说明书的一部分。附图说明了一个或多个实施方式,并与说明书一起用来解释各种实施方式的原理和操作。
13.附图简要说明
14.图1是包括多个通孔的示例性装置的截面图;
15.图2a
‑
2c是具有线性侧壁的示例性通孔的截面图;
16.图2d、3a和3b是具有弯曲侧壁的示例性通孔的截面图;
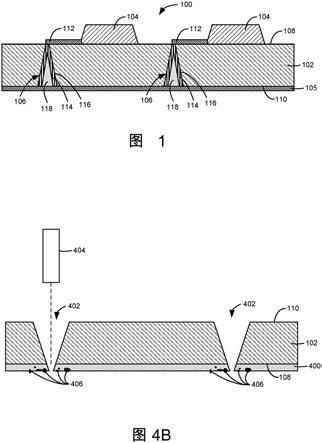
17.图4a
‑
4c是例示了在玻璃基材的一侧上使用凝胶层来制造通孔的一种示例性方法的截面图;
18.图5a
‑
5c是例示了在玻璃基材的两侧上使用凝胶层来制造通孔的一种示例性方法的截面图;
19.图6a和6b是例示了在玻璃基材的两侧上施加凝胶层之前在玻璃基材上制造部件的一种示例性方法的截面图;
20.图7a是用于在使用前收集因激光烧蚀导致的碎屑的一种示例性材料的截面图;以及
21.图7b是图7a的示例性材料在使用后的截面图。
具体实施方式
22.下面将详细说明本公开的实施方式,这些实施方式的实例在附图中示出。只要可
能,在附图中使用相同的附图标记表示相同或相似的部分。但是,本公开可以以许多不同的形式实施并且不应被解读成限于本文中提出的实施方式。
23.本文中,范围可以表示为从“约”一个具体值开始和/或至“约”另一个具体值终止。当表述这样的范围时,另一个实施方式包括自所述一个具体数值始和/或至所述另一具体数值止。类似地,当用先行词“约”将数值表示为近似值时,应理解具体数值构成了另一个实施方式。还应理解,每个范围的端点在与另一个端点有关及独立于另一个端点时都是重要的。
24.本文所用的方向术语——例如上、下、右、左、前、后、顶、底、垂直、水平——仅仅是参照绘制的附图而言,并不用来暗示绝对的取向。
25.除非另有明确说明,否则本文所述的任何方法不应理解为其步骤需要按具体顺序进行,或者对于任何装置,需要具体的取向。因此,如果方法权利要求没有实际叙述其步骤要遵循的顺序,或者任何设备权利要求没有实际叙述各组件的顺序或取向,或者权利要求书或说明书中没有另外具体陈述步骤限于具体顺序,或者没有叙述设备组件的具体顺序或取向,那么在任何方面都不应推断顺序或取向。这适用于解释上的任何可能的非表达性基础,包括:涉及步骤安排的逻辑问题、操作流程、组件的顺序或组件的取向问题;由语法组织或标点派生的明显含义问题和说明书中描述的实施方式的数量或类型问题。
26.除非文中另有明确说明,否则如本文中所用的单数形式的“一个”、“一种”和“该/所述”包括复数指代形式。因此,例如,提到的“一种”部件包括具有两种或更多种这类部件的方面,除非文本中有另外的明确表示。
27.相比于中介层或其他应用,在显示应用中,基材可以更大,玻璃可以更厚,可以使用相对较少的通孔,并且可以放宽一些通孔要求。例如,对于边缘尺寸大于约100毫米、200毫米、300毫米、400毫米、500毫米、700毫米、1000毫米或2000毫米的玻璃基材,玻璃厚度可以小于约2毫米、1毫米、0.7毫米、0.6毫米、0.5毫米、0.4毫米或0.3毫米。这些玻璃基材边缘尺寸和玻璃厚度的组合可能增加对通孔直径的限制并增加在像素布局内进行布置的难度。虽然以玻璃来描述基材,但是在某些示例性实施方式中,基材可以是陶瓷或玻璃陶瓷材料。在另一些实施方式中,基材可以包括具有基本上相似或不同材料的多个层。
