全自动扩晶机的制作方法
1.本发明涉及led封装技术领域,尤其是指全自动扩晶机。
背景技术:
2.led扩晶机也叫晶片扩张机或扩片机,用于生产led发光管、数码管、背光源等扩张晶片之间的距离。
3.扩晶工序整体的程序是由内环、外环、蓝膜通过对应位置的组装形成,而现有led扩晶大多为半自动化扩晶机,半自动化扩晶机存在以下问题:1、半自动化扩晶机只能局部性完成内环、外环或者蓝膜部件的工作,并不能完整性使得内环、外环、蓝膜组合,因此,生产效率仍然不足,仍有需要改进的地方,2、蓝膜原料上由于存在离型纸,所以在操作过程中需要先将离型纸撕除,再放入到设备上与内环、外环组合;3、在运输传递过程中,现有的运输装置大多为机械手对原料、产品进行运输,该方式不仅消耗了成本支出,同时也占用了操作所需要的空间位置;4、现有的扩晶机并不能完成对产品进行贴标达到标识作用,因此,在查询所生产的产品信息时存在困难,5、对于在产品生产程序中,并没有对废料进行收集的装置,使的在处理废料方面浪费了时间。
技术实现要素:
4.本发明为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
5.全自动扩晶机,包括机台,机台内部设置有基板,基板上设置有取内环组件、取蓝膜组件、取离型纸组件、取外环组件、扩晶运输载台、取废膜组件、取成品组件、贴标组件;基板上同时设置有第一槽位、第二槽位;第一槽位安装在取内环组件位置处,第二槽位安装在取蓝膜组件位置处;取内环组件包括有内环工位组、内环运输组;内环工位组安装在第一槽位其中一端;内环工位组用于存放内环,内环运输组用于将内环从内环工位组运输至扩晶运输载台上;取蓝膜组件包括有第一蓝膜工位组、第一蓝膜运输组、第二蓝膜工位组、第二蓝膜运输组;第一蓝膜工位组安装在第二槽位其中一端,第二蓝膜工位组安装在第二槽位另一端,第一蓝膜运输组安装在第二槽位侧端,第二蓝膜运输组安装在第二蓝膜工位组位置端;第一蓝膜工位组用于存放蓝膜,第一蓝膜运输组用于将蓝膜从第一蓝膜工位组运输至第二蓝膜工位组处,第二蓝膜运输组用于将第二蓝膜工位组处的蓝膜运输至扩晶运输载台上;取离型纸组件包括有撕纸组和废纸收集组,撕纸组安装在第一蓝膜运输组上,废纸收集组与第二槽位连通;撕纸组用于将第二蓝膜工位组处蓝膜上的离型纸撕除,废纸收集组用于接收收集撕纸组所撕除的离型纸;取外环组件包括有外环工位组、第一外环运输组、第二外环运输组;外环工位组用于存放外环,第一外环运输组用于将外环从外环工位组运输至第二外环运输组位置处,第二外环运输组用于接收第一外环运输组上的外环,以及将外环运输至扩晶运输载台上;扩晶运输载台包括有载台运输组、扩晶组;载台运输组安装在第一槽位侧端;载台运输组用于将扩晶运输载台运输至扩晶位置,扩晶组用于实现内环、蓝膜、外环贴合扩晶;取废膜组件包括有吸废膜组、废膜收集组;吸废膜组安装在与扩晶运输
载台用于扩晶位置的同一平面,废膜收集组与第一槽位连通,且吸废膜组、第一槽位、废膜收集组处于同一平面;吸废膜组用于将蓝膜成型的边角废料传递到废膜收集组;取成品组件包括有第一成品运输组、第二成品运输组、成品收集组;第一成品运输组配合第二成品运输组将扩晶过后的成品运输至成品收集组;贴标组件包括有条码打印机和条码运输组;条码运输组安装在第一成品运输组上,条码打印机安装在第一成品运输组端部;条码打印机用于生成条码标签,条码运输组用于将条码打印机所打印的条码标签运输并印在成品上;扩晶运输载台、第二外环运输组、第一成品运输组均可移动至与取废膜组件、第一槽位处同一平面位置处。
6.进一步地,取内环组件中,内环工位组包括有内环底板和下端开口的内环仓;内环运输组包括有内环运输板、内环驱动电机;内环底板固定在基板上,内环运输板活动安装在内环底板上,内环仓固定安装在内环运输板上;同时内环底板与内环运输板之间设置有用于内环运输板移动的内环导轨组;内环驱动电机固定端固定在内环底板上,内环驱动电机活动端固定在内环运输板上;内环仓呈叠放层形状;内环底板上同时设置有内环槽,内环仓、内环槽以及扩晶运输载台配合用于传输内环。
