圆柱软包电池包装机的制作方法
圆柱软包电池包装机
【技术领域】
1.本发明涉及锂离子电芯的包装技术,尤其涉及圆柱软包电池包装机。
背景技术:
2.锂离子电池以其具有电压高、比能量高、循环使用次数多、存储时间长等特有的性能优势得到广泛应用,针对市场的巨大需求,对锂离子电池的性能和安全性的要求越来越高,迫使锂电行业技术不断提升。
3.在锂电池生产中,在卷绕之后,由于锂电池内部的极片及隔膜纸结构比较松散,因此,一般还需要对锂电池进行整形和包装,使电芯变得更加密实、以确保锂电池内部结构的结实牢固。以便在后续运输和周转过程,能够有效防止电芯极片和和隔膜之间的错位以及隔膜的褶皱,大大提高锂电池的安全性。
4.但是,在现有锂电池生产组装中,采用手工或半自动的设备进行生产,需要经过测试、折角,整形,贴纸、包胶等加工工序,实际生产中,一般是将电芯放置到对应的料框内进行搬运以及上料,然后再进行后续每个工位的加工组装,需要大量的人工操作。而且,现有的电池生产线中,电芯进行上料时,只能将料框连同电芯一起放入生产线,通过夹取机构将料框内的电芯逐一取出,常常采用大量的人工介入,大大降低了电芯上料的效率,自动化程度低、用时长,造成整体生产效率低下,相对成本大且占用生产空间大,严重限制电池的自动化生产;而且还会因人员操作的不确定性,导致出现安全问题和质量问题,特别是新员工进行操作时,更需要熟练一定时间才能把产品一致性做好。
5.因此,如何提高电芯上料的自动化水平,提高电芯上料效率、降低不确定性和提高安全性,是业界急需解决的问题。
技术实现要素:
6.本发明提供一种自动化程度高,采用同步送料和下料,送料和下料速度快、准确可控、性能稳定,一次完成电芯的自动测试、自动折角及整形、自动包胶和自动折极耳,有效提高电芯加工效率的圆柱软包电池包装机。
7.为了实现上述发明目的,本发明采用的技术方案是:
8.圆柱软包电池包装机,应用于圆柱软包电芯在每个工位的自动上料、自动测试、自动折角及整形、自动包胶、自动折极耳和自动下料,包括:
9.机座台架,水平放置、其台面用于承托各工位的加工装置;
10.分割器上料装置,设置于机座台架台面侧端处、其上的四工位分隔盘用于承接卷绕后圆柱软包电芯的自动上料;
11.测试装置,设置于分割器上料装置的旁侧、用于对四工位分隔盘上旋转送给的圆柱软包电芯依次进行电压及内阻检测;
12.伺服送料装置,设置于机座台架台面的侧旁、并步进的将经过所述测试装置检测后的圆柱软包电芯依次递进有序地输送至折角工位、整形工位、贴纸工位、包十字胶工位、
折极耳工位、贴侧胶工位和包红黑胶工位;
13.折角装置,紧邻所述测试装置设置、用于对所述圆柱软包电芯的包边进行裁剪及弯折、使包边贴合于圆柱软包电芯本体的侧壁上;
14.整形装置,紧邻所述折角装置的折角工位设置、通过与圆柱软包电芯整形直径相匹配的两侧凹槽对接呈圆形、并对圆柱软包电芯加压加温下将不规则弧度整形趋圆;
15.贴纸装置,依次紧邻所述整形装置的整形工位设置、用于对折角及整形后的圆柱软包电芯的包边及其紧邻的部分侧壁粘贴覆盖青稞纸,来保持包边平整,避免毛刺凸出;
16.包十字胶装置,依次紧邻所述贴纸装置的贴纸工位设置、用于对极耳焊接到极片上的位置处进行包胶;
17.折极耳装置,依次紧邻所述包十字胶装置的包胶工位设置、用于对圆柱软包电芯上的极耳按预设角度弯折;
