一种液冷板组件及电池模组的制作方法
1.本实用新型涉及汽车电池模组技术领域,尤其涉及一种液冷板组件及电池模组。
背景技术:
2.电池模组为电动汽车的动力电池。现有技术中,电池模组通常采用液冷板来对电芯进行降温。液冷板中具有空腔或流道,用于冷却液在其中流动,以带走电芯产生的热量。现有技术中,液冷板的端部密封采用集流管密封。
3.公告号为cn208368689u的中国实用新型专利,集流管与冷却管的端部连接,集流管的厚度远大于冷却管的厚度,集流管凸出冷却管,占用了电池模组的高度。
4.上述方案沿液冷板的厚度方向占用空间大,单个电池模组的高度方向需要至少增加5mm。而电池包中存在多个电池模组,汽车底盘上可安装电池模组的高度空间有限,上述方案制约了电池模组的布置及安装。
5.上述方案中,液冷板悬置并由集流管支撑,还需要考虑集流管的结构强度,因此需要采用大尺寸大厚度的集流管,不利于节约安装空间。
技术实现要素:
6.本实用新型的目的在于提供一种能够减少高度占用空间的液冷板组件及电池模组。
7.本实用新型技术方案提供一种液冷板组件,包括液冷板和连接在所述液冷板的端部的堵头;
8.所述液冷板中具有液冷板腔体,所述液冷板上设置有与所述液冷板腔体连通的连接头;
9.所述堵头包括密封板和连接在所述密封板一侧的支撑板,所述支撑板的厚度小于所述密封板的厚度,所述密封板的厚度小于或等于所述液冷板的厚度;
10.所述支撑板插入所述液冷板腔体中,所述密封板与所述液冷板的端面焊接;
11.在沿着所述液冷板的厚度方向上,所述密封板与所述液冷板平齐,或所述密封板处于所述液冷板的两侧表面之间。
12.支撑板插入液冷板腔体,起到支撑液冷板腔体端部开口的作用,密封板与液冷板的端面焊接实现密封,密封板不会凸出液冷板,不会额外占用高度空间,不会增加电池模组在高度方向的尺寸,有利于布置电池模组。
13.在其中一项可选技术方案中,所述支撑板与所述密封板一体成型,提高了由支撑板与密封板组成的堵头的结构稳定性。
14.在其中一项可选技术方案中,所述液冷板包括液冷板底板和液冷板侧板,所述液冷板侧板与所述液冷板底板连接呈l形,所述液冷板底板和所述液冷板侧板中分别设置有所述液冷板腔体;
15.所述密封板包括密封板底板和密封板侧板,所述密封板侧板与所述密封板底板连
接呈l形,所述密封板底板和所述密封板侧板上分别设置有所述支撑板。
16.通过将液冷板配置为有液冷板底板和液冷板侧板组成的l形,两块液冷板对接形成u形结构,液冷板底板和液冷板侧板中都具有液冷板腔体,可以实现对电芯的底面及两个侧面进行降温冷却。
17.在其中一项可选技术方案中,所述液冷板底板与所述液冷板侧板一体成型,提高了由液冷板底板与液冷板侧板组成的l形的液冷板的结构稳定性。
18.在其中一项可选技术方案中,所述密封板底板与所述密封板侧板一体成型,提高了由密封板底板与密封板侧板组成的l形的密封板的结构稳定性。
19.在其中一项可选技术方案中,所述液冷板底板远离所述液冷板侧板的一端具有第一焊接板和第二焊接板;
20.在沿着所述液冷板底板的长度方向上,所述第二焊接板处于所述第一焊接板的一侧;
21.在沿着所述液冷板底板的厚度方向上,所述第一焊接板处于所述第二焊接板的下方。
22.在将两块液冷板焊接时,两块液冷板底板焊接,将第一块液冷板底板上的第一焊接板与第二块液冷板底板上的第二焊接板焊接,将第一块液冷板底板上的第二焊接板与第二块液冷板底板上的第一焊接板焊接,形成z形焊缝,提高了两块液冷板底板的连接稳定性,并使得两块液冷板底板的表面平整,避免出现台阶。