28.因此,本文公开了玻璃电子器件基材,其可以用于显示器。随着显示器分辨率增加,在像素内具有更少的区域来容纳发射体、tft、导线和其他部件。出于该原因,应最大程度地减小像素内的部件尺寸。此外,对于顶部发射的拼接显示器,在基材顶表面与背表面之间可以使用电学互连。在玻璃基材的顶部上使用顶部发射的microled显示器[例如,microled和tft矩阵(例如,ltps、氧化物、asi或有机半导体)]应与位于玻璃基材下方的驱动板电学互连。电通孔可以提供这种互连能力。这些通孔应具有最小的尺寸和高度对准的布置,以适合高分辨率显示像素的拥挤布局。通常的像素在垂直或水平方向上可以具有小于约1毫米或小于约700微米、500微米、400微米、300微米或200微米的像素间距。虽然具体提到了tft有源矩阵,但是对小直径高对准的通孔的需求也适用于无源矩阵和直接驱动构造。相比于先前的制造过程,使用本文公开的通孔和通孔制造过程的显示应用或其他应用使得具有更快的通量和更低的成本。虽然将microled显示器作为实例来论述,但是其他应用可以包括液晶显示器、oled显示器和非显示装置。
[0029]
现在参考图1,其描绘了一种示例性的装置100的截面图。装置100包括玻璃基材
102,多个电子部件104,金属化层105和多个通孔106。在某些示例性实施方式中,装置100是显示装置,并且所述多个电子部件104包括多个薄膜晶体管。在另一些实施方式中,装置100是非显示装置,并且电子部件一般可存在于基材的两个表面上。所述多个电子部件104位于玻璃基材102的第一表面108上。金属化层105位于与第一表面108相对的玻璃基材102的第二表面110上。所述多个通孔106延伸穿过玻璃基材102。每个通孔106通过导体112与金属化层105和电子部件104电学连通。在另一些实施方式中,通孔106可以与电子部件104直接物理接触。还可以存在不与金属化层电学连通的通孔结构。通孔可以距离表面上的最近的电学部件约500微米、200微米、100微米、50微米、20微米或10微米以内。每个通孔106包括第一表面108处的第一直径以及第二表面110处的第二直径,所述第二直径大于所述第一直径,这将参考图2a
‑
2b在下文有更详细描述。每个通孔106可以从第二表面110到第一表面108逐渐变细。因此,每个通孔106在第一表面108处的直径小于第二表面110处的直径。相比于不逐渐变细的通孔,每个通孔106在第一表面108处的更小直径允许电子部件104之间的间距减小。这样,可以在拥挤的高分辨显示器背板内精确放置通孔106。
[0030]
玻璃基材102可以例如具有在第一表面108与第二表面110之间的厚度,该厚度例如可以大于或等于约0.3毫米。每个通孔106可以包括在第一表面108与第二表面110之间的线性侧壁116。每个通孔106可以在通孔的侧壁116上包括保形导电层114(例如cu)。保形导电层114可以形成在第一表面108处被截断的圆锥形状。通过减小导电材料114与玻璃基材102的差异化热膨胀的影响,保形导电层114能够与高温装置加工相容。在另一些实施方式中,每个孔106可以被导电材料完全填充。
[0031]
每个通孔106的保形导电层114能够经受得住更高的温度偏差而不会发生被导电材料完全填充的通孔中观察到的失效。例如,完全填充的通孔可能遭受在通孔周围的玻璃中应力开裂以及导电材料从通孔冲出的问题。这是由于导电材料与周围玻璃之间的热膨胀错配所致。如果通孔被保形填充并且在一端截断,则通孔能够经受得住热偏差,例如,大于约300℃、400℃、500℃或600℃。每个通孔106的保形导电层114在每个通孔的侧壁116上可以具有小于约50微米、20微米、10微米、5微米、2微米或1微米的厚度。
[0032]
在某些示例性实施方式中,每个通孔106在每个通孔的侧壁116上的保形导电层114内可以填充有材料118。无论是绝缘、导电或半导电的,材料118还可以具有每摄氏度大于约百万分之20、15、10或5的热膨胀系数。填充每个通孔106的材料118可以使工艺污染最小化,提供机械支承,或者提供其他作用。例如,溶胶
‑
凝胶材料可以用于材料118。溶胶
‑
凝胶材料可以与ltps、氧化物、asi或有机tft加工相容。溶胶
‑