18.贴侧胶装置,依次紧邻所述折极耳装置的折极耳工位设置、沿圆柱软包电芯轴向长度方向用于对圆柱软包电芯的正极片及负极片侧缝处分别粘贴封盖侧缝的胶带;
19.包红黑胶装置,依次紧邻所述贴侧胶装置的侧贴胶工位设置、用于对圆柱软包电芯的两端周向分别包裹红胶带和黑胶带后下料输出。
20.优选地,所述分割器上料装置包括四工位分隔盘和凸轮分割器,所述凸轮分割器设置于所述机座台架台面下侧,所述四工位分隔盘设置于所述机座台架台面上侧、并由所述凸轮分割器驱动至所述测试装置的测试工位。
21.优选地,所述测试装置包括立座板、探针头、吸嘴盘、探针气缸、剔废气缸和废料漏斗,所述立座板上侧设置有沿横向固定滑轨上滑动的滑块,所述剔废气缸驱动所述滑块横移进给动作,所述探针头和所述吸嘴盘沿竖向安装于所述探针气缸活塞自由端连接的探针座上,所述剔废气缸驱动探针气缸下侧的探针头及吸嘴盘横移至四工位分隔盘上圆柱软包电芯的测试工位、探针气缸驱动探针头下移对圆柱软包电芯的电压及内阻检测,电芯合格则探针气缸驱动探针头及吸嘴盘上移复位,电芯不合格则吸嘴盘吸附圆柱软包电芯、并由所述剔废气缸驱动下横移至所述废料漏斗处排出。
22.优选地,所述伺服送料装置包括多个固定连接于机座台架台面侧旁的立板座、多组并列设置的纵向进给导轨及滑块、纵移驱动气缸、滑板、伺服电机、同步带、横向进给导轨及滑块、竖向升降驱动气缸和沿送料方向设置的型材杆,所述型材杆上设置有多个分别与折角工位、整形工位、贴纸工位、包十字胶工位、折极耳工位和贴侧胶工位依次相对应、并将测试工位的圆柱软包电芯依次递进有序送给至包红黑胶工位的送料吸嘴盘,所述伺服电机通过同步齿轮组将同步带张紧固定于滑板上,横向进给导轨及滑块安装于所述滑板上、且滑块由所述同步带带动,所述型材杆连接于所述竖向升降驱动气缸的活塞杆端部,所述竖向升降驱动气缸通过气缸座固定安装于横向进给导轨对应的滑块上,所述滑板通过多组纵向进给导轨及滑块滑动连接于所述立板座顶端、并由纵移驱动气缸驱动沿纵向进给运动。
23.优选地,所述折角装置包括折角压料机构和折角包边机构,所述折角压料机构通过气动驱动的成型块下压的对圆柱软包电芯本体挤压成型、且对应的折角包边机构上侧通过一对成型辊同步包边。
24.优选地,所述整形装置包括整形压料机构和对折角后圆柱软包电芯纵向对挤的成型机构,所述整形压料机构通过气动驱动的成型块下压的对圆柱软包电芯本体挤压成型、
并同步的通过成型机构两侧对接呈圆形的凹槽、在加压加温下纵向对挤下进行圆柱软包电芯的趋圆整形。
25.优选地,所述贴纸装置包括纵向送纸气缸、两侧的导轨立板、送纸滑板、左抓手、右抓手和一对对称设置的压板组件,所述左抓手和右抓手分别由气动控制、且通过竖向滑动轴承分置于所述送纸滑板的两侧,所述纵向送纸气缸驱动所述送纸滑板两侧的左抓手及右抓手夹紧青稞纸沿纵向送给至电芯的两边,所述送纸滑板上还设有驱动左抓手及右抓手沿竖向升降移动、并通过左抓手与右抓手之间设置的压板将青稞纸下压贴附于电芯侧壁上,所述左抓手及所述右抓手分别对应的压板组件对电芯两侧端面青稞纸进行包边压紧,来保持包边平整,避免毛刺凸出。
26.优选地,所述包十字胶装置包括两个对称分置的料盘、包胶送料组件、压胶组件、包胶组件和压料组件,包胶送料组件、压胶组件、包胶组件和压料组件分别采用气动控制,所述包胶送料组件将两个料盘上的十字胶依次送给至电芯两端的正负极耳处,所述压胶组件对正负极耳处的十字胶进行端部压紧后、由所述包胶组件对极耳缠裹,所述压料组件对缠裹后正负极耳胶带进行压紧处理。
