一种一体化电连接板及电池模组的制作方法
1.本实用新型涉及锂电池技术领域,具体涉及一种一体化电连接板及电池模组。
背景技术:
2.电池模组为若干锂离子电池单体经串并联方式组合而成。为了让电池模组便于后期售后维护及梯次利用,目前大多是采用连接片及螺钉将相邻电池串联。具体安装是采用人工操作,即员工一只手将连接片按压在极柱螺纹孔上,另一只手放置螺钉后采用扭矩枪将螺钉紧固。
3.由于电池模组中具有多个连接片,每个连接片在安装时均需要人工手持连接片与极柱螺纹孔对位后再紧固,如此使得模组电连接操作繁琐、连接效率低,而且在紧固螺钉时连接片可能会被扭矩枪带动旋转,会导致连接片定位不准,极限情况下连接片旋转到已经串联好的相邻连接片上,引起电池模组短路造成安全隐患。另外,上述模组电连接方式也不利于连接片安装的自动化,导致电池模组的生产产能和质量一致性受到限制。
技术实现要素:
4.本实用新型目的在于:针对现有技术中模组电连接操作繁琐、连接效率低,且不利于自动化装配的问题,提供一种一体化电连接板及电池模组,通过将若干连接片集成在连接板上,电池模组装配时电连接操作简单、精确、连接效率较高,更有利于电池模组的自动化装配。
5.为了实现上述目的,本实用新型采用的技术方案为:
6.一种一体化电连接板,包括连接板本体和若干连接片,所述连接板本体为注塑成型件,所述连接片与连接板本体集成为一体,且连接板本体上的连接片与电池模组的组合结构对应布置,每个所述连接片上至少包括两个用于与电池极柱相接触的电连接部。
7.本实用新型通过将各连接片按照模组中电池极柱连接位置分布并与连接板本体集成为一体,在进行电池模组装配时,只需将连接板本体相对于模组电池进行定位后,使得各连接片相对于电池极柱位置全部定位完成,再将一体化电连接板与模组电池固定连接,使得连接片上电连接部与电池极柱压接实现相邻电池的串联,通过采用该一体化电连接板,电池模组装配时电连接操作简单、连接效率较高,更有利于电池模组的自动化装配。
8.作为本实用新型的优选方案,每个所述电连接部上均设有用于安装连接件的安装孔,所述连接板本体上设有与安装孔相对应的连接通孔。在进行电池模组装配时,通常采用螺钉作为连接件依次穿入连接板本体上的连接通孔、电连接部上的安装孔后与电池极柱顶端的螺纹孔相连,从而将连接片上电连接部与电池极柱顶面压紧接触,使得连接片与极柱电连接可靠且便于拆卸。
9.作为本实用新型的优选方案,所述电连接部上有用于与电池极柱接触的凸出部,所述安装孔贯穿凸出部,在连接片本体与凸出部之间连有倾斜的缓冲部。当连接片电连接部与电池极柱表面的平行度不够好时,在进行螺钉紧固时,连接片缓冲部可以顺延变形,进
而保证连接片电连接部与电池极柱完全贴合,使得连接片与电池极柱形成良好的电接触。
10.作为本实用新型的优选方案,所述连接片上设有若干个贯穿的附着孔,所述附着孔均匀分布在连接片的中部及两端。通过在连接片上设置若干个贯穿的附着孔,在将连接片与连接板本体注塑集成时,连接板本体可以嵌入连接片上的附着孔中,增加了二者之间的连接力,提高了连接片的附着强度。
11.作为本实用新型的优选方案,所述连接板本体上设有柔性电路板,所述柔性电路板上设有若干镍片、用于与各连接片相连。如此,使得电池模组的柔性电路板也可预先集成在连接板本体上,使得该一体化电连接板集成了高压连接与低压连接,进一步提高模组装配效率。
12.作为本实用新型的优选方案,每个所述连接片包括两个电连接部,两个电连接部之间的连接片为拱形部,所述拱形部嵌于连接板本体上。如此,使得连接片部分嵌入连接板本体上,两者集成效果好连接片不会脱落,同时连接片中部的拱形部能穿到连接板本体上侧,便于与柔性电路板上的镍片进行电连接。
13.作为本实用新型的优选方案,所述连接板本体上在连接通孔边缘设有防护凸环,所述防护凸环顶面高度高于置于连接通孔内的连接件顶部高度。如此设置,可以避免电池模组在装配过程中,因金属工具将任意两个或两个以上的连接片连通而造成短路,导致危险发生。
14.作为本实用新型的优选方案,所述连接板本体上设有限位部,所述限位部用于限定连接板本体相对模组电池的位置。在安装该一体化电连接板时,通过限位部将连接板本体相对于模组电池进行定位后,即可使得各连接片相对于电池极柱位置全部定位完成,无需借助额外的工装对连接板本体进行定位,电池模组装配操作更加方便快捷。
