一种空心绝缘子装配方法与流程
1.本发明涉及绝缘子装配领域,特别涉及一种空心绝缘子装配方法。
背景技术:
2.空心复合绝缘子由绝缘芯棒内筒、端头法兰、硅橡胶伞套组成,硅橡胶伞套由二个以上的硅橡胶伞套段连接而成,相邻的两硅橡胶伞套段之间的连接结构为台阶式搭接结构,即前一次加工完成的伞套段的尾部为外直径小于伞套段外直径的台阶式前段搭接环,前段搭接环上涂覆有胶黏剂,后一次加工完成的伞套段的前段为内直径与搭接环相匹配的后段搭接环,前段搭接环与后段搭接环由胶黏剂黏合联接。其搭接结构增大了搭接粘结面积,在硅橡胶伞套承受轴向拉力时,加强了两模伞套之间的连接强度,因硅橡胶收缩而产生拉薄和拉裂现象大大降低,从而保障了空心复合绝缘子的电气性能,延长了其使用寿命。
3.在空心绝缘子生产的过程中,先将硅橡胶伞套通过注塑的方式成型在绝缘芯棒内筒的圆周外壁上,然后再分别将两个端头法兰与绝缘芯棒内筒相固定。在端头法兰与绝缘芯棒内筒固定的过程中,为了增强端头法兰与绝缘芯棒内筒之间连接的稳固,还会在端头法兰与绝缘芯棒内筒之间采用环氧树脂进行粘接固定,而在这一过程中,会涉及到一个加工的精度要求,需要将两个端头法兰上的连接孔相一一对应,为了实现上述目的,在进行装配的过程中,操作人员在将端头法兰套装在绝缘芯棒内筒上时,就需要将两个端头法兰上的连接孔提前对准,而对准的过程中,通常都是靠人员肉眼观察的方式,对准的过程需要经过多次调整,非常的麻烦,而且由于后续环氧树脂还需要进行烘干固化,即还需要移动绝缘子,这个过程还是会容易导致端头法兰出现转动的现象,而影响到连接孔的对准。
技术实现要素:
4.本发明要解决的技术问题是提供一种空心绝缘子装配方法,能够确保装配后的两个端头法兰上的连接孔的一一对应。
5.为解决上述技术问题,本发明的技术方案为:一种空心绝缘子装配方法,其创新点在于:包括下述步骤s1 材料准备:首先,准备好装配所需的带有硅橡胶伞套的绝缘芯棒内筒、端头法兰、连接螺杆、连接螺母、行车;s2 内筒上胶:将绝缘芯棒内筒的两侧的圆周外表面上刷上环氧树脂胶;s3 装配准备:将端头法兰和上好胶的绝缘芯棒内筒放置在专用的装配模具上等待装配,所述专用装配模具包括一水平设置的装配底座,该装配底座为一长方体结构;一对用于放置两个端头法兰的固定板,所述固定板为一长方体板,在固定板中心开有一中心通孔,在固定板上位于中心通孔的四周开有与端头法兰的各个连接孔相一一对应的第一固定孔,在固定板的四个棱角处还开有第二固定孔;将两个端头法兰分别与两个固定板相固定,在进行固定时,将端头法兰上的连接
孔与固定板上的第一固定孔相一一对应后,通过螺栓依次穿过第一固定孔、连接孔后利用螺母锁紧,从而实现端头法兰与固定板的固定,并在固定好后,将两个固定板水平放置在装配底座上,且端头法兰位于上侧,等待装配;s4 初装配:由行车将绝缘芯棒内筒水平吊起,然后由人工将两个固定板的一侧搬起,使得固定板由水平状态变为竖直状态,再分别将绝缘芯棒内筒的两侧插接在端头法兰上,且两个固定板分别位于空心绝缘子的两外侧,然后,再取四根连接螺杆,并将各个连接螺杆先从其中一个固定板上的第二固定孔上穿过后,再从另一个固定板上的第二固定孔上穿过,最后利用连接螺母与连接螺杆连接固定,完成锁紧,从而完成空心绝缘子的初装配;s5 