7.进一步地,取蓝膜组件中,第一蓝膜工位组包括有第一蓝膜台、第一扫描仪,第一扫描仪扫描部对准第一蓝膜台;第一蓝膜运输组包括有第一固定架、第一蓝膜运输导轨型材、第一蓝膜运输驱动电机、第一蓝膜滑动连接板、第一蓝膜升降电机、第一取膜板;第一蓝膜运输导轨型材固定在第一固定架外侧,第一蓝膜滑动连接板活动安装在第一蓝膜运输导轨型材外侧,第一取膜板活动安装在第一蓝膜滑动连接板外侧;第一蓝膜运输驱动电机用于驱动第一蓝膜滑动连接板移动,第一蓝膜升降电机驱动第一取膜板升降;且第一取膜板上阵列设置有多个第一蓝膜吸嘴;第二蓝膜工位组包括有第二蓝膜台、第二扫描仪,第二扫描仪扫描部对准第二蓝膜台;第二蓝膜运输组包括有第二固定架、第二蓝膜运输导轨型材、第二蓝膜运输驱动电机、第二蓝膜滑动连接板、第二蓝膜升降电机、第二取膜板;第二蓝膜运输导轨型材固定安装在第二固定架外侧,第二蓝膜滑动连接板活动安装在第二蓝膜运输导轨型材外侧,第二取膜板活动安装在第二蓝膜滑动连接板外侧;第二蓝膜运输驱动电机用于驱动第二蓝膜滑动连接板移动,第二蓝膜升降电机驱动第二取膜板升降;且第二取膜板上阵列设置有多个第二蓝膜吸嘴;其中,第二蓝膜台上阵列设置有多个蓝膜气孔。
8.进一步地,取离型纸组件中,撕纸组安装在第一蓝膜滑动连接板外侧,废纸收集组安装在第一蓝膜滑动连接板下方;撕纸组可移动至与废纸收集组、第二槽孔处同一平面位置处;撕纸组包括有撕纸升降电机、夹持板、夹持电机;撕纸升降电机驱动夹持板升降,夹持电机控制夹持板张合;撕纸组还包括有第三扫描仪,第三扫描仪对准位于第二槽位位置处的夹持板。
9.进一步地,取外环组件中,外环工位组包括有外环座、外环仓;第一外环运输组包括有第一外环固定架、第一外环导轨、升降板、顶升板;外环仓呈叠放层形状;外环仓安装在外环座上端,第一外环导轨固定安装在第一外环固定架外侧,升降板活动安装在第一外环导轨外侧,顶升板固定安装在升降板外侧;且顶升板活动安装在外环仓内;第二外环运输组包括有支架,支架上设置有推拉气缸、气缸连接板;推拉气缸控制气缸连接板移动;气缸连接板安装在顶升板上方;气缸连接板上设置有第一压板气缸、第二压板气缸、第一压板、第二压板,第一压板气缸控制第一压板升降,第二压板气缸控制第二压板升降,且第一压板吻
合安装在第二压板中部;同时第一压板上设置有外环抓;外环抓用于抓取顶升板上的外环,以及将第一压板所抓取的外环放置到扩晶运输载台上;其中,推拉气缸可控制气缸连接板移动至扩晶运输载台上方,第一压板气缸、第二压板气缸可驱动第一压板、第二压板移动贴合在扩晶运输载台上;第一压板、第二压板与扩晶组配合实现对产品的扩晶。
10.进一步地,扩晶运输载台中,载台运输组包括有运输载台、载台导轨组、载台运输电机;载台导轨组安装在第一槽位侧端,运输载台活动安装在载台导轨组上,载台运输电机驱动运输载台移动;扩晶组包括有有内环定位圈、外环定位圈、举升电机、温控器、导热件,且内环定位圈上环绕设置有切割片;外环定位圈安装在内环定位圈外围,且内定位环圈、外环定位圈均安装在运输载台上,举升电机驱动运输载台升降;导热件安装在运输载台内部,温控器实现导热件温度控制;内环定位圈用于定位内环放置,外环定位圈用于定位外环放置,切割片用于切割蓝膜,导热件导热用于内环、外环、蓝膜紧绷粘合。
11.进一步地,取废膜组件中,吸废膜组包括有废料固定板、废料压板,废料压板安装在废料固定板外侧,废料压板用于贴合蓝膜成型的边角废料;且废料压板中部设置有用于第一压板、第二压板以及第一成品运输组容置的成型槽,同时废料压板上阵列设置有多个废料吸嘴;废膜收集组包括有废膜框和废膜导杆,废膜框活动安装在废膜导杆上;其中,废料压板、第一槽位、废膜收集组处于同一平面位置。