凝胶材料还可以经受得住大于约300℃、400℃、500℃或600℃的热偏差。在某些示例性实施方式中,材料118可以不像图1所示那样完全填充通孔。以体积计,在每个通孔的侧壁116上的保形导电层114之间的材料118可以填充大于约10%、20%、50%、80%、90%、95%或99%的空缺(opening)。材料118还可以延伸超过通孔的表面开口。还可以使用另外的合适材料118,包括但不限于玻璃、玻璃陶瓷或者热膨胀系数小于、大于或等于相邻基材102的其他合适材料。
[0033]
图2a和2b分别是示例性通孔200a和200b的截面图。通孔200a和200b各自穿过包括第一表面108和第二表面110的玻璃基材102来形成。通孔200a和200b从第二表面110到第一表面108逐渐变细,并且在第一表面108与第二表面110之间包括线性侧壁116a。总体上,通孔200a和200b可以具有截头体形状。通孔200a包括在第一表面108处的第一直径202a和第
二表面110处的第二直径204a,所述第二直径204a大于所述第一直径202a。同样地,通孔200b包括在第一表面108处的第一直径202b和第二表面110处的第二直径204b,所述第二直径204b大于所述第一直径202b。然而,对于通孔200b,第一直径202b和第二直径204b分别大于通孔200a的第一直径202a和第二直径204a。在另一些实施方式中,通孔200a和200b可以具有对每个通孔相似的一个直径以及对每个通孔不同的另一个直径。
[0034]
第一直径202a或202b可以在装置侧上(即,玻璃基材102的第一表面108上),并且例如小于约100微米、50微米、40微米、30微米、20微米、或10微米。相较之下,玻璃基材110的第二侧110上的第二直径204a或204b的直径例如可以大于约50微米、100微米、150微米或200微米。在某些实施方式中,第二直径204a与第一直径202a的比值以及第二直径204b与第一直径202b的比值例如可以分别大于约1.5:1、2:1、5:1、10:1或15:1。玻璃基材102的厚度与第一直径202a或202b的比值例如可以大于约2:1、5:1、10:1、20:1或50:1。图2a和2b所示的通孔形状与用于中介层和其他应用的通孔形状(即,具有垂直侧壁的通孔)形成了对照。当然,图2a和2b所示的通孔形状可以是其他合适的形状,例如圆柱形状(参见例如图2c)或沙漏形状(参见例如图2d)。
[0035]
在玻璃基材102的第一表面108处的较小的第一直径202a和202b能够实现在高分辨显示器的拥挤的像素布局内有效地集成。在玻璃基材102的第二表面110处的较大的第二直径204a和204b能够实现有效的金属化以及放宽背侧图案化设计规则。一般而言,通孔200a和200b的结构允许在需要精确的像素布局和集成的玻璃基材的一侧上使用更小的通孔尺寸,同时在更加得益于放宽对准容差的玻璃基材一侧上允许有更大的通孔尺寸。针对显示应用或非显示应用的一些装置设计通过在相同的基材表面上具有小直径的通孔,可以具有最有效的布局。其他设计可以得益于在基材的一个表面上具有直径更小的一些通孔,并且在基材的另一表面上具有小直径的其他通孔。
[0036]
通孔200a和200b例如可以被放置在距离除用于纯电学连接的部件以外的电子部件小于约100微米、50微米、20微米或10微米的位置。例如,电子部件可以包括tft、电容器、感应器、集成电路(ic)或其他部件。更小的第一直径202a和202b能够实现这种与其他部件紧密接近。
[0037]
在某些示例性实施方式中,在单个玻璃基材102中,例如在图1的装置100中可以形成具有不同尺寸的两种通孔200a和200b。例如,装置100中的多个通孔106的第一部分的每个通孔可以具有比装置100中的多个通孔106的第二部分的每个通孔更大的尺寸。在另一些实施方式中,单个玻璃基材102可以包括具有不同尺寸的三种或更多种通孔。这与单个基材内的典型通孔形成对照,其中,由于使用典型的激光损伤和蚀刻过程并且在该典型的激光损伤和蚀刻过程中所有的通孔位置经历相似的蚀刻条件,因此典型的通孔均具有相同的尺寸。然而,在本公开中,由于可以在相同的成形阶段在单个基材上形成直径不同的通孔,因此,在不经历显著增加工艺步骤的情况下,通孔的直径可以在整个基材上变化。例如,可以形成直径较小的通孔以承载数据信号,可以形成直径较大的通孔以承载单个玻璃基材内的较高的电流驱动功率。