烘干:通过行车的配合将初装配好的空心绝缘子放入专用的烘干设备中,所述专用的烘干设备包括一烘干箱体,所述烘干箱体为一上端开口的空心长方体结构,在烘干箱体内安装有一支撑支架,该支撑支架为一由若干横杆及纵杆共同构成长方形框架式结构,所述支撑支架与烘干箱体底部内壁之间留有间隙,且在支撑支架的底端与烘干箱体之间的间隙中还安装有电加热管;一与烘干箱体相配合的烘干盖板,所述烘干盖板由一对对开设置的盖板主体共同组成,在盖板主体的侧端开有一半圆形开口,且在两个盖板主体合并后,两个半圆形开口共同配合形成一容硅橡胶伞套穿过的圆形通孔,在盖板主体的侧端位于半圆形开口的两侧还开有容连接螺杆穿过的腰形开口;在进行烘干的过程中,通过行车的配合,将空心绝缘子吊起并呈竖直状态,然后,将空心绝缘子竖直放入至烘干箱体内,使得空心绝缘子的底端支撑在支撑支架上,然后将两个盖板主体从两侧插入,实现对烘干箱体上端的封闭,且在插入的过程,需要将盖板主体的半圆形开口对准硅橡胶伞套,腰形开口对准连接螺杆,在封闭后,再在盖板主体的腰形开口上垫上一层胶垫,以对腰形开口进行封堵,然后对空心绝缘子下侧的端头法兰上的环氧树脂胶进行烘干固化,烘干的温度为113
‑
125℃之间,烘干的时间为3
‑
5min,并在烘干结束后,打开盖板主体,再通过行车的配合,将空心绝缘子旋转180
°
后,对空心绝缘子的另一侧的端头法兰上的环氧树脂胶进行烘干固化,烘干的温度为113
‑
125℃之间,烘干的时间为3
‑
5min;s6 成型:在空心绝缘子两侧的端头法兰上的环氧树脂胶均烘干后,通过行车将空心绝缘子吊放在装配底座上,再将连接螺杆、螺栓均拆除,将两个固定板从端头法兰上取下,从而得到了所需的装配好的空心绝缘子。
6.进一步的,所述步骤s3中,在对端头法兰与固定板进行固定时,在端头法兰的连接孔内预先塞入有锥形垫,在锥形垫上具有容螺栓穿过的通孔。
7.进一步的,所述步骤s5中,在将初装配好的空心绝缘子放入专用的烘干设备中进行烘干前,需要先在空心绝缘子的绝缘芯棒内筒的上下两侧均嵌入一橡胶封盖,所述封盖包括一封盖主体,该封盖主体为空心圆柱体结构,且封盖主体远离绝缘芯棒内筒的一侧开口,在封盖主体的内腔的中部位置还连接有一环形状加强筋板,该加强筋板通过连接筋板与封盖主体的内壁相连接。
8.进一步的,所述步骤s5中,烘干盖板与烘干箱体之间的配合为:在烘干箱体的两侧均具有一竖直向上延伸的插接段,在两个插接段相互相邻的一侧的侧面上开有容盖板主体
插入的凹槽,在盖板主体的上端面上还连接有一提手。
9.本发明的优点在于:本发明中的装配方法,通过专用的装配模具的配合来对空心绝缘子进行预装配,以对两个端头法兰进行锁紧固定,直至烘干结束,确保整个过程中的两个端头法兰的位置的精准,也就确保了两个端头法兰上的连接孔位置的一一对应,避免出现偏差。
10.另外,再通过专用的烘干设备的配合,只对端头法兰处的位置进行烘干,减小了所需的烘干面积,相对应的烘干效率也就提高了,即所需的烘干时间大大缩短了,有效的提高了烘干效率。
11.对于端头法兰的连接孔内塞入的锥形垫,则是通过锥形垫的配合来弥补螺栓与第一连接孔之间的间隙,确保固定板与端头法兰之间连接位置的精准。
12.橡胶封盖的设计,则是为了实现对绝缘芯棒内筒两侧的封堵,避免热量从绝缘芯棒内筒中间的通孔处向外散出,减少热量损失,保证烘箱主体内的加热温度,保证烘干固化效果。
附图说明
13.下面结合附图和具体实施方式对本发明作进一步详细的说明。