23.在其中一项可选技术方案中,所述第一焊接板和所述第二焊接板分别与所述液冷板底板一体成型,提高了第一焊接板、第二焊接板与液冷板底板的结构稳定性。
24.在其中一项可选技术方案中,所述液冷板侧板的外表面上安装有挂板,所述挂板具有连接通孔,用于通过螺栓固定电池模组。
25.本实用新型技术方案还提供一种电池模组,包括电芯、模组端板和两块前述任一技术方案所述的液冷板组件;
26.两块所述液冷板焊接,在两块所述液冷板的两端分别焊接有一块所述模组端板;
27.所述电芯处于所述液冷板与所述模组端板围成的空间中。
28.密封板不会凸出液冷板,不会额外占用高度空间,不会增加电池模组在高度方向的尺寸,有利于布置电池模组。
29.在其中一项可选技术方案中,两块所述液冷板中的液冷板底板焊接;
30.其中,一块所述液冷板底板上的第一焊接板与另一块所述液冷板底板上的第二焊接板焊接。
31.在将两块液冷板焊接时,两块液冷板底板焊接,将第一块液冷板底板上的第一焊接板与第二块液冷板底板上的第二焊接板焊接,将第一块液冷板底板上的第二焊接板与第二块液冷板底板上的第一焊接板焊接,形成z形焊缝,提高了两块液冷板底板的连接稳定性,并使得两块液冷板底板的表面平整,避免出现台阶。
32.采用上述技术方案,具有如下有益效果:
33.本实用新型提供的液冷板组件及电池模组,支撑板插入液冷板腔体,起到支撑液冷板腔体端部开口的作用,密封板与液冷板的端面焊接实现密封,密封板不会凸出液冷板,不会额外占用高度空间,不会增加电池模组在高度方向的尺寸,有利于布置电池模组。
附图说明
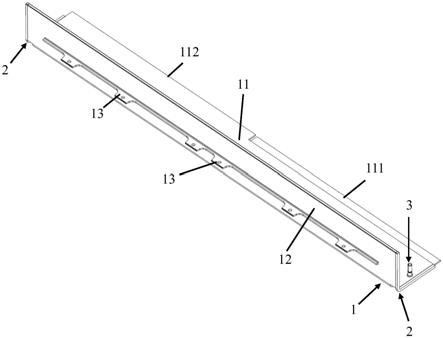
34.图1为本实用新型一实施例提供的液冷板组件的立体图;
35.图2为图1所示的液冷板组件的端部的局部放大图;
36.图3为液冷板沿着第二焊接板的剖视图;
37.图4为堵头的立体图;
38.图5为堵头与液冷板配合的局部剖视图;
39.图6为液冷板组件的俯视图;
40.图7为图6沿着a-a向的剖视图;
41.图8为图7的局部放大图;
42.图9为液冷板侧板、支撑板及密封板侧板的剖视图;
43.图10为图9的局部放大图;
44.图11为液冷板底板上具有第一焊接板和第二焊接板的局部放大图;
45.图12为本实用新型一实施例提供的电池模组的立体图;
46.图13为两块液冷板底板焊接连接的示意图;
47.图14为两块液冷板通过液冷板底板焊接形成u形结构的示意图。
具体实施方式
48.下面结合附图来进一步说明本实用新型的具体实施方式。其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
49.如图1-5所示,本实用新型一实施例提供的液冷板组件,包括液冷板1和连接在液冷板1的端部的堵头2。
50.液冷板1中具有液冷板腔体10,液冷板1上设置有与液冷板腔体10连通的连接头3。
51.堵头2包括密封板21和连接在密封板21一侧的支撑板22,支撑板22的厚度小于密封板21的厚度,密封板21的厚度小于或等于液冷板1的厚度。
52.支撑板22插入液冷板腔体10中,密封板21与液冷板1的端面焊接。
53.在沿着液冷板1的厚度方向上,密封板21与液冷板1平齐,或密封板21处于液冷板1的两侧表面之间。
54.本实用新型提供的液冷板组件为电池模组的零部件,其用于对电芯进行降温冷却。