[0038]
图3a和3b分别是示例性通孔300a和300b的截面图。通孔300a和300b各自穿过包括第一表面108和第二表面110的玻璃基材102来形成。通孔300a和300b从第二表面110到第一表面108逐渐变细,并且在第一表面108与第二表面110之间包括弯曲侧壁116b。通孔300a包
括在第一表面108处的第一直径302a和第二表面110处的第二直径304a,所述第二直径304a大于所述第一直径302a。同样地,通孔300b包括在第一表面108处的第一直径302b和第二表面110处的第二直径304b,所述第二直径304b大于所述第一直径302b。然而,对于通孔300b,第一直径302b和第二直径304b分别大于通孔300a的第一直径302a和第二直径304a。在另一些实施方式中,通孔300a和300b可以具有对每个通孔相似的一个直径以及对每个通孔不同的另一个直径。在某些示例性实施方式中,在单个玻璃基材102中,例如在图1的装置100中,可以形成通孔300a和300b二者。
[0039]
在金属化和通孔填充过程期间,弯曲侧壁116b可以有益于迫使导电材料的桥接发生在较小的第一直径302a和302b所处的表面。这种桥接可以自然形成在玻璃基材102的第一表面108处被截断的通孔。第一直径302a和302b以及第二直径304a和304b的尺寸可以分别类似于如前文参照图2a和2b所述的第一直径202a和202b以及第二直径204a和204b的尺寸。在某些示例性实施方式中,在单个基材内可以存在具有不同侧壁几何的通孔。例如,在同个基材内可以存在具有相同或不同直径的线性逐渐变细,非线性逐渐变细,线性垂直,非线性垂直,或者其他通孔截面几何。这些通孔可以相同的方向取向或者也可以相反取向。
[0040]
图4a
‑
4c是例示了在玻璃基材的一侧上使用凝胶层来制造通孔的一种示例性方法的截面图。图4a是玻璃基材102和凝胶层400的截面图。凝胶层400被施加在玻璃基材102的第一表面108上。在某些示例性实施方式中,施加凝胶层400可以包括向玻璃基材102的第一表面108喷涂凝胶层400。在另一些实施方式中,施加凝胶层400可以包括向玻璃基材102的第一表面108旋涂凝胶层400。凝胶层400可以施加到大于或等于约0.5毫米的厚度。凝胶层400在玻璃基材102的第一表面108上提供了临时保护涂层,以在激光烧蚀过程(图4b)期间保护第一表面108。凝胶层400用于收集在激光烧蚀期间产生的碎屑,并且使在激光烧蚀期间可能在每个通孔周围产生的任何峰谷边缘高度最小化。虽然以凝胶来描述所述材料,但是该层可以包括临时施加于基材并且产生保形涂层的替代性材料。
[0041]
在凝胶层的两种施加方法(即,喷涂和旋涂)中,可以采用两步施加材料。例如,在第一步中,可以施加聚乙烯醇(pva)溶液层,施加到大于约0.5毫米的厚度,以覆盖玻璃基材。在第二步中,可以使四硼酸钠溶液在pva上结雾。在某些示例性实施方式中,施加凝胶层400可以包括:施加在水中的约5重量%至10重量%的pva的第一溶液层,以及在第一溶液层上使在水中的约1重量%至10重量%四硼酸钠的第二溶液结雾。在施加凝胶层400之后,准备对玻璃基材102进行激光烧蚀。或者,如果期望在施加之后具有某凝胶层400厚度,可以在激光烧蚀之前从溶液中蒸发出水以薄化凝胶层。在玻璃基材102上形成凝胶层400确保了在凝胶层与玻璃基材之间没有空气间隙。此外,在玻璃基材102上形成凝胶层400允许具有可变的表面状况。虽然传统的保护层需要施加于平坦表面,但是可以将凝胶层400施加于玻璃基材102上的所有存在结构,例如,电子部件或者玻璃的物理特征,这将在下文参考图6a