14.图1为本发明中装配底座的示意图。
15.图2为本发明中固定板的示意图。
16.图3为本发明中烘干箱体的示意图。
17.图4为本发明中烘干盖板的示意图。
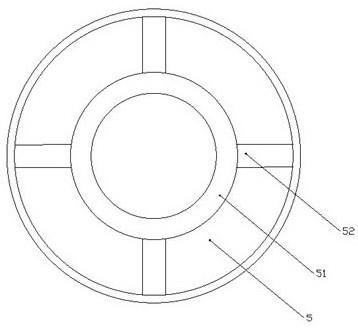
18.图5为本发明中封盖的示意图。
19.图6为本发明中空心绝缘子的初装配的状态示意图。
具体实施方式
20.下面的实施例可以使本专业的技术人员更全面地理解本发明,但并不因此将本发明限制在所述的实施例范围之中。
21.本发明的空心绝缘子装配方法通过下述步骤得以实现:s1 材料准备:首先,准备好装配所需的带有硅橡胶伞套73的绝缘芯棒内筒7、端头法兰71、连接螺杆72、连接螺母、行车。
22.s2 内筒上胶:将绝缘芯棒内筒的两侧的圆周外表面上刷上环氧树脂胶。
23.s3 装配准备:将端头法兰和上好胶的绝缘芯棒内筒放置在专用的装配模具上等待装配,如图1、图2所示的示意图可知,专用装配模具包括一水平设置的装配底座1,该装配底座1为一长方体板。
24.一对用于放置两个端头法兰的固定板2,固定板2为一长方体板,在固定板2中心开有一中心通孔21,在固定板2上位于中心通孔21的四周开有与端头法兰的各个连接孔相一一对应的第一固定孔22,在固定板2的四个棱角处还开有第二固定孔23,中心通孔21、第一固定孔22、第二固定孔23均为圆形孔,且中心通孔21、第二固定孔23、第一固定孔22的直径依次减小。
25.将两个端头法兰分别与两个固定板2相固定,在进行固定时,将端头法兰上的连接
孔与固定板2上的第一固定孔22相一一对应后,通过螺栓依次穿过第一固定孔22、端头法兰上的连接孔后利用螺母锁紧,从而实现端头法兰与固定板2之间的固定,并在固定好后,将两个固定板2水平放置在装配底座1上,且端头法兰位于上侧,等待装配。
26.在对端头法兰与固定板2进行固定时,在端头法兰71的连接孔内预先塞入有锥形垫,在锥形垫上具有容螺栓穿过的通孔。对于端头法兰的连接孔内塞入的锥形垫,则是由于在选择螺栓的过程中,螺栓是带有外螺纹结构的,为了保证避免对螺栓的损伤,因此,螺栓的口径会略小于端头法兰71的连接孔的尺寸,即在连接时,螺栓会与端头法兰71的连接孔之间留有一定的间隙,因此,通过锥形垫来弥补弥补螺栓与第一连接孔之间的间隙,确保固定板2与端头法兰71之间连接位置的精准。
27.s4 初装配:由行车将绝缘芯棒内筒7水平吊起,然后由人工将两个固定板2的一侧搬起,使得固定板2由水平状态变为竖直状态,再分别将绝缘芯棒内筒7的两侧插接在端头法兰71上,且两个固定板2分别位于空心绝缘子的两外侧,然后,再取四根连接螺杆72,并将各个连接螺杆72先从其中一个固定板2上的第二固定孔23上穿过后,再从另一个固定板2上的第二固定孔23上穿过,最后利用连接螺母与连接螺杆连接固定,完成锁紧,从而完成空心绝缘子的初装配,形成如图6所示的状态。
28.s5 烘干:通过行车的配合将初装配好的空心绝缘子放入专用的烘干设备中,如图3、图4所示的示意图可知,专用的烘干设备包括一烘干箱体3,该烘干箱体3为一上端开口的空心长方体结构,在烘干箱体3内安装有一支撑支架31,该支撑支架31为一由若干横杆及纵杆共同构成长方形框架式结构,在支撑支架31与烘干箱体3底部内壁之间留有间隙,且在支撑支架31的底端与烘干箱体3之间的间隙中还安装有电加热管32。