55.本实用新型提供的液冷板组件包括液冷板1和堵头2。液冷板1沿着长度方向的两端都配置有堵头2。液冷板1中具有液冷板腔体10,其用于冷却液流通。液冷板1上安装有连接头3,其用于与冷却液管道连接,用于液冷板腔体10中的冷却液与外部循环。在沿着液冷板1的厚度方向上,液冷板腔体10处于液冷板1的中间。将液冷板1面向电芯的一侧表面称之为正面,将液冷板1背对电芯的一侧表面称之为反面。
56.液冷板1由铝合金挤出成型,液冷板腔体10直接形成在液冷板1中。
57.堵头2用于支撑液冷板腔体10的端部开口和密封该端部开口。堵头2由铝合金加工成型。
58.堵头2包括有密封板21和支撑板22,支撑板22连接在密封板21的内侧并沿着液冷板1的长度方向延伸。在沿着密封板21的厚度方向上,支撑板22连接在密封板21的中间。支撑板22比密封板21薄。密封板21与液冷板1的厚度相同,或者,密封板21比液冷板1薄。将液冷板腔体10的端部开口沿着液冷板1的厚度方向的尺寸称之为端部开口的高度。
59.密封板21的厚度大于液冷板腔体10的端部开口的高度,密封板21能够密封住液冷板腔体10的端部开口。支撑板22的厚度略小于液冷板腔体10的端部开口的高度,支撑板22能够插入液冷板腔体10的端部开口中。
60.在装配时,支撑板22插入液冷板腔体10的端部开口中,起到支撑液冷板腔体10的端部开口的腔壁的作用,提高液冷板腔体10的端部开口处的结构强度。密封板21处于液冷板腔体10的端部开口的外侧,密封板21的内侧表面与液冷板1的端面焊接,实现密封连接,从而密封住液冷板腔体10的端部开口。密封板21的内侧表面与液冷板1的端面可采用激光焊接连接或采用搅拌摩擦焊焊接连接。
61.在装配完成后,密封板21不会凸出液冷板1。当密封板21与液冷板1的厚度相同时,密封板21的正反面与液冷板1的正反面平齐。当密封板21比液冷板1薄时,在沿着液冷板1的厚度方向上,密封板21处于液冷板1的正反面之间。
62.由于密封板21不会凸出液冷板1,不会额外占用高度空间,因此也就不会增加电池模组在高度方向的尺寸,有利于布置电池模组。
63.在其中一个实施例中,支撑板22与密封板21一体成型。支撑板22与密封板21采用铝合金板材一体铸造成型,提高了由支撑板22与密封板21组成的堵头2的结构稳定性。
64.在其中一个实施例中,如图2、图4和图6-10所示,液冷板1包括液冷板底板11和液冷板侧板12,液冷板侧板12与液冷板底板11连接呈l形,液冷板底板11和液冷板侧板12中分别设置有液冷板腔体10。
65.密封板21包括密封板底板211和密封板侧板212,密封板侧板212与密封板底板211连接呈l形,密封板底板211和密封板侧板212上分别设置有支撑板22。
66.液冷板底板11和液冷板侧板12上可分别安装有连接头3。
67.密封板底板211的厚度小于或等于液冷板底板11的厚度,密封板侧板212的厚度小于或等于液冷板侧板12的厚度。
68.装配时,密封板底板211上的支撑板22插入液冷板底板11的液冷板腔体10的端部开口中,密封板底板211的内侧表面与液冷板底板11的端面焊接,密封板底板211不会凸出密封板底板211。密封板侧板212上的支撑板22插入液冷板侧板12的液冷板腔体10的端部开口中,密封板侧板212的内侧表面与液冷板侧板12的端面焊接,密封板侧板212不会凸出液冷板侧板12。
69.通过将液冷板1配置为有液冷板底板11和液冷板侧板12组成的l形结构,两块液冷板1对接形成u形结构,液冷板底板11和液冷板侧板12中都具有液冷板腔体10,可以实现对电芯4的底面及两个侧面进行降温冷却。