12.进一步地,取成品组件中,第一成品运输组包括有第一成品运输导轨型材、第一成品运输驱动电机、第一成品滑动连接板、第一成品升降电机、第一取成品板;第一成品滑动连接板活动安装在第二蓝膜运输导轨型材外侧,第一取成品板活动安装在第一成品滑动连接板外侧;第一成品运输驱动电机用于控制第一取成品板移动,第一成品升降电机用于驱动第一取成品板升降;其中,第一取成品板上阵列设置有多个成品气嘴;第二成品运输组包括有第二成品运输导轨组、第二成品运输驱动电机、第二成品滑动载台、第二成品升降电机;第二成品滑动载台活动安装在第二成品运输导轨组上,第二成品运输驱动电机用于驱动第二成品滑动载台移动,第二成品升降电机用于驱动第二成品滑动载台升降;且第二成品滑动载台上阵列设置有多个气孔;成品收集组包括有成品底板和下端开口的成品仓,成品仓呈叠放层形状;成品仓固定在成品底板上,且成品底板上设置有成品仓开口与外部连通以及用于第二成品滑动载台容置的产品槽;成品仓内侧上阵列设置有多个滑动放置块,滑动放置块呈水平放置;滑动放置块其中一端与成品仓转动连接,滑动放置块另一端呈下端倾斜的梯形,且滑动放置块梯形端放置在成品仓内圈中;成品仓外围位置处还设置有第四扫描仪,第三扫描仪扫描部对准成品仓上端端部;其中,第二成品滑动载台活动运输在第一成品运输导轨型材端部与成品仓下方之间。
13.进一步地,贴标组件中,条码打印机安装在第一成品运输导轨型材端部;条码运输组包括有取贴条码板、条码升降电机;取贴条码板安装在第一成品滑动连接板外侧,条码升降电机用于驱动取贴条码板升降;且取贴条码板上阵列设置有多个条码气孔;取贴条码板与第一取成品板处于同一平面位置。
14.进一步地,机台下端设置有万向轮,机台上同时设置有信号灯、操控面板、多个功能按键以及多个门体。
15.本发明的有益效果是:
16.1、该装置为一个整体,通过取内环组件、取蓝膜组件、取离型纸组件、取外环组件、
扩晶运输载台、取废膜组件、取成品组件、贴标组件之间的配合使用,可实现各原料的运输、废料的清除以及产品的存放,使得能够全自动生产制备,大大提高了制备效率;
17.2、在取蓝膜组件上加载有取离型纸组件,即保证了蓝膜在放置过程中能够完整、不起皱、以及蓝膜表层的清洁度,同时保证了蓝膜在运输途中能够同步撕除离型纸,即提高了制备效率,也增强了产品的质量;
18.3、该装置的存放仓采用了叠放层形状,大大减小在放置原料以及产品时所占有的平面空间,同时通过对孔方式对原料以及产品的运输存放进行操作,去除了传统全采用机械手运输方式,节约了支出成本;
19.4、加载了产品贴标组件,可在生产产品的同时完成贴标,可便于精准查询所生产产品的信息,同时节省了后加工贴标程序;
20.5、通过在生产过程中完成对废纸和废膜的去除和收集,避免了对组件运作的干扰,以及后续处理废纸和废膜的时间成本。
21.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
22.图1为机台外部结构示意图。
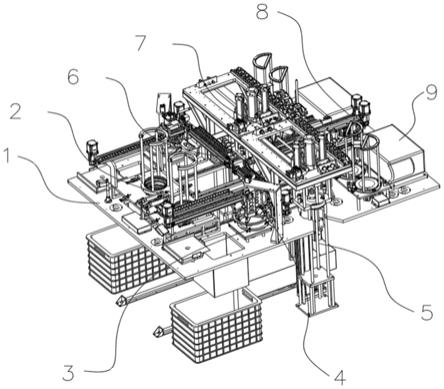
23.图2为机台内部立体结构示意图。
24.图3为机台内部平面结构示意图。
25.图4为基板结构示意图。
26.图5为取内环组件结构示意图。
27.图6为取蓝膜组件第一结构示意图。
28.图7为取蓝膜组件第二结构示意图。
29.图8为取离型纸组件结构示意图。
30.图9为取外环组件第一结构示意图。
31.图10为取外环组件第二结构示意图。
32.图11为取外环组件、取废膜组件、扩晶运输载台结构示意图。
33.图12为扩晶运输载台与取废膜组件结构示意图。
34.图13为扩晶运输载台爆炸结构示意图。
35.图14为取成品组件第一结构示意图。
36.图15为取成品组件第二结构示意图。
37.图16为第一成品运输组结构示意图。
38.图17为成品收集组结构示意图。
39.图18为废纸收集组与废膜收集组结构示意图。
40.图19为第一蓝膜台结构示意图。
41.图中附图标识分别为:基板
‑
1、取内环组件
‑
2、取蓝膜组件
‑
3、取离型纸组件
‑
4、取外环组件
‑
5、扩晶运输载台
‑
6、取废膜组件
‑
7、取成品组件
‑
8、贴标组件
‑
9、机台
‑
10;
42.第一槽位
‑
11、第二槽位
‑
12、内环工位组
‑
21、内环运输组
‑
22、第一蓝膜工位组
