一种多个电机线圈的粗拼圆机构的制作方法
1.本实用新型涉及电机线圈组装技术领域,特别涉及一种多个电机线圈的粗拼圆机构。
背景技术:
2.定子绕组是指安装在定子上的绕组,绕组是由多个定子组装成一个整体需要进行拼圆和焊接,因此在进行拼圆时将一块块定子铁芯放置到拼圆装置中进行拼圆,如专利号为cn202022119468.6所公开的一种拼块式电机定子整体拼圆工装,该技术方案通过将所有定子拼块都吸附在弧形磁铁上后,弧形定位块一字排开,并通过转轴插销进行转动连接。接着将一字排开的弧形定位块的首尾进行转动拼接,再借助外箍带的力量将其固定。这种通过人工抱箍的方式进行拼圆,需要人工将定子一块一块的放到拼圆装置上在人工拼圆,不仅效率低而且人工成本高,而且实现自动化生产。
技术实现要素:
3.有鉴于此,本实用新型提供了一种多个电机线圈的粗拼圆机构,以解决上述技术问题。
4.一种多个电机线圈的粗拼圆机构,其包括一个机台,一个设置在所述机台上的分距夹取机构,以及一个设置在所述机台上的拼圆机构。所述分距夹取机构包括一个设置在所述机台上的第一夹取组件,一个设置在所述机台上的分距组件,以及一个设置在所述第一夹取组件上的第二夹取组件。所述第一夹取组件包括两个间隔设置在所述机台上的支架,一个两端分别滑动设置在所述支架上的横板,一个设置在所述横板上的丝杆移动装置,一个设置在所述丝杆移动装置上的安装架,以及多个间隔设置在所述安装架上的第一夹爪气缸。所述横板两端分别滑动设置在所述支架上,所述丝杆移动装置垂直插设在所述横板上。所述分距组件包括一个设置在所述机台上的第一平移装置,以及多个设置在所述第一平移装置上的夹具,所述第二夹取组件包括一个设置在所述支架上的两轴移动装置,一个设置在所述两轴移动装置上的旋转气缸,一个设置在所述旋转气缸上的安装板,以及多个设置在所述旋转气缸上的第二夹爪气缸。多个所述第二夹爪气缸并排设置,相邻的所述第二夹爪气缸之间的距离与相邻的所述夹具之间的距离相同。
5.进一步地,所述分距夹取机构还包括一个设置在所述机台上的储料组件,所述储料组件包括一个设置在所述机台上的储料架,多个设置在所述储料架上的储料孔,以及多个设置在所述储料架上的传感器,所述储料架上还设有与所述储料孔连通的通孔。
6.进一步地,多个所述储料孔相互间隔设置且间隔距离与多个所述第一夹爪气缸之间的距离相同。
7.进一步地,所述拼圆机构包括一个设置在所述机台上的第二平移装置,一个设置在所述第二平移装置上的基板,两个设置在所述基板上的导轨,四个分别滑动设置在所述导轨上的导向板,四个设置在所述基板上且分别驱动所述导向板滑动的气缸,一个设置在
所述基板上的固定架,以及两个设置在所述导向板上的拼圆组件。
8.进一步地,所述导向板上设有一个导向槽,所述导向槽倾斜设置,所述导向槽一端靠近所述气缸,另一端远离所述气缸。
9.进一步地,所述固定架位于所述基板的中心且设有一个圆芯。
10.进一步地,所述拼圆组件包括多个载具块,多个转动连接相邻的所述载具块的转轴,一个设置在所述转轴上的连接轴,以及两个设置在所述载具块上的导向轴。
11.进一步地,多个所述载具块的外轮廓形状成等腰梯形,且朝向所述圆芯的一端呈弧形
12.进一步地,所述连接轴连接一个所述转轴和所述固定架。
13.进一步地,所述导向板上设有一个导向槽,两个所述导向轴设置在多个载具块的两端并设置分别滑动设置在两个所述导向槽中。
14.与现有技术相比,本实用新型提供的多个电机线圈的粗拼圆机构通过所述分距夹取机构自动夹取并分好定子铁芯之间的距离,然后一次将定子铁芯通过第二夹取组件放入所述拼圆组件中进行拼圆,实现了自动化生产。具体地,所述第一夹取组件用于夹取所述储料组件中的定子铁芯并夹取到所述分距组件上。所述分距组件包括第一平移装置,以及多个夹具。所述第一平移装置带动所述夹具移动,来接收多个所述第一夹爪气缸从储料组件运输过来的定子铁芯。所述第二夹取组件包括两轴移动装置,旋转气缸,安装板,以及多个第二夹爪气缸。相邻的所述第二夹爪气缸之间的距离与相邻的所述夹具之间的距离相同,从而使多个所述第二夹爪气缸能一次性将多个所述夹具上的定子铁芯一起夹起,然后放入所述拼圆组件中进行拼圆,实现了自动化生产,提高生产效率。