27.优选地,所述折极耳装置包括承接台座、前后对开的夹紧组件、上下升降的压板组件和两个对称设置于承接台座两侧的成型组件,所述夹紧组件通过对开的凹槽、所述压板组件通过压板将承接台座上的包十字胶后圆柱软包电芯压紧固定,所述压板组件上压板两端还分别设有沿竖向二次升降、对正负极耳分别折弯的左压块和右压块,所述压板组件的压板上安装有驱动所述左压块和所述右压块同步二次下压动作的折弯气缸,两个成型组件分别通过成型块对弯折的极耳压紧成形。
28.优选地,所述贴侧胶装置包括双侧包胶送料组件、贴压侧胶组件和双侧滚压贴紧组件,所述双侧包胶送料组件沿圆柱软包电芯轴向长度方向牵引对圆柱软包电芯的正极片及负极片侧缝处粘贴封盖侧缝的胶带,所述贴压侧胶组件上沿圆柱软包电芯轴向长度方向设置的压辊竖向下移对粘贴胶带滚压,所述双侧滚压贴紧组件上两侧对开的多组弧面滚轮对圆柱软包电芯两侧粘贴的胶带沿轴向滚压贴合。
29.本发明的有益效果是:
30.本发明通过分割器上料装置、测试装置、伺服送料装置、折角装置、整形装置、贴纸装置、包十字胶装置、折极耳装置、贴侧胶装置和包红黑胶装置,将自动上料及测试后的合格圆柱软包电芯,通过伺服送料装置依次递进有序地输送至折角装置的折角工位、整形装置的整形工位、贴纸装置的贴纸工位、包十字胶装置的包十字胶工位、折极耳装置的折极耳工位、贴侧胶装置的贴侧胶工位和包红黑胶装置的包红黑胶工位,分别自动折角及整形、自动贴纸及包胶、自动折极耳和完整包装后自动下料,有效分配电芯的上料供给和下料后输出,进出有序,有效提高电芯的装配效率,实现同步控制,代替人工装盘,节省人力成本,集多种功能为一体,降低加工成本,有效提高电芯加工效率。
【附图说明】
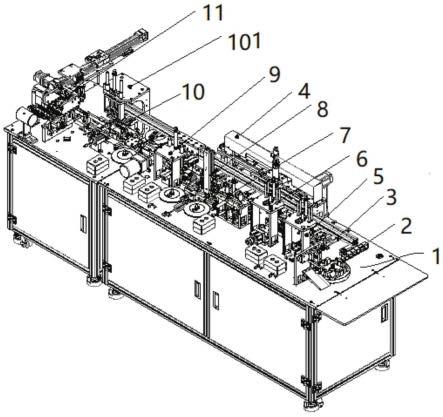
31.图1是本发明实施例的立体结构示意图;
32.图2是本发明实施例中分割器上料装置的立体结构放大示意图;
33.图3是本发明实施例中分割器上料装置的侧视结构放大示意图;
34.图4是本发明实施例中测试装置的立体结构放大示意图;
35.图5是本发明实施例中测试装置的侧视结构放大示意图;
36.图6是本发明实施例中伺服送料装置的立体结构放大示意图;
37.图7是本发明实施例中伺服送料装置的仰视结构放大示意图;
38.图8是本发明实施例中伺服送料装置的后视结构放大示意图;
39.图9是本发明实施例中折角装置的立体结构放大示意图;
40.图10是本发明实施例中整形装置的立体结构放大示意图;
41.图11是本发明实施例中贴纸装置的立体结构放大示意图;
42.图12是本发明实施例中贴纸装置的主视结构放大示意图;
43.图13是本发明实施例中贴纸装置的侧视结构放大示意图;
44.图14是本发明实施例中包十字胶装置的立体结构放大示意图;
45.图15是本发明实施例中折极耳装置的立体结构放大示意图;
46.图16是本发明实施例中折极耳装置的主视结构放大示意图;
47.图17是本发明实施例中折极耳装置的侧视结构放大示意图;
48.图18是本发明实施例中贴侧胶装置上双侧包胶送料组件的立体结构放大示意图;
49.图19是本发明实施例中贴侧胶装置上双侧滚压贴紧组件的立体结构放大示意图。
【具体实施方式】