‑
31、第一蓝膜运输组
‑
32、第二蓝膜工位组
‑
33、第二蓝膜运输组
‑
34、撕纸组
‑
41、废纸收集
组
‑
42、外环工位组
‑
51、第一外环运输组
‑
52、第二外环运输组
‑
53、载台运输组
‑
61、扩晶组
‑
62、吸废膜组
‑
71、废膜收集组
‑
72、第一成品运输组
‑
81、第二成品运输组
‑
82、成品收集组
‑
83、条码打印机
‑
91、条码运输组
‑
92;
43.内环底板
‑
211、内环仓
‑
212、内环槽
‑
213、内环运输板
‑
221、内环驱动电机
‑
222、内环导轨组
‑
223、第一蓝膜台
‑
311、第一扫描仪
‑
312、第一固定架
‑
321、第一蓝膜运输导轨型材
‑
322、第一蓝膜运输驱动电机
‑
323、第一蓝膜滑动连接板
‑
324、第一蓝膜升降电机
‑
325、第一取膜板
‑
326、第一蓝膜吸嘴
‑
327、第二蓝膜台
‑
331、第二扫描仪
‑
332、第二固定架
‑
341、第二蓝膜运输导轨型材
‑
342、第二蓝膜运输驱动电机
‑
343、第二蓝膜滑动连接板
‑
344、第二蓝膜升降电机
‑
345、第二取膜板
‑
346、第二蓝膜吸嘴
‑
347、蓝膜气孔
‑
348、撕纸升降电机
‑
411、夹持板
‑
412、夹持电机
‑
413、第三扫描仪
‑
414、外环座
‑
511、外环仓
‑
512、第一外环固定架
‑
521、第一外环导轨
‑
522、升降板
‑
523、顶升板
‑
524、支架
‑
531、推拉气缸
‑
532、气缸连接板
‑
533、第一压板气缸
‑
534、第二压板气缸
‑
535、第一压板
‑
536、第二压板
‑
537、外环抓
‑
538、运输载台
‑
611、载台导轨组
‑
612、载台运输电机
‑
613、内环定位圈
‑
621、外环定位圈
‑
622、举升电机
‑
623、温控器
‑
624、导热件
‑
625、切割片
‑
626、废料固定板
‑
711、废料压板
‑
712、成型槽
‑
713、废料吸嘴
‑
714、废膜框
‑
721、废膜导杆
‑
722、第一成品运输导轨型材
‑
811、第一成品运输驱动电机
‑
812、第一成品滑动连接板
‑
813、第一成品升降电机
‑
814、第一取成品板
‑
815、成品气嘴
‑
816、第二成品运输导轨组
‑
821、第二成品运输驱动电机
‑
822、第二成品滑动载台
‑
823、第二成品升降电机
‑
824、成品底板
‑
831、成品仓
‑
832、产品槽
‑
833、滑动放置块
‑
834、第四扫描仪
‑
835、取贴条码板
‑
921、条码升降电机
‑
922、条码气孔
‑
923、万向轮
‑
101、信号灯
‑
102、操控面板
‑
103、功能按键
‑
104、门体
‑
105。
具体实施方式
44.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.请参阅图1~19,全自动扩晶机,包括机台10,机台10内部设置有基板1,基板1上设置有取内环组件2、取蓝膜组件3、取离型纸组件4、取外环组件5、扩晶运输载台6、取废膜组件7、取成品组件8、贴标组件9;基板1上同时设置有第一槽位11、第二槽位12;第一槽位11安装在取内环组件2位置处,第二槽位12安装在取蓝膜组件3位置处;取内环组件2包括有内环工位组21、内环运输组22;内环工位组21安装在第一槽位11其中一端;内环工位组21用于存放内环,内环运输组22用于将内环从内环工位组21运输至扩晶运输载台6上;取蓝膜组件3包括有第一蓝膜工位组31、第一蓝膜运输组32、第二蓝膜工位组33、第二蓝膜运输组34;第一蓝膜工位组31安装在第二槽位12其中一端,第二蓝膜工位组33安装在第二槽位12另一端,第一蓝膜运输组32安装在第二槽位12侧端,第二蓝膜运输组34安装在第二蓝膜工位组33位置端;第一蓝膜工位组31用于存放蓝膜,第一蓝膜运输组32用于将蓝膜从第一蓝膜工位组31运输至第二蓝膜工位组33处,第二蓝膜运输组34用于将第二蓝膜工位组33处的蓝膜运输至扩晶运输载台6上;取离型纸组件4包括有撕纸组41和废纸收集组42,撕纸组41安装在第一蓝膜运输组32上,废纸收集组42与第二槽位12连通;撕纸组41用于将第二蓝膜工位