29.一与烘干箱体3相配合的烘干盖板,烘干盖板由一对对开设置的盖板主体4共同组成,在盖板主体4的侧端开有一半圆形开口41,且在两个盖板主体41合并后,两个半圆形开口41共同配合形成一容硅橡胶伞套73穿过的圆形通孔,在盖板主体4的侧端位于半圆形开口41的两侧还开有容连接螺杆72穿过的腰形开口42。
30.烘干盖板与烘干箱体3之间的配合为:在烘干箱体3的两侧均具有一竖直向上延伸的插接段33,在两个插接段33相互相邻的一侧的侧面上开有容盖板主体4插入的凹槽34,在盖板主体4的上端面上还连接有一提手。
31.在进行烘干的过程中,通过行车的配合,将空心绝缘子吊起并呈竖直状态,然后,将空心绝缘子竖直放入至烘干箱体3内,使得空心绝缘子的底端支撑在支撑支架31上,然后将两个盖板主体4从两侧插入凹槽34内,实现对烘干箱体3上端的封闭,且在插入的过程,需要将盖板主体4的半圆形开口31对准硅橡胶伞套73,腰形开口42对准连接螺杆72,在封闭后,再在盖板主体4的腰形开口42上垫上一层胶垫,以对腰形开口42进行封堵,然后对空心绝缘子下侧的端头法兰上的环氧树脂胶进行烘干固化,烘干的温度为113
‑
125℃之间,烘干的时间为3
‑
5min,并在烘干结束后,打开盖板主体4,再通过行车的配合,将空心绝缘子旋转180
°
后,对空心绝缘子的另一侧的端头法兰上的环氧树脂胶进行烘干固化,烘干的温度为113
‑
125℃之间,烘干的时间为3
‑
5min。
32.在将初装配好的空心绝缘子放入专用的烘干设备中进行烘干前,需要先在空心绝缘子的绝缘芯棒内筒7的上下两侧均嵌入一橡胶封盖,如图5所示的示意图可知,封盖包括
一封盖主体5,该封盖主体5为空心圆柱体结构,且封盖主体5远离绝缘芯棒内筒7的一侧开口,封盖主体5的圆周外壁的尺寸与绝缘芯棒内筒7的内壁的尺寸相一致或略大于绝缘芯棒内筒7的内壁的尺寸,在封盖主体5的内腔的中部位置还连接有一环形状加强筋板51,该加强筋板51通过连接筋板52与封盖主体5的内壁相连接。橡胶封盖的设计,则是为了实现对绝缘芯棒内筒7两侧的封堵,由于绝缘芯棒内筒7为一中空的圆管,而在进行烘干固化时,并不是将整个空心绝缘子均进行烘干的,只是对端头法兰处进行局部烘干,这样就会导致部分热气会从绝缘芯棒内筒7的中心通孔处向外散出,导致热量的损失,相对应的,烘箱主体3内部的温度也会受到一定的影响,因此通过橡胶封盖来对绝缘芯棒内筒的两侧进行封堵,避免热量从绝缘芯棒内筒7中间的通孔处向外散出,减少热量损失,保证烘箱主体3内的加热温度,保证烘干固化效果。
33.s6 成型:在空心绝缘子两侧的端头法兰71上的环氧树脂胶均烘干后,通过行车将空心绝缘子吊放在装配底座1上,再将连接螺杆72、螺栓均拆除,将两个固定板2从端头法兰71上取下,从而得到了所需的装配好的空心绝缘子。
34.本发明中的装配方法,通过专用的装配模具的配合来对空心绝缘子进行预装配,以对两个端头法兰进行锁紧固定,直至烘干结束,确保整个过程中的两个端头法兰的位置的精准,也就确保了两个端头法兰上的连接孔位置的一一对应,避免出现偏差。
35.另外,再通过专用的烘干设备的配合,只对端头法兰处的位置进行烘干,减小了所需的烘干面积,相对应的烘干效率也就提高了,即所需的烘干时间大大缩短了,有效的提高了烘干效率。
36.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1