50.圆柱软包电池包装机,如图1所示,应用于圆柱软包电芯在每个工位的自动上料、自动测试、自动折角及整形、自动包胶、自动折极耳和自动下料,包括机座台架1、分割器上料装置2、测试装置3、伺服送料装置4、折角装置5、整形装置6、贴纸装置7、包十字胶装置8、折极耳装置9、贴侧胶装置10和包红黑胶装置11,该机座台架1水平放置、其台面用于承托各工位的加工装置;分割器上料装置2设置于机座台架1台面侧端处,其上的四工位分隔盘用于承接卷绕后圆柱软包电芯的自动上料;测试装置3设置于分割器上料装置2的旁侧,用于对四工位分隔盘上旋转送给的圆柱软包电芯依次进行电压及内阻检测;伺服送料装置4设置于机座台架1台面的侧旁,并步进的将经过测试装置3检测后的圆柱软包电芯依次递进有序地输送至折角工位、整形工位、贴纸工位、包十字胶工位、折极耳工位、贴侧胶工位和包红黑胶工位;折角装置5紧邻测试装置3设置,用于对圆柱软包电芯的包边进行裁剪及弯折、使包边贴合于圆柱软包电芯本体的侧壁上;整形装置6紧邻折角装置5的折角工位设置,通过与圆柱软包电芯整形直径相匹配的两侧凹槽对接呈圆形、并对圆柱软包电芯加压加温下将不规则弧度整形趋圆;贴纸装置7依次紧邻整形装置6的整形工位设置,用于对折角及整形后的圆柱软包电芯的包边及其紧邻的部分侧壁粘贴覆盖青稞纸,来保持包边平整,避免毛刺凸出;包十字胶装置8依次紧邻所述贴纸装置7的贴纸工位设置,用于对极耳焊接到极片上的位置处进行包胶;折极耳装置9依次紧邻包十字胶装置8的包胶工位设置,用于对圆柱软包电芯上的极耳按预设角度弯折;贴侧胶装置10依次紧邻折极耳装置9的折极耳工位设置,沿圆柱软包电芯轴向长度方向用于对圆柱软包电芯的正极片及负极片侧缝处分别粘贴封盖侧缝的胶带;包红黑胶装置11依次紧邻贴侧胶装置10的侧贴胶工位设置,用于对圆柱软包电芯的两端周向分别包裹红胶带和黑胶带后下料输出。
51.如图1至图3所示,该分割器上料装置2包括四工位分隔盘20和凸轮分割器21,凸轮
分割器21设置于机座台架1台面下侧,四工位分隔盘设置于机座台架1台面上侧、并由凸轮分割器21驱动至测试装置3的测试工位。
52.如图1、图4和图5所示,该测试装置3包括立座板30、探针头31、吸嘴盘32、探针气缸33、剔废气缸34和废料漏斗35,该立座板上侧安装有沿横向固定滑轨36上滑动的滑块37,剔废气缸34驱动滑块37横移进给动作,探针头31和吸嘴盘32沿竖向安装于探针气缸33活塞自由端连接的探针座38上,剔废气缸34驱动探针气缸33下侧的探针头31及吸嘴盘32横移至四工位分隔盘上圆柱软包电芯的测试工位、探针气缸33驱动探针头31下移对圆柱软包电芯的电压及内阻检测,电芯合格则探针气缸33驱动探针头31及吸嘴盘32上移复位,电芯不合格则吸嘴盘32吸附圆柱软包电芯、并由剔废气缸34驱动下横移至废料漏斗35处排出。
53.如图1、图6至图8所示,伺服送料装置4包括多个固定连接于机座台架1台面侧旁的立板座40、多组并列设置的纵向进给导轨及滑块41、纵移驱动气缸42、滑板43、伺服电机44、同步带45、横向进给导轨及滑块46、竖向升降驱动气缸47和沿送料方向设置的型材杆48,该型材杆48上设置有多个分别与折角工位、整形工位、贴纸工位、包十字胶工位、折极耳工位和贴侧胶工位依次相对应、并将测试工位的圆柱软包电芯依次递进有序送给至包红黑胶工位的送料吸嘴盘49,伺服电机44通过同步齿轮组将同步带45张紧固定于滑板43上,横向进给导轨及滑块46安装于滑板43上、且滑块43由同步带45带动,型材杆48连接于竖向升降驱动气缸47的活塞杆端部,竖向升降驱动气缸47通过气缸座470固定安装于横向进给导轨对应的滑块46上,滑板43通过多组纵向进给导轨及滑块41滑动连接于立板座40顶端、并由纵移驱动气缸42驱动沿纵向进给运动。