组33处蓝膜上的离型纸撕除,废纸收集组42用于接收收集撕纸组41所撕除的离型纸;取外环组件5包括有外环工位组51、第一外环运输组52、第二外环运输组53;外环工位组51用于存放外环,第一外环运输组52用于将外环从外环工位组51运输至第二外环运输组53位置处,第二外环运输组53用于接收第一外环运输组52上的外环,以及将外环运输至扩晶运输载台6上;扩晶运输载台6包括有载台运输组61、扩晶组62;载台运输组61安装在第一槽位11侧端;载台运输组61用于将扩晶运输载台6运输至扩晶位置,扩晶组62用于实现内环、蓝膜、外环贴合扩晶;取废膜组件7包括有吸废膜组71、废膜收集组72;吸废膜组71安装在与扩晶运输载台6用于扩晶位置的同一平面,废膜收集组72与第一槽位11连通,且吸废膜组71、第一槽位11、废膜收集组72处于同一平面;吸废膜组71用于将蓝膜成型的边角废料传递到废膜收集组72;取成品组件8包括有第一成品运输组81、第二成品运输组82、成品收集组83;第一成品运输组81配合第二成品运输组82将扩晶过后的成品运输至成品收集组83;贴标组件9包括有条码打印机91和条码运输组92;条码运输组92安装在第一成品运输组81上,条码打印机91安装在第一成品运输组81端部;条码打印机91用于生成条码标签,条码运输组92用于将条码打印机91所打印的条码标签运输并印在成品上;扩晶运输载台6、第二外环运输组53、第一成品运输组81均可移动至与取废膜组件7、第一槽位11处同一平面位置处。
46.取内环组件2中,内环工位组21包括有内环底板211和下端开口的内环仓212;内环运输组22包括有内环运输板221、内环驱动电机222;内环底板211固定在基板1上,内环运输板221活动安装在内环底板211上,内环仓212固定安装在内环运输板221上;同时内环底板211与内环运输板221之间设置有用于内环运输板221移动的内环导轨组223;内环驱动电机222固定端固定在内环底板211上,内环驱动电机222活动端固定在内环运输板221上;内环仓212呈叠放层形状;内环底板211上同时设置有内环槽213,内环仓212、内环槽213以及扩晶运输载台6配合用于传输内环。
47.取蓝膜组件3中,第一蓝膜工位组31包括有第一蓝膜台311、第一扫描仪312,第一扫描仪312扫描部对准第一蓝膜台311;第一蓝膜运输组32包括有第一固定架321、第一蓝膜运输导轨型材322、第一蓝膜运输驱动电机323、第一蓝膜滑动连接板324、第一蓝膜升降电机325、第一取膜板326;第一蓝膜运输导轨型材322固定在第一固定架321外侧,第一蓝膜滑动连接板324活动安装在第一蓝膜运输导轨型材322外侧,第一取膜板326活动安装在第一蓝膜滑动连接板324外侧;第一蓝膜运输驱动电机323用于驱动第一蓝膜滑动连接板324移动,第一蓝膜升降电机325驱动第一取膜板326升降;且第一取膜板326上阵列设置有多个第一蓝膜吸嘴327;第二蓝膜工位组33包括有第二蓝膜台331、第二扫描仪332,第二扫描仪332扫描部对准第二蓝膜台331;第二蓝膜运输组34包括有第二固定架341、第二蓝膜运输导轨型材342、第二蓝膜运输驱动电机343、第二蓝膜滑动连接板344、第二蓝膜升降电机345、第二取膜板346;第二蓝膜运输导轨型材342固定安装在第二固定架341外侧,第二蓝膜滑动连接板344活动安装在第二蓝膜运输导轨型材342外侧,第二取膜板346活动安装在第二蓝膜滑动连接板344外侧;第二蓝膜运输驱动电机343用于驱动第二蓝膜滑动连接板344移动,第二蓝膜升降电机345驱动第二取膜板346升降;且第二取膜板346上阵列设置有多个第二蓝膜吸嘴347;其中,第二蓝膜台331上阵列设置有多个蓝膜气孔348。