15.作为本实用新型的优选方案,所述限位部为环绕设置于连接板本体下侧四周边缘的下防护凸边,且下防护凸边的内壁与模组电池外部进行嵌套配合。在安装一体化电连接板时,该下防护凸边与模组电池外部配合,对连接板本体起到限位作用,使得拧紧螺钉时无需手扶连接板本体,且扭矩枪产生的扭力不会带动连接片及连接板本体旋转。
16.作为本实用新型的优选方案,所述连接板本体上侧边缘设有上防护凸边,以便对连接板本体上侧的柔性电路板进行保护。
17.作为本实用新型的优选方案,所述连接片为钣金冲压而成,且连接片整体进行镀镍处理,以提高防腐及导电能力。
18.作为本实用新型的优选方案,所述连接板本体上均匀设有若干个贯穿的铆接通孔,以便通过铆接通孔对连接板本体进行固定。
19.作为本实用新型的优选方案,所述连接板本体上还均匀设有若干个贯穿的防爆通孔,以避让电池顶部的防爆阀,以免影响防爆阀爆开时受阻,高温介质无法及时喷出导致电池内部压力持续增大,进而导致电池爆炸。
20.一种电池模组,包括成排设置的若干电池和以上所述的一体化电连接板,通过连接板本体与电池组定位连接,并使连接片与电池极柱接触形成电连接。
21.该电池模组通过将上述一体化电连接板与电池组定位连接后,即可使连接片与电池极柱接触形成电连接,装配时电连接操作简单、连接效率较高,有利于电池模组的自动化装配。
22.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
23.1、本实用新型通过将各连接片按照模组中电池极柱连接位置分布并与连接板本体注塑集成为一体,在进行电池模组装配时,只需将连接板本体相对于模组电池进行定位后,使得各连接片相对于电池极柱位置全部定位完成,再将一体化电连接板与模组电池固定连接,使得连接片上电连接部与电池极柱压接实现相邻电池的串联,通过采用该一体化电连接板,电池模组装配时电连接操作简单、连接效率较高,更有利于电池模组的自动化装配;
24.2、通过使连接片的中部相对于连接片的两端向上凸出,且连接片中部位于连接板本体上侧,连接片两端位于连接板本体下侧,如此,使得连接片部分嵌入连接板本体上,两者集成效果好连接片不会脱落,同时连接片中部位于连接板本体上侧后,便于与柔性电路板上的镍片进行电连接;
25.3、通过在连接片上设置若干个贯穿的附着孔,在将连接片与连接板本体注塑集成时,连接板本体可以嵌入连接片上的附着孔中,增加了二者之间的连接力,提高了连接片的附着强度;
26.4、通过连接板本体上侧设有柔性电路板,且柔性电路板上的镍片与各连接片中部进行搭接后焊接电连接,如此,使得电池模组的柔性电路板也可预先集成在连接板本体上,使得该一体化电连接板集成了高压连接与低压连接,进一步提高模组装配效率。
附图说明
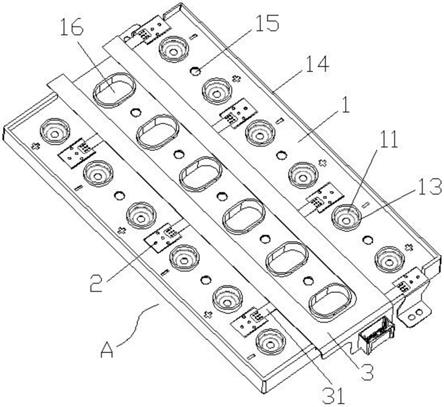
27.图1为本实用新型中的一体化电连接板示意图。
28.图2为图1翻转后的示意图。
29.图3为图1中的连接片示意图。
30.图4为本实用新型中的连接片与电池极柱连接示意图。
31.图5为本实用新型中的电池模组示意图。
32.图6为图5隐藏一体化电连接板后的示意图。
33.图7为图6中的中间层板示意图。
34.图中标记:1
‑
连接板本体,11
‑
连接通孔,12
‑
下防护凸边,13
‑
防护凸环,14
‑
上防护凸边,15
‑
铆接通孔,16
‑
防爆通孔,2
‑
连接片,21
‑
电连接部,22
‑
安装孔,23
‑
附着孔,24
‑
缓冲部,3
‑
柔性电路板,31
‑
镍片,4
‑
电池极柱,5
‑
模组端板,6
‑
模组拉板,7
‑
中间层板,71
‑
连接圆台,72
‑
分隔板,8
‑
螺钉,a
‑
一体化电连接板。
具体实施方式
35.下面结合附图,对本实用新型作详细的说明。
36.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
37.实施例1
38.本实施例提供一种一体化电连接板;
39.如图1
‑
图4所示,本实施例中的一体化电连接板,包括连接板本体1和若干连接片