70.在其中一个实施例中,液冷板底板11与液冷板侧板12一体成型。液冷板底板11与液冷板侧板12采用铝合金型材一体挤压成型,提高了由液冷板底板11与液冷板侧板12组成的l形的液冷板1的结构稳定性。
71.在其中一个实施例中,密封板底板211与密封板侧板212一体成型,提高了由密封
板底板211与密封板侧板212组成的l形的密封板21的结构稳定性。
72.在其中一个实施例中,如图1和图11所示,液冷板底板11远离液冷板侧板12的一端具有第一焊接板111和第二焊接板112。
73.在沿着液冷板底板11的长度方向上,第二焊接板112处于第一焊接板111的一侧。
74.在沿着液冷板底板11的厚度方向上,第一焊接板111处于第二焊接板112的下方。
75.结合图14所示,在将两块液冷板1焊接时,两块液冷板底板11焊接,将第一块液冷板底板11上的第一焊接板111与第二块液冷板底板11上的第二焊接板112焊接,将第一块液冷板底板11上的第二焊接板112与第二块液冷板底板11上的第一焊接板111焊接,形成z形焊缝14,提高了两块液冷板底板11的连接稳定性,并使得两块液冷板底板11的上下表面平整,避免出现台阶。
76.在其中一个实施例中,第一焊接板111和第二焊接板112分别与液冷板底板11一体成型,提高了第一焊接板111、第二焊接板112与液冷板底板11的结构稳定性。
77.在其中一个实施例中,如图1-2所示,液冷板侧板12的外表面上安装有挂板13,挂板13具有连接通孔131,用于通过螺栓固定电池模组。在安装多个电池模组时,上下相邻的电池模组的挂板13的连接通孔131对齐,用于螺栓穿过以将上下相邻的电池模组固定在一起。
78.如图12-14所示,本实用新型一实施例提供的一种电池模组,包括电芯4、模组端板5和两块前述任一实施例所述的液冷板组件。
79.两块液冷板1焊接,在两块液冷板1的两端分别焊接有一块模组端板5。
80.电芯4处于液冷板1与模组端板5围成的空间中。
81.本实用新型提供的电池模组包括电芯4、模组端板5和两块液冷板组件。
82.有关液冷板组件的结构、构造及工作原理,请参考前面对液冷板组件的描述部分,在此不再赘述。
83.两块液冷板1先焊接呈底板或框架。模组端板5焊接在两端液冷板1沿着长度方向的端部附近,电芯4装配在由液冷板1和模组端板5所围成的空间中。
84.在装配完成后,密封板21不会凸出液冷板1,不会额外占用高度空间,因此也就不会增加电池模组在高度方向的尺寸,有利于布置电池模组。
85.在其中一个实施例中,如图11和图14所示,两块液冷板1中的液冷板底板11焊接。
86.其中,一块液冷板底板11上的第一焊接板111与另一块液冷板底板11上的第二焊接板112焊接。
87.在将两块液冷板1焊接时,两块液冷板底板11焊接,将第一块液冷板底板11上的第一焊接板111与第二块液冷板底板11上的第二焊接板112焊接,将第一块液冷板底板11上的第二焊接板112与第二块液冷板底板11上的第一焊接板111焊接,形成z形焊缝14,提高了两块液冷板底板11的连接稳定性,并使得两块液冷板底板11的表面平整,避免出现台阶。
88.根据需要,可以将上述各技术方案进行结合,以达到最佳技术效果。
89.以上所述的仅是本实用新型的原理和较佳的实施例。应当指出,对于本领域的普通技术人员来说,在本实用新型原理的基础上,还可以做出若干其它变型,也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1