48.取离型纸组件4中,撕纸组41安装在第一蓝膜滑动连接板324外侧,废纸收集组42安装在第一蓝膜滑动连接板324下方;撕纸组41可移动至与废纸收集组42、第二槽孔处同一
平面位置处;撕纸组41包括有撕纸升降电机411、夹持板412、夹持电机413;撕纸升降电机411驱动夹持板412升降,夹持电机413控制夹持板412张合;撕纸组41还包括有第三扫描仪414,第三扫描仪414对准位于第二槽位12位置处的夹持板412。
49.取外环组件5中,外环工位组51包括有外环座511、外环仓512;第一外环运输组52包括有第一外环固定架521、第一外环导轨522、升降板523、顶升板524;外环仓512呈叠放层形状;外环仓512安装在外环座511上端,第一外环导轨522固定安装在第一外环固定架521外侧,升降板523活动安装在第一外环导轨522外侧,顶升板524固定安装在升降板523外侧;且顶升板524活动安装在外环仓512内;第二外环运输组53包括有支架531,支架531上设置有推拉气缸532、气缸连接板533;推拉气缸532控制气缸连接板533移动;气缸连接板533安装在顶升板524上方;气缸连接板533上设置有第一压板气缸534、第二压板气缸535、第一压板536、第二压板537,第一压板气缸534控制第一压板536升降,第二压板气缸535控制第二压板537升降,且第一压板536吻合安装在第二压板537中部;同时第一压板536上设置有外环抓538;外环抓538用于抓取顶升板524上的外环,以及将第一压板536所抓取的外环放置到扩晶运输载台6上;其中,推拉气缸532可控制气缸连接板533移动至扩晶运输载台6上方,第一压板气缸534、第二压板气缸535可驱动第一压板536、第二压板537移动贴合在扩晶运输载台6上;第一压板536、第二压板537与扩晶组62配合实现对产品的扩晶。
50.扩晶运输载台6中,载台运输组61包括有运输载台611、载台导轨组612、载台运输电机613;载台导轨组612安装在第一槽位11侧端,运输载台611活动安装在载台导轨组612上,载台运输电机613驱动运输载台611移动;扩晶组62包括有有内环定位圈621、外环定位圈622、举升电机623、温控器624、导热件625,且内环定位圈621上环绕设置有切割片626;外环定位圈622安装在内环定位圈621外围,且内定位环圈、外环定位圈622均安装在运输载台611上,举升电机623驱动运输载台611升降;导热件625安装在运输载台611内部,温控器624实现导热件625温度控制;内环定位圈621用于定位内环放置,外环定位圈622用于定位外环放置,切割片626用于切割蓝膜,导热件625导热用于内环、外环、蓝膜紧绷粘合。
51.取废膜组件7中,吸废膜组71包括有废料固定板711、废料压板712,废料压板712安装在废料固定板711外侧,废料压板712用于贴合蓝膜成型的边角废料;且废料压板712中部设置有用于第一压板536、第二压板537以及第一成品运输组81容置的成型槽713,同时废料压板712上阵列设置有多个废料吸嘴714;废膜收集组72包括有废膜框721和废膜导杆722,废膜框721活动安装在废膜导杆722上;其中,废料压板712、第一槽位11、废膜收集组72处于同一平面位置。
52.取成品组件8中,第一成品运输组81包括有第一成品运输导轨型材811、第一成品运输驱动电机812、第一成品滑动连接板813、第一成品升降电机814、第一取成品板815;第一成品滑动连接板813活动安装在第二蓝膜运输导轨型材342外侧,第一取成品板815活动安装在第一成品滑动连接板813外侧;第一成品运输驱动电机812用于控制第一取成品板815移动,第一成品升降电机814用于驱动第一取成品板815升降;其中,第一取成品板815上阵列设置有多个成品气嘴816;第二成品运输组82包括有第二成品运输导轨组821、第二成品运输驱动电机822、第二成品滑动载台823、第二成品升降电机824;第二成品滑动载台823活动安装在第二成品运输导轨组821上,第二成品运输驱动电机822用于驱动第二成品滑动载台823移动,第二成品升降电机824用于驱动第二成品滑动载台823升降;且第二成品滑动