2,所述连接板本体1为注塑成型件,所述连接片2与连接板本体1注塑集成为一体,且连接板本体1上的各连接片2与电池模组中各相邻电池极柱4的连接位置对应布置,每个所述连接片2上设有两个用于与电池极柱相接触的电连接部21,所述电连接部21位于所述连接片2的两端。
40.本实用新型通过将各连接片按照模组中电池极柱连接位置分布并与连接板本体注塑集成为一体,在进行电池模组装配时,只需将连接板本体相对于模组电池进行定位后,使得各连接片相对于电池极柱位置全部定位完成,再将一体化电连接板与模组电池固定连接,使得连接片上电连接部与电池极柱压接实现相邻电池的串联,通过采用该一体化电连接板,电池模组装配时电连接操作简单、连接效率较高,更有利于电池模组的自动化装配。
41.本实施例中,每个所述电连接部21上均设有用于安装连接件的安装孔22,所述连接板本体1上设有与安装孔22相对应的连接通孔11。在进行电池模组装配时,通常采用螺钉作为连接件依次穿入连接板本体上的连接通孔、电连接部上的安装孔后与电池极柱顶端的螺纹孔相连,从而将连接片上电连接部与电池极柱顶面压紧接触,使得连接片与极柱电连接可靠且便于拆卸。
42.所述连接片2两端的电连接部21均设有用于与电池极柱接触的凸出部,所述安装孔22贯穿凸出部,在连接片本体与凸出部之间连有倾斜的缓冲部24。通过设置倾斜的缓冲部将连接片电连接部与连接片两端本体进行连接,当连接片电连接部与电池极柱表面的平行度不够好时,在进行螺钉紧固时,连接片缓冲部可以顺延变形,进而保证连接片电连接部与电池极柱完全贴合,使得连接片与电池极柱形成良好的电接触。
43.本实施例中,所述电连接部21上的凸出部为与电池极柱顶端适配的圆形状且朝向电池极柱一侧凸出的平面,在凸出部的中心设有用于螺钉8穿过的安装孔22,所述连接板本体1上与安装孔位置相对应开设有若干个用于螺钉穿过的连接通孔11。
44.当然,可以理解的是,本实施例中电连接部上的凸出部也可以设计为其他可替代结构,如设计为朝电池极柱方向突出的弹片式u型插头(无需设置安装孔),并在电池极柱上对应开设有匹配的插槽,安装时通过将连接片两端u型插头卡入电池极柱插槽中,使u型插头两侧与极柱插槽内壁形成压力接触实现电连接,省去了拧紧螺钉的过程,连接效率更高。
45.本实施例中,所述连接片2上设有若干个贯穿的附着孔23,本实施例的附着孔23均匀分布在连接片2的中部及两端。通过在连接片上设置若干个贯穿的附着孔,在将连接片与连接板本体注塑集成时,连接板本体可以嵌入连接片上的附着孔中,增加了二者之间的连接力,提高了连接片的附着强度。
46.本实施例中,所述连接板本体1上侧设有柔性电路板3,所述柔性电路板3上的镍片31与各连接片2中部进行搭接后焊接电连接。如此,使得电池模组的柔性电路板也可预先集成在连接板本体上,使得该一体化电连接板集成了高压连接与低压连接,进一步提高模组装配效率。当然,所述柔性电路板(flexible printed circuit 简称fpc)也可以根据需求替代为ffc(镀锡扁平铜线)、pcba板(printed circuit board assembly)。
47.本实施例中,两个电连接部21之间的连接片形成拱形部,所述拱形部嵌于连接板本体1上,如图4所示,所述连接片2的中部相对于连接片两端向上凸出,且连接片2中部位于连接板本体1上侧,连接片2两端位于连接板本体1下侧。如此,使得连接片部分嵌入连接板本体上,两者集成效果好连接片不会脱落,同时连接片中部位于连接板本体上侧后,便于与
柔性电路板上的镍片进行电连接。
48.本实施例中,所述连接板本体1上在连接通孔11边缘设有防护凸环13,所述防护凸环13的凸出高度高于置于连接通孔11内的螺钉8头部顶面。如此设置,可以避免电池模组在装配过程中,金属工具将任意两个或两个以上的连接片短路,导致危险发生。
49.本实施例中,所述连接板本体1上设有限位部,所述限位部用于限定连接板本体1相对模组电池的位置。在安装该一体化电连接板时,通过限位部将连接板本体相对于模组电池进行定位后,即可使得各连接片相对于电池极柱位置全部定位完成,无需借助额外的工装对连接板本体进行定位,电池模组装配操作更加方便快捷。
50.本实施例中,所述限位部为环绕设置于连接板本体1下侧四周边缘的下防护凸边12,且下防护凸边12的内壁与模组电池外部进行嵌套配合。在安装一体化电连接板时,该下防护凸边与模组电池外部配合,对连接板本体起到限位作用,使得拧紧螺钉时无需手扶连接板本体,且扭矩枪产生的扭力不会带动连接片及连接板本体旋转。
