环氧树脂浸渍玻璃纤维特高压交流变压器套管及生产方法与流程
1.本发明涉及特高压套管研制技术领域,具体为一种环氧树脂浸渍玻璃纤维特高压交流变压器套管及生产方法。
背景技术:
2.目前我国特高压交流工程用特高压交流变压器类套管基本采用进口的油浸纸套管,但近年来的运行工况表明,油浸纸套管部分存在发生放电、产气、泄露、接头发热等问题,潜在漏油、爆炸和燃烧风险,先后发生了天山站特高压换流变压器网侧套管重大火灾事故、宜宾站特高压换流变压器网侧套管爆裂故障,严重影响了电网的安全稳定,造成了巨大经济损失,特高压交流变压器套管进口替代和可靠性提升问题亟需解决。胶浸纤维干式套管主要采用环氧树脂和玻璃纤维材料,具有无油、阻燃防爆、机械强度高等优势,而且从原材料采购到生产设备均为国产,是一种可提升套管可靠性、实现高端套管国产化、打破国外厂家长期垄断的技术路线。
3.采用该种工艺存在的技术难点有:(1)环氧树脂浸渍玻璃纤维缠绕温度会影响套管芯体的初步固化过程,如果温度控制不好,套管芯体在后固化中会出现分层问题;(2)环氧树脂浸渍玻璃纤维特高压交流变压器套管芯体电容屏长度与厚度值的设计会影响套管场强分布,套管内部场强控制难度大;(3)环氧树脂浸渍玻璃纤维特高压交流变压器套管芯体的尺寸长,重量大,与套管法兰、空心复合外套的精准安装难度大;(4)现有的变压器套管在使用完毕后,没有固定的放置底座,容易对变压器套管受到损坏,不能够对变压器套管进行很好的保护。
技术实现要素:
4.本发明的目的在于提供一种环氧树脂浸渍玻璃纤维特高压交流变压器套管及生产方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种环氧树脂浸渍玻璃纤维特高压交流变压器套管,包括安装板,所述安装板顶部两侧均固定连接有固定板,所述安装板顶部中间开设有凹槽,所述凹槽内固定连接有安装机构,所述安装板顶部左侧固定连接有防滑垫,所述防滑垫顶部设置有空心复合外套,所述空心复合外套顶部和底部均固定连接有变压器套管法兰,所述空心复合外套内固定连接有壳体,所述壳体内固定连接有变压器套管芯体,所述安装板顶部右侧固定连接有异型底座,所述异型底座顶部设置有壳体。
6.所述安装机构包括第一支撑杆,所述第一支撑杆滑动连接于固定板内,所述第一支撑杆左侧固定连接有第二定位板,所述第一支撑杆右侧外表面套接有第二弹簧。
7.优选的,所述第一支撑杆右侧固定连接有u型夹持板,所述第二弹簧设置于固定板和u型夹持板之间,所述第二弹簧左侧固定连接有固定板,所述第二弹簧右侧固定连接有u型夹持板。
8.优选的,所述u型夹持板内顶部和底部均固定连接有第一弹簧,所述第一弹簧底部
固定连接有第一定位板,所述第一定位板底部固定连接有第一橡胶垫。
9.优选的,所述凹槽内固定连接有u型安装壳,所述u型安装壳内底部固定连接有第四弹簧,所述第四弹簧顶部固定连接有连接板,所述连接板顶部两侧均固定连接有第二支撑杆。
10.优选的,所述第二支撑杆滑动连接于u型安装壳内,所述第二支撑杆顶部固定连接有弧形底座,所述弧形底座底部中间固定连接有第三弹簧。
11.优选的,所述固定板内开设有螺纹孔,所述螺纹孔内螺纹连接有螺栓,所述螺栓左侧转动连接有t型板,所述t型板内固定连接有第二橡胶垫,所述t型板右侧底部和顶部均固定连接有连接杆,所述连接杆右侧固定连接有限位块,所述连接杆插接于固定板内。
12.优选的,所述安装板顶部固定连接有u型放置座,所述u型放置座内底部固定连接有第三橡胶垫。
13.本发明要解决的另一技术问题提供环氧树脂浸渍玻璃纤维特高压交流变压器套管的生产方法,以解决上述背景技术中提出的问题;
14.为实现上述目的,本发明提供如下技术方案:包括以下步骤:
15.s1、芯体绕制
16.依据绝缘要求设计的每层电容屏长度参数,每两层电容厚度相等取2.0mm-5.5mm内的某参数。根据套管设计参数设置缠绕机程序,缠绕温度为85~125℃,在套管芯体缠绕的过程中,芯体内部处于初步固化持续状态。
17.s2、芯体固化