载台823上阵列设置有多个气孔;成品收集组83包括有成品底板831和下端开口的成品仓832,成品仓832呈叠放层形状;成品仓832固定在成品底板831上,且成品底板831上设置有成品仓832开口与外部连通以及用于第二成品滑动载台823容置的产品槽833;成品仓832内侧上阵列设置有多个滑动放置块834,滑动放置块834呈水平放置;滑动放置块834其中一端与成品仓832转动连接,滑动放置块834另一端呈下端倾斜的梯形,且滑动放置块834梯形端放置在成品仓832内圈中;成品仓832外围位置处还设置有第四扫描仪835,第三扫描仪414扫描部对准成品仓832上端端部;其中,第二成品滑动载台823活动运输在第一成品运输导轨型材811端部与成品仓832下方之间。
53.贴标组件9中,条码打印机91安装在第一成品运输导轨型材811端部;条码运输组92包括有取贴条码板921、条码升降电机922;取贴条码板921安装在第一成品滑动连接板813外侧,条码升降电机922用于驱动取贴条码板921升降;且取贴条码板921上阵列设置有多个条码气孔923;取贴条码板921与第一取成品板815处于同一平面位置。
54.机台10下端设置有万向轮101,机台10上同时设置有信号灯102、操控面板103、多个功能按键104以及多个门体105。
55.该装置通过将工作的组件均放置在机台10内部,保证了人员工作时的安全性
56.该实施例中,实施步骤主要分为:
57.1、取内环组件2中,通过内环驱动电机222控制以及内环导轨组223定向方位协作作用下,使得内环运输板221在内环底板211上移动,而内环运输板221带动内环仓212移动,在内环仓212移动到下端处的开口与内环底板211上内环槽213对应位置,以及扩晶运输载台6中的载台运输组61带动运输载台611移动到内环底板211上内环槽213对应位置时,此时,内环仓212、内环槽213、运输载台611处于同一垂直面,同时在举升电机623带动运输载台611上升在内环槽213处,此时,运输载台611上升到一定位置时,内环仓212内的最底部的内环受自重掉落在运输载台611,而最底部的内环上方的内环会下移到与内环底板211上端面部处于同一水平面,再由内环驱动电机222驱动,使得内环底板211上端面部位置处的内环脱离内环槽213同一垂直面,而运输载台611再由举升电机623缩回以及载台运输电机613协作作用下动作,从而完成对内环的自动化运输;
58.2、取蓝膜组件3中,在第一蓝膜运输驱动电机323驱动作用下,可使得第一蓝膜滑动连接板324定向移动在第一蓝膜台311和第二蓝膜台331之间,在第一蓝膜滑动连接板324移动到第一蓝膜台311同一垂直面时,再由第一蓝膜升降电机325带动第一取膜板326升降,使得带动第一取膜板326靠近第一蓝膜台311上端的蓝膜与离型纸结合的原料,而在第一取膜板326上的第一蓝膜吸嘴327作用下,可对蓝膜与离型纸结合的原料进行吸取,再由第一蓝膜滑动连接板324移动到第二蓝膜台331上方,在第一蓝膜升降电机325、第一蓝膜吸嘴327以及第二蓝膜台331上的第二蓝膜吸嘴347协作作用下,使得蓝膜与离型纸结合的原料固定在第二蓝膜台331上,此时,由第一蓝膜滑动连接板324上所设置的撕纸组41作用,在撕纸升降电机411、夹持板412、夹持电机413协作作用下,对第二蓝膜台331上蓝膜表层的离型纸进行夹持,而第一蓝膜吸嘴327用于固定下端的蓝膜,使得蓝膜与离型纸脱离开来,再由第一蓝膜滑动连接板324移动到第一蓝膜台311和第二蓝膜台331之间的第二槽位12上方时,在撕纸升降电机411、夹持电机413协作作用下,离型纸掉落到第一槽位11下方的废纸收集组42中,从而完成对离型纸的撕除以及收集;