51.本实施例中,所述连接板本体1上侧四周边缘设有上防护凸边14,以便对连接板本体上侧的柔性电路板进行保护。为了便于安装柔性电路板3,所述上防护凸边14在连接板本体1长度方向的两侧开有缺口,使上防护凸边成为不连续状态。
52.本实施例中,所述连接片2为钣金冲压而成,且连接片2整体进行镀镍处理,以提高防腐及导电能力。连接片在与连接板本体注塑集成后,连接片中部位于连接板本体上侧,优选地,连接片中部部分嵌入连接板本体中,且连接片中部上表面略微高出连接板本体上表面,以便柔性电路板上的镍片与连接片中部进行搭接后焊接电连接。
53.本实施例中,所述连接板本体1上均匀设有若干个贯穿的铆接通孔15,以便通过铆接通孔将连接板本体与模组电池进行铆接固定,增强该一体化电连接板与模组电池的连接力,避免连接板本体受到向上的拉力后,使连接片产生较大变形而影响与极柱的电接触。
54.本实施例中,所述连接板本体1上还均匀设有若干个贯穿的防爆通孔16,以避让电池顶部的防爆阀,以免影响防爆阀爆开时受阻,高温介质无法及时喷出导致电池内部压力持续增大,进而导致电池爆炸。所述防爆通孔16的上下两侧边缘设有连续的凸起,既可以防爆通孔形成保护,又可以加强连接板本体结构强度,同时防爆通孔上下两侧凸起具有引流作用,使得高温介质定向喷出,不蔓延到其他电池,进而引发整个模组热失控。
55.实施例2
56.如图5
‑
图7所示,本实施例提供一种电池模组,包括若干个电池和实施例1中所述的一体化电连接板a,所有的电池成一排对齐布置,相邻电池之间设有用于包裹两个电池部分的中间层板7,一体化电连接板a扣在电池组上,使连接板本体1下侧四周的下防护凸边12与中间层板7嵌套配合,采用螺钉8依次穿入连接板本体1上的连接通孔11、连接片2上电连接部21中心的安装孔22后与电池极柱4顶端的螺纹孔相连,使连接片2上电连接部21与电池极柱4顶面接触电连接,所述中间层板7通过尼龙铆钉与连接板本体1上的铆接通孔15铆接,还包括两个模组端板5和两个模组拉板6,所述模组端板5分别设于最外端的两个电池侧面,所述模组拉板6分别设于模组端板5的两侧。
57.该电池模组包括若干个电池和一体化电连接板,所有的电池成一排对齐布置,相邻电池之间设有用于包裹两个电池部分的中间层板,并通过在成排布置的电池两端相对设置模组端板,利用两侧的模组拉板使各电池紧贴,将一体化电连接板扣在电池上,利用螺钉
将连接片上的电连接部与电池极柱顶端压接,并将连接板本体通过尼龙铆钉与中间层板铆接,该电池模组装配时电连接操作简单、连接效率较高,有利于电池模组的自动化装配。
58.本实施例中,所述中间层板7呈口字形状,所述中间层板7的内壁设有具有一定凸出高度的分隔板72,装配时相邻两个电池的大面分别贴于分隔板72两侧,电池其余面与中间层板7内壁贴合,使得中间层板可以对相邻的两个电池进行装配限位。所述中间层板7的顶部左右两侧还开设有若干缺口,以便避让相邻两个电池的极柱及防爆阀。所述中间层板7的顶面还均匀设有三个连接圆台71,每个连接圆台71的中心设有铆接孔,装配时连接板本体1上的铆接通孔15通过尼龙铆钉与中间层板7顶部连接圆台71的铆接孔进行铆接,从而实现对整个一体化电连接板的固定。
59.需要说明的是,用于包裹最外端两个电池的中间层板结构不一样,这两个中间层板相当于只有正常中间层板的一半,即从分隔板中心将中间层板分为两半。另外,在电池模组的正负输出极上分别设有输出连接片,两个输出连接片分别位于模组长度方向的两侧。为了使该一体化电连接板具有更高的集成度,可以将两个输出连接片也集成在连接板本体上。其中,输出连接片的一端采用同样的方式集成在连接板本体上,并通过螺钉与输出电池极柱压紧电连接,而输出连接片的另一端延伸至连接板本体外,并折弯后与模组端板固定。同时,柔性电路板上的镍片也要与输出连接片进行搭接后焊接。
60.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的原理之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1