一种锂电池极片辊压预热装置的制作方法
[0001]
本实用新型涉及锂电池辊压技术领域,尤其涉及一种锂电池极片辊压预热装置。
背景技术:
[0002]
锂离子电池作为新型动力能源,以其高能量密度优势广泛应用在新能源汽车领域。由于极片厚度一致性及极片外观品质对产品性能有重要影响,厚度不一致将使产品一致性下降。因此,锂电池在生产过程中极片辊压是电池生产的关键工序。然而,由于高压实密度下的电池极片容易造成应力增加,导致极片发生变形或者断裂,以致后工序加工困难产生报废,且辊压过程产生的应力也会对电池的充放电性能造成影响,导致电池使用寿命下降。
技术实现要素:
[0003]
为解决背景技术中存在的技术问题,本实用新型提出一种锂电池极片辊压预热装置。
[0004]
本实用新型提出的一种锂电池极片辊压预热装置,包括:导向平台和安装在导向平台上的第一加热机构与第二加热机构,所述第一加热机构与第二加热机构相对布置,且二者之间的间距可调;第一加热机构和第二加热机构包括具有u形槽口且可连接电源并在通电后发热的加热块,且第一加热机构与第二加热机构中加热块的开口分别朝向对方。
[0005]
优选地,第一加热机构和第二加热机构中的加热块的加热方式为磁加热。
[0006]
优选地,加热块包括基块体和缠绕在基块体上的线圈。
[0007]
优选地,导向平台包括第一导向平台和与第一导向平台相对的第二导向平台,所述第一加热机构滑动安装在第一导向平台上,第二加热机构滑动安装在第二导向平台上。
[0008]
优选地,第一导向平台上设有第一滑轨和位于第一滑轨一侧的第一测量尺;第二导向平台上设有与第一滑轨位于同一直线上的第二滑轨和位于第二滑轨一侧的第二测量尺;第一加热机构与第一滑轨滑动装配,第二加热机构与第二滑轨滑动装配。
[0009]
本实用新型中,利用第一加热机构和第二加热机构中的加热块可在极片进行辊压作业时分别从极片的两侧对其边缘部分进行加热,从而可有效提高极片的辊压效果,且整个加热过程无需加热块与极片接触,避免了接触污染。
附图说明
[0010]
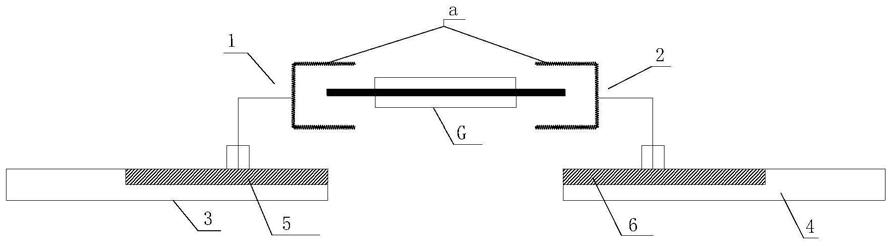
图1为实用新型提出的一种锂电池极片辊压预热装置的结构示意图。
具体实施方式
[0011]
下面,通过具体实施例对本实用新型的技术方案进行详细说明。
[0012]
如图1所示,图1为实用新型提出的一种锂电池极片辊压预热装置的结构示意图。
[0013]
参照图1,本实用新型提出的一种锂电池极片辊压预热装置,包括:导向平台和安
装在导向平台上的第一加热机构1与第二加热机构2,所述第一加热机构1与第二加热机构2相对布置,且二者之间的间距可调;第一加热机构1和第二加热机构2包括具有u形槽口且可连接电源并在通电后发热的加热块a,且第一加热机构1与第二加热机构2中加热块a的开口分别朝向对方。
[0014]
在进行极片辊压作业时,预先将第一加热机构1与第二加热机构2分别布置在极片g输送方向的两侧,并调整第一加热机构1与第二加热机构2之间的间距,以使极片g两侧的侧边分别从第一加热机构1和第二加热机构2中加热块a的槽口中穿过,以利用加热块a在极片g进入辊压工位前预先对其加热。
[0015]
由上可知,本实用新型利用第一加热机构1和第二加热机构2中的加热块可在极片g进行辊压作业时分别从极片g的两侧对其边缘部分进行加热,从而可有效提高极片的辊压效果,且整个加热过程无需加热块a与极片g接触,避免了接触污染。
[0016]
此外,本实施例中,第一加热机构1和第二加热机构2中的加热块a的加热方式为磁加热;加热块a包括基块体和缠绕在基块体上的线圈。该加热方式可有效缩短极片的加热升温时间,降低了加热能耗。
[0017]
此外,本实施例中,导向平台包括第一导向平台3和与第一导向平台3相对的第二导向平台4,第一导向平台3上设有第一滑轨和位于第一滑轨一侧的第一测量尺5;第二导向平台4上设有与第一滑轨位于同一直线上的第二滑轨和位于第二滑轨一侧的第二测量尺6;第一加热机构1与第一滑轨滑动装配,第二加热机构2与第二滑轨滑动装配。第一测量尺5与第二测量尺6的设置可调方便了解调整数据。
[0018]
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1