18.芯体绕制完成后,送入烘箱,设置好合理的烘箱温度和持续时间,确保芯体完全固化。
19.s3、固化后的芯体进械加工
20.根据芯体设计图纸进行加工,粗加工进刀量不大于0.4mm,精加工进刀量不大于0.1mm,完成芯体机械加工。
21.s4、芯体与法兰的胶装
22.法兰内壁打磨清理、法兰内壁均匀涂抹粘接剂,并置于烘箱加热预处理之后,在芯体合适位置固定法兰并安装密封圈,使用注胶枪在法兰注胶孔位置进行注胶,静放24小时,保证环氧树脂完全固化。
23.s5、套管整机装配
24.设计了套管装配工装,首先将胶装好法兰的套管芯体垂直固定在装配工装上,并标记法兰安装孔位,使用吊车将空心复合外套吊至套管芯体正上方,采用3根金属杆穿过空心复合外套的安装孔并对准套管法兰安装孔,吊车将空心复合外套垂直方向下移,待空心复合外套安装孔与套管法兰安装孔对齐后,取出3根金属杆,采用螺丝螺母安装固定,实现累计18小时内完成特高压胶浸纤维变压器套管装配工作。
25.s6、套管试验
26.依据国标gb/t 4109-2008进行套管各项检测试验。
27.与现有技术相比,本发明的有益效果是:
28.1、该环氧树脂浸渍玻璃纤维特高压交流变压器套管及生产方法,通过在环氧树脂浸渍玻璃纤维高温85℃-125℃下缠绕,控制阶梯温度变化,促进了套管芯体的初步固化进
程;半导电带绕制的电容屏每层长度根据绝缘要求设计,每层厚度设计在2.0mm-5.5mm范围内,实现了套管场强的合理分布,等厚度设计方法降低了套管芯体缠绕工艺难度,减少了实际缠绕过程中的累计误差;设计了环氧树脂浸渍玻璃纤维特高压交流变压器套管垂直安装工装,并采用金属杆引导安装工艺,提高了特高压胶浸纤维变压器套管装配效率。
29.2、该环氧树脂浸渍玻璃纤维特高压交流变压器套管及生产方法,通过设置的安装机构,对变压器套管起到很好的保护作用,在一定程度上提高了变压器套管的使用寿命。
附图说明
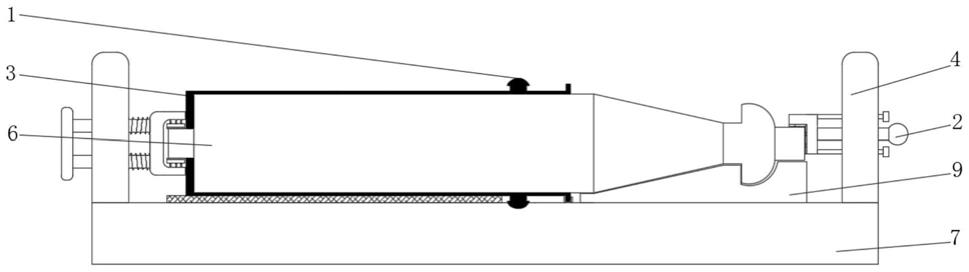
30.图1为本发明整体结构示意图;
31.图2为本发明整体结构剖面示意图;
32.图3为本发明安装机构部分结构剖面示意图;
33.图4为本发明安装机构部分结构剖面示意图;
34.图5为本发明安装机构部分结构剖面示意图;
35.图6为图2中a处结构放大示意图;
36.图7为本发明实施例流程图。
37.图中:1、变压器套管法兰;2、安装机构;21、第一弹簧;22、第一橡胶垫;23、u型夹持板;24、第一定位板;25、第二定位板;26、第二弹簧;27、第一支撑杆;28、弧形底座;29、第二支撑杆;201、u型安装壳;202、第三弹簧;203、连接板;204、第四弹簧;205、限位块;206、螺栓;207、t型板;208、第二橡胶垫;209、连接杆;211、u型放置座;212、第三橡胶垫;3、空心复合外套;4、固定板;5、变压器套管芯体;6、壳体;7、安装板;8、凹槽;9、异型底座。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.请参阅图1-7,本发明提供一种技术方案:一种环氧树脂浸渍玻璃纤维特高压交流变压器套管,包括安装板7,安装板7顶部两侧均固定连接有固定板4,安装板7顶部中间开设有凹槽8,凹槽8内固定连接有安装机构2,安装板7顶部左侧固定连接有防滑垫,防滑垫顶部设置有空心复合外套3,空心复合外套3顶部和底部均固定连接有变压器套管法兰1,空心复合外套3内固定连接有壳体6,壳体6内固定连接有变压器套管芯体5,安装板7顶部右侧固定连接有异型底座9,异型底座9顶部设置有壳体6。
40.安装机构2包括第一支撑杆27,第一支撑杆27滑动连接于固定板4内,第一支撑杆27左侧固定连接有第二定位板25,第一支撑杆27右侧外表面套接有第二弹簧26,第一支撑杆27右侧固定连接有u型夹持板23,第二弹簧26设置于固定板4和u型夹持板23之间,第二弹簧26左侧固定连接有固定板4,第二弹簧26右侧固定连接有u型夹持板23,u型夹持板23内顶部和底部均固定连接有第一弹簧21,第一弹簧21底部固定连接有第一定位板24,第一定位板24底部固定连接有第一橡胶垫22,凹槽8内固定连接有u型安装壳201,u型安装壳201内底部固定连接有第四弹簧204,第四弹簧204顶部固定连接有连接板203,连接板203顶部两侧