‑
6b进行更详细描述。
[0042]
图4b是激光烧蚀以形成通孔402之后,玻璃基材102和凝胶层400的截面图。激光器404用于对玻璃基材102进行激光烧蚀以形成贯穿玻璃基材102的通孔402,使得来自激光烧蚀的碎屑406被捕获在凝胶层400中。激光烧蚀从玻璃基材102的第二表面110到第一表面108,以形成通孔,所述通孔包括在第一表面108处的第一直径和第二表面110处的第二直径,所述第二直径大于所述第一直径。在某些实施方式中,较大的第二直径与较小的第一直
径之间的比值例如可以在约1.5至约15之间变化。如下文更详细描述,由于凝胶层400,碎屑406基本上不重新形成到玻璃基材102上。由于碎屑406基本上不重新形成到玻璃基材102上,因此玻璃基材的表面不会变得明显粗糙,因而减少或消除了对玻璃基材进行抛光的需要。在激光烧蚀期间,激光入射到的凝胶层400处的凝胶被激光束迫使离开,因此,该凝胶不与玻璃基材102结合。
[0043]
如果激光是脉冲的,并且在玻璃基材上没有凝胶层,则被烧蚀的材料围绕整个通孔在玻璃基材的表面上重新形成,甚至形成高到几毫米。碎屑可能足够得热,使得碎屑可以附接于玻璃基材表面并且变成玻璃的一部分。通过抛光或蚀刻可以移除这种碎屑。当凝胶层400在玻璃基材102的表面上(如图4b所示)并且激光是脉冲时,碎屑不重新形成到玻璃基材的第一表面108上,取而代之的是,碎屑406基本上被捕获在凝胶层400内。碎屑406被保持在凝胶层400中并且不接触玻璃基材102的第一表面108。除了凝胶层400收集碎屑外,在激光烧蚀后,凝胶重新形成(例如,凝胶是自修复的)到玻璃基材102的第一表面108上,以保护新形成的通孔不受其他碎屑或激光损伤的副产物影响。其他保护性材料层作为一次性使用,其中,一旦激光被引入到该斑点,保护性材料也被烧蚀掉,并且无法保护新形成的通孔不受额外的碎屑影响。
[0044]
当激光404被引入到无凝胶层的玻璃基材102并且烧蚀玻璃基材时,激光将远离通孔中间的周围材料也熔化了。在内部,这种熔化造成玻璃基材的局部压实,并且朝着通孔的开口,材料被向上推并远离玻璃基材,从而形成了可以为微米级的边。在添加凝胶层400的情况下,在玻璃基材102的第一表面108上不发生边的形成,或者以显著更低的水平发生。这有助于保持玻璃基材102的表面品质,以使得通孔对多种用途均可及,而不会因为边的缘故具有障碍。
[0045]
激光烧蚀可以利用单个激光器404(例如,co2激光器)进行,以产生逐渐变细的结构而无需显著的蚀刻。如果需要,蚀刻过程仍然可以用作清洁步骤来完成通孔的形成。消除了显著的蚀刻步骤大大减少了与通孔形成相关的总工艺时间和成本,对于每个基材可以具有比其他应用更少通孔的显示应用来说尤其如此。消除或大大减少通孔蚀刻步骤而略微增加每个通孔的激光加工是一种权衡,其增加了总的工艺生产量。
[0046]
可以在实质性电子加工之前,在装置制造过程结束时,或者在装置制造过程中间,在玻璃基材102中形成通孔402。通孔形成过程的位置可以取决于通孔形成之前或之后可能发生的具体工艺步骤的要求。作为加工的部分,可以在通孔形成之前的任何步骤施加临时保护性凝胶层400,以及在通孔形成之后的任何步骤移除。此外,通孔形成可产生盲孔结构。在这种情况中,形成大部分的通孔,接着在之后的步骤,在直径较小侧上形成最终的开口或连接。这种最终的开口可以通过蚀刻过程形成。如果由光刻图案化的蚀刻过程控制,则可以极精确地控制直径较小的通孔开口的位置,以能够在像素内集成。这种小的蚀刻开口也可以在激光烧蚀过程之前产生。
[0047]