54.如图1和图9所示,该折角装置5包括折角压料机构50和折角包边机构51,该折角压料机构50通过气动驱动的成型块500下压的对圆柱软包电芯本体挤压成型、且对应的折角包边机构51上侧通过一对成型辊510同步包边。
55.如图1和图10所示,该整形装置6包括整形压料机构60和对折角后圆柱软包电芯纵向对挤的成型机构61,该整形压料机构60通过气动驱动的成型块600下压的对圆柱软包电芯本体挤压成型、并同步的通过成型机构61两侧对接呈圆形的凹槽、在加压加温下纵向对挤下进行圆柱软包电芯的趋圆整形。
56.如图1、图11至图1 3所示,该贴纸装置7包括纵向送纸气缸70、两侧的导轨立板71、送纸滑板72、左抓手73、右抓手74和一对对称设置的压板组件9275,该左抓手73和右抓手74分别由气动控制、且通过竖向滑动轴承76分置于送纸滑板72的两侧,该纵向送纸气缸70驱动送纸滑板72两侧的左抓手73及右抓手74夹紧青稞纸沿纵向送给至电芯的两边,在送纸滑板72上还设有驱动左抓手73及右抓手74沿竖向升降移动、并通过左抓手73与右抓手74之间设置的压板77将青稞纸下压贴附于电芯侧壁上,该左抓手73及右抓手74分别对应的压板组件9275对电芯两侧端面青稞纸进行包边压紧,来保持包边平整,避免毛刺凸出。
57.如图1、图14所示,该包十字胶装置8包括两个对称分置的料盘80、包胶送料组件81、压胶组件82、包胶组件83和压料组件84,包胶送料组件81、压胶组件82、包胶组件83和压料组件84分别采用气动控制,该包胶送料组件81将两个料盘80上的十字胶依次送给至电芯两端的正负极耳处,压胶组件82对正负极耳处的十字胶进行端部压紧后、由包胶组件83对极耳缠裹,该压料组件84对缠裹后正负极耳胶带进行压紧处理。
58.如图1、图1 5至图1 7所示,该折极耳装置9包括承接台座90、前后对开的夹紧组件
91、上下升降的压板组件92和两个对称设置于承接台座90两侧的成型组件93,该夹紧组件91通过对开的凹槽、压板组件92通过压板920将承接台座90上的包十字胶后圆柱软包电芯压紧固定,该压板组件92上压板920两端还分别设有沿竖向二次升降、对正负极耳分别折弯的左压块94和右压块95,该压板组件92的压板920上安装有驱动左压块94和右压块95同步二次下压动作的折弯气缸96,两个成型组件93分别通过成型块930对弯折的极耳压紧成形。
59.如图1、图1 8和图19所示,该贴侧胶装置1 0包括双侧包胶送料组件100、贴压侧胶组件101和双侧滚压贴紧组件1 02,双侧包胶送料组件100沿圆柱软包电芯轴向长度方向牵引对圆柱软包电芯的正极片及负极片侧缝处粘贴封盖侧缝的胶带,贴压侧胶组件101上沿圆柱软包电芯轴向长度方向设置的压辊竖向下移对粘贴胶带滚压,双侧滚压贴紧组件102上两侧对开的多组弧面滚轮1 020对圆柱软包电芯两侧粘贴的胶带沿轴向滚压贴合。
60.以上所述实施例只是为本发明的较佳实施例,并非以此限制本发明的实施范围,除了具体实施例中列举的情况外,凡依本发明之形状、构造及原理所作的等效变化,均应涵盖于本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1