59.此时第二蓝膜台331只留下蓝膜,再在第二蓝膜运输驱动电机343作用下,使得第二蓝膜滑动连接板344移动到第二蓝膜台331上方,而第二蓝膜升降电机345、第二蓝膜吸嘴347协作作用下,可使得第二取膜板346对蓝膜进行拿取,再在第二取膜板346、运输载台611协作同步移动,使得第二取膜板346对应在运输载台611上方,下降之后将蓝膜放置到运输载台611上,从而完成蓝膜的运输,
60.3、取外环组件5中,外环叠放在顶升板524上端,外环仓512则用于稳固叠堆的外环,通过控制升降板523通过在第一外环导轨522的定向移动,使得外环能够依次向上,同时在第一压板气缸534以及第一压板536外侧的外环抓538协作作用下,可对最上端的外环进行抓取,同时所抓取外环在推拉气缸532作用,以及运输载台611同步移动作用下,使的运输载台611、气缸连接板533移动到与废料压板712处于同一垂直面,并在举升电机623、第一压板气缸534、第二压板气缸535作用下,可使得运输载台611和第一压板536、第二压板537靠近废料压板712,直至重合到废料压板712中部的成型槽713位置处,此时,在切割片626、导热件625会对内环、外环、蓝膜紧绷粘合,从而完成成品,而对于切割过后的废膜会在废料压板712上的废料吸嘴714作用下吸取;
61.完成扩晶之后,第一压板气缸534、第二压板气缸535以及推拉气缸532协作作用下,使得脱离开来,同时第一成品运输驱动电机812带动第一取成品板815在第一成品滑动连接板813上的移动,使得第一取成品板815移动到成型槽713上方,由第一成品升降电机814和成品气嘴816协作作用下,可使得第一取成品板815对成品的吸取,同时,扩晶运输载台6会移动回到原始位置,而此时废料吸嘴714所吸取的废膜会通过第一槽位11掉落到废膜收集组72中,从而完成废膜的收集;
62.4、第一取成品板815移动至第二成品滑动载台823时,通过第一成品升降电机814作用使得第一取成品板815上的成品放置到第二成品滑动载台823上,同时第一成品滑动连接板813后端处的取贴条码板921对应在条码打印机91位置处,通过取贴条码板921上的条码气孔923完成对条码标签的吸取,在成品放置在第二成品滑动载台823上以及取贴条码板921吸取条码标签过后,取贴条码板921再移动到成品上端,由条码升降电机922驱动使得取贴条码板921贴合在成品上,从而完成贴标操作;
63.5、第二成品滑动载台823再将贴标过后的成品运输到与成品底板831、成品仓832同一垂直面下方,在由第二成品升降电机824作用使得第二成品滑动载台823向上移动到产品槽833处,同时在上升过程中,由于成品与设计成台阶形状的第二成品滑动载台823成型为“工”字型形状,第二成品滑动载台823上端处的成品在上移时会带动滑动放置块834移动,直至成品全部进入到成品仓832中,此时滑动放置块834会回弹到第二成品滑动载台823处的台阶处,从而使得成品与第二成品滑动载台823分离开来,从而实现对成品的自动储存。
64.同时,在第一扫描仪312作用下,可对第一蓝膜台311上的蓝膜拿取进行监控扫描;在第二扫描仪332作用下,可对第二蓝膜台331上的蓝膜取进行监控扫描;在第三扫描仪414作用下,可精准使得夹持板412移动定位在第二槽位12上方;完成对废纸的去除收集;在第四扫描仪835作用下,可对产品仓内所存放的产品进行监控扫描。
65.而机台10下端的万向轮101可带动整体移动,增加了其活动性,信号灯102可起到提示作用,操控面板103和功能按键104用于机台10操控,门体105则用于处理机台10内部,
用于放置原料、收集成型产品、收集废料以及便于对内部进行维修。
66.作为该实施例的优选方式,可采用双基板1来实现工作时的同步操作,可便于及时换置原料、收集产品,以及保证维修单基板1时另一基板1也能维持工作,从而提高工作效率。
67.以上所述,仅是本发明较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明以较佳实施例公开如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1