激光器404例如可以包括各种镜子和透镜(例如,1、2或4英寸透镜)。激光器404可以形成上直径(即,在第二表面110处)在约150微米至250微米之间且下直径(即,在第一表面108处)在约10微米至150微米之间的通孔402。在某些示例性实施方式中,可以使用xyz台(未示出)来使玻璃基材102相对于激光器404移动。激光器404例如可以具有5.5、9.3或10.6微米的波长。激光器404例如可以是30瓦特激光器以在200微秒的波形中提供几百个50微秒
脉冲用于形成每个通孔402。激光器404也可以是80瓦特激光器以在280微秒的波形中提供27个微秒脉冲用于形成每个通孔402。在另一些实施方式中,通过提供在小于或等于约15毫秒内将孔烧蚀穿的脉冲群,可以使用其他激光功率和波形来形成每个通孔402。激光束不受凝胶层400的阻碍。
[0048]
图4c是在移除了凝胶层400后,玻璃基材102的截面图。从玻璃基材102的第一表面108移除凝胶层400。在激光加工玻璃基材102之后,凝胶层400仍然完整并且包含碎屑406。当要移除凝胶层400时,可以使用任何合适的工艺来移除凝胶层。移除凝胶层400的一种方式是通过剥离掉凝胶层并留下干净的表面。移除凝胶层400的另一种方式是通过使凝胶层溶解在水中或者水和表面活性剂清洁剂溶液中。这两种方法将留下不含碎屑的玻璃基材102的第一表面108。如果需要,在移除凝胶层400后,可以将该凝胶层放置到另一个基材上并且重复使用而不是弃去。凝胶层的多次使用可以降低成本以及节约材料成本。为了重复使用凝胶层400,可以从一个基材剥离掉凝胶层并放置到另一个基材上,并且可以施加少量的力以使凝胶层粘着于基材。
[0049]
图5a
‑
5c是例示了在玻璃基材的两侧上使用凝胶层来制造通孔的一种示例性方法的截面图。图5a是玻璃基材102、第一凝胶层500a和第二凝胶层500b的截面图。第一凝胶层500a被施加在玻璃基材102的第一表面108上。第二凝胶层500b被施加在玻璃基材102的第二表面110上。在某些示例性实施方式中,施加每个凝胶层500a和500b可以包括向玻璃基材102的第一表面108喷涂第一凝胶层500a以及向玻璃基材102的第二表面110喷涂第二凝胶层500b。在另一些实施方式中,施加每个凝胶层500a和500b可以包括向玻璃基材102的第一表面108旋涂第一凝胶层500a以及向玻璃基材102的第二表面110旋涂第二凝胶层500b。
[0050]
施加每个凝胶层500a和500b例如可以包括:针对每个凝胶层500a和500b,施加在水中的5重量%至10重量%的聚乙烯醇(pva)的第一溶液层,以及在第一溶液层上使在水中的1重量%至10重量%四硼酸钠的第二溶液结雾。第一凝胶层500a和第二凝胶层500b例如均可以施加到大于或等于约0.5毫米的厚度。凝胶层500a和500b在玻璃基材102的第一表面108和第二表面110上提供了临时保护涂层,以在激光烧蚀过程(图5b)期间分别保护第一表面108和第二表面110。凝胶层500a和500b用于收集在激光烧蚀期间产生的碎屑,并且使在激光烧蚀期间可能在每个通孔周围产生的任何峰谷边缘高度最小化。例如,如果不使用凝胶层,则峰谷边缘高度(即,边的顶部到基材表面的高度)可以大于约1微米、5微米、10微米或30微米。通过在激光烧蚀期间使用凝胶层,峰谷边缘高度例如可以小于约1微米、0.5微米、0.1微米、0.05微米或0.02微米。通过在激光烧蚀期间使用凝胶,峰谷边缘高度例如可以在1
‑
500纳米、2
‑
100纳米或5
‑
20纳米的范围内。
[0051]