均固定连接有第二支撑杆29,第二支撑杆29滑动连接于u型安装壳201内,第二支撑杆29顶部固定连接有弧形底座28,弧形底座28底部中间固定连接有第三弹簧202,固定板4内开设有螺纹孔,螺纹孔内螺纹连接有螺栓206,螺栓206左侧转动连接有t型板207,t型板207内固定连接有第二橡胶垫208,t型板207右侧底部和顶部均固定连接有连接杆209,连接杆209右侧固定连接有限位块205,连接杆209插接于固定板4内,安装板7顶部固定连接有u型放置座211,u型放置座211内底部固定连接有第三橡胶垫212。
41.本发明为解决的另一技术问题提供环氧树脂浸渍玻璃纤维特高压交流变压器套管的生产方法,包括以下步骤:
42.s1、芯体绕制
43.依据绝缘要求设计的每层电容屏长度参数,每两层电容厚度相等取2.0mm-5.5mm内的某参数。根据套管设计参数设置缠绕机程序,缠绕温度为85~125℃,在套管芯体缠绕的过程中,芯体内部处于初步固化持续状态。
44.s2、芯体固化
45.芯体绕制完成后,送入烘箱,设置好合理的烘箱温度和持续时间,确保芯体完全固化。
46.s3、固化后的芯体进械加工
47.根据芯体设计图纸进行加工,粗加工进刀量不大于0.4mm,精加工进刀量不大于0.1mm,完成芯体机械加工。
48.s4、芯体与法兰的胶装
49.法兰内壁打磨清理、法兰内壁均匀涂抹粘接剂,并置于烘箱加热预处理之后,在芯体合适位置固定法兰并安装密封圈,使用注胶枪在法兰注胶孔位置进行注胶,静放24小时,保证环氧树脂完全固化。
50.s5、套管整机装配
51.设计了套管装配工装,首先将胶装好法兰的套管芯体垂直固定在装配工装上,并标记法兰安装孔位,使用吊车将空心复合外套吊至套管芯体正上方,采用3根金属杆穿过空心复合外套的安装孔并对准套管法兰安装孔,吊车将空心复合外套垂直方向下移,待空心复合外套安装孔与套管法兰安装孔对齐后,取出3根金属杆,采用螺丝螺母安装固定,实现累计18小时内完成特高压胶浸纤维变压器套管装配工作。
52.s6、套管试验
53.依据国标gb/t 4109-2008进行套管各项检测试验。
54.当变压器套管使用完毕后,首先将变压器套管芯体5左侧卡接进u型夹持板23之间,通过变压器套管芯体5的挤压,两个第一定位板24向相互背离的方向移动,此时第一弹簧21呈压缩状态,使两个第一橡胶垫22紧贴住变压器套管芯体5,对变压器套管芯体5起到固定的作用,且在变压器套管芯体5挤压的同时,驱动u型夹持板23沿水平方向向左移动,并驱动第一支撑杆27沿水平方向向左滑动,此时第二弹簧26呈压缩状态,再将变压器套管放置在安装板7顶部,当变压器套管法兰1底部紧贴住弧形底座28顶部时,通过变压器套管法兰1施加竖直向下的压力,驱动弧形底座28沿竖直方向向下移动,此时第三弹簧202呈压缩状态,且弧形底座28驱动第二支撑杆29沿竖直方向向下移动,并驱动连接板203沿竖直方向向下移动,此时第四弹簧204呈压缩状态,能够对变压器套管法兰1起到缓冲的效果,同时固
定连接在安装板7顶部的防滑垫紧贴住空心复合外套3底部,且空心复合外套3右侧凸起的部分插接进u型放置座211内部,对壳体6起到稳固的效果,当变压器套管芯体5右侧卡接进异型底座9时,转动螺栓206,螺栓206驱动t型板207沿水平方向向左移动,使t型板207内部的第二橡胶垫208紧贴住变压器套管芯体5。
55.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
56.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1