图5b是激光烧蚀以形成通孔502之后,玻璃基材102、第一凝胶层500a和第二凝胶层500b的截面图。激光器404用于对玻璃基材102进行激光烧蚀以形成贯穿玻璃基材102的通孔502,使得来自激光烧蚀的碎屑506a被捕获在第一凝胶层500a中,并且来自激光烧蚀的碎屑506b被捕获在第二凝胶层500b中。激光烧蚀从玻璃基材102的第二表面110到第一表面108,以形成通孔,所述通孔包括在第一表面108处的第一直径和第二表面110处的第二直径,所述第二直径大于所述第一直径。第一凝胶层500a和第二凝胶层500b也基本上防止了在第一表面108上和第二表面110上分别形成围绕每个通孔502的边。
[0052]
图5c是在移除第一凝胶层500a和第二凝胶层500b之后,玻璃基材102的截面图。第
一凝胶层500a从玻璃基材102的第一表面108移除,并且第二凝胶层500b从玻璃基材102的第二表面110移除。每个凝胶层500a和500b例如可以通过分别从第一表面108和第二表面110剥离凝胶层,或者通过洗涤(例如用水洗涤)玻璃基材102以溶解凝胶层500a和500b来移除,如上文参考图4c所述。
[0053]
图6a和6b是例示了在玻璃基材的两侧上施加凝胶层之前,在玻璃基材上制造部件的一种示例性方法的截面图。图6a是设备600的截面图。设备600包括玻璃基材102,并且在玻璃基材102的第一表面108上具有电子部件602和604以及玻璃特征606和608。可以在施加图5的第一凝胶层500a或第二凝胶层500b之前,在玻璃基材102的第一表面108上制造电子部件602和604以及玻璃特征606和608。
[0054]
图6b是施加了第一凝胶层500a和第二凝胶层500b的图6a的设备600的截面图。第一凝胶层500a被施加在玻璃基材102的第一表面108上,并且覆盖电子部件602和604以及玻璃特征606和608。因此,电子部件602和604以及玻璃特征606和608在激光烧蚀期间受到保护而不受碎屑影响。第二凝胶层500b被施加在玻璃基材102的第二表面110上。接着可以如前所述以及如参考图5b所示,由激光器404来加工设备600以形成通孔。
[0055]
图7a是用于在使用前收集因激光烧蚀导致的碎屑的一种示例性材料700的截面图。材料700可以包括在水中的5重量%至10重量%的聚乙烯醇(pva)的第一溶液以及在水中的1重量%至10重量%的四硼酸钠的第二溶液。材料700的粘度可以在60,000至140,000np(npoise)之间。在另一些实施方式中,材料700可以由具有类似粘度的其他溶液形成。材料700可以是如图7a所示的发粘片,其附接于待被激光烧蚀的基材(例如,前文所述的玻璃基材102)。
[0056]
材料700的组成便宜且无毒。由于材料700为非牛顿固体,因此在使用后可以从基材剥离掉该材料。由于材料700由可溶于水的离子和聚合物制成,因此如果通过水洗涤来移除凝胶后在基材上留有任何残余物,则材料700还允许容易的清洁。
[0057]
图7b是使用后的示例性材料700的截面图,其中,碎屑702被捕获在材料700内。发粘的材料700的片材可以重复使用,因此,材料700可以附接于待被激光烧蚀的另外的基材,以在对另外的基材进行激光烧蚀期间,收集额外的碎屑。通过将材料700用于在玻璃基材中激光烧蚀通孔,不需要后续的化学蚀刻。材料易被施加于基材并且在激光烧蚀之后易通过剥离掉材料来移除。可以将材料施加在整个预先存在的表面特征上并且顺从于它们的形状。所述材料收集来自激光烧蚀的碎屑,因此得到了无碎屑的表面。此外,围绕通孔的边的形成显著减少。通过使用材料700,用于形成通孔的过程成本低且快速,并且具有简单且便宜的设置。最后,本文公开的使用材料700的通孔形成过程可以用于不同的玻璃类型和应用。
[0058]
对本领域的技术人员而言显而易见的是,可以对本公开的实施方式进行各种修改和变动而不偏离本公开的精神和范围。因此,本公开旨在覆盖这些修改和变动,只要这些修改和变动在所附权利要求和其等同内容的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1