附图说明
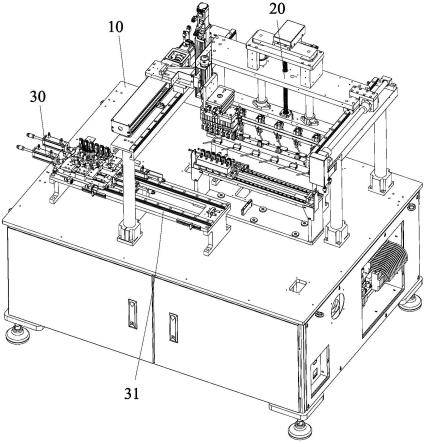
15.图1为本实用新型提供的一种多个电机线圈的粗拼圆机构的结构示意图。
16.图2为图1的多个电机线圈的粗拼圆机构所具有的分距夹取机构的结构示意图。
17.图3为图1的多个电机线圈的粗拼圆机构所具有的第一夹取组件的结构示意图。
18.图4为图1的多个电机线圈的粗拼圆机构所具有的储料组件的结构示意图。
19.图5为图1的多个电机线圈的粗拼圆机构所具有的分距组件的结构示意图。
20.图6为图1的多个电机线圈的粗拼圆机构所具有的第二夹取组件的结构示意图。
21.图7为图1的多个电机线圈的粗拼圆机构所具有的拼圆机构的结构示意图。
22.图8为图1的多个电机线圈的粗拼圆机构所具有的拼圆组件的结构示意图。
具体实施方式
23.以下对本实用新型的具体实施例进行进一步详细说明。应当理解的是,此处对本实用新型实施例的说明并不用于限定本实用新型的保护范围。
24.如图1至图8所示,其为本实用新型提供的多个电机线圈的粗拼圆机构的结构示意图。所述多个电机线圈的粗拼圆机构包括一个机台10,一个设置在所述机台10上的分距夹取机构20,以及一个设置在所述机台10上的拼圆机构30。可以想到的是,所述多个电机线圈的粗拼圆机构还包括其他的一些功能模块,如电气组件,传感器,以及安装组件等等,其为本领域技术人员所习知的技术,在此不再赘述。
25.所述机台10用于承载上述的各个功能模块,因此所述机台10设置有多种功能结构,如螺钉、避让孔、夹具等等来完成上述功能模块的安装与组装,其可以根据实际需要而设置,在此不再一一详细说明。
26.所述分距夹取机构20包括一个设置在所述机台10上的第一夹取组件21,一个设置在所述机台10上的储料组件22,一个设置在所述机台10上的分距组件23,以及一个设置在所述第一夹取组件21上的第二夹取组件24。
27.所述第一夹取组件21用于将所述储料组件23中的定子铁芯夹取到所述分距组件24上。所述第一夹取组件21包括两个间隔设置在所述机台10上的支架 211,一个两端分别滑动设置在所述支架211上的横板212,一个设置在所述横板212上的丝杆移动装置213,一个设置在所述丝杆移动装置213上的安装架 214,以及多个间隔设置在所述安装架214上的第一夹爪气缸215。
28.所述支架211上用于设置所述第一夹取组件21和滑动设置所述横板212,从而使所述第一夹爪气缸215能水平移动,以使所述第一夹爪气缸215能将夹取的定子铁芯移动到所述储料组件23上。由于需要支持和驱动所述横板212滑动,因此所述支架211上还设有滑轨,以及驱动所述横板212滑动的驱动装置如丝杆电机等,其滑轨和驱动装置应当为现有技术,在此不再赘述。
29.所述横板212两端分别滑动设置在所述支架211的滑轨上,且与驱动装置连接,从而驱动所述横板212滑动。所述丝杆移动装置213垂直插设在所述横板212上,并用于带动所述安装架214和所述第一夹爪气缸215垂直移动。多个所述第一夹爪气缸215相互间隔设置并用于夹取定子铁芯。
30.所述储料组件22包括一个设置在所述机台10上的储料架221,多个设置在所述储料架221上的储料孔222,以及多个设置在所述储料架221上的传感器 223。
31.所述储料孔222用于放置定子铁芯,多个所述储料孔222相互间隔设置且间隔距离与多个所述第一夹爪气缸215之间的距离相同,从而使所述第一夹爪气缸215能一次性夹取所有储料孔222内的定子铁芯。每一个所述储料孔222 设有一个所述传感器223,在本实施例中所述传感器223为光电传感器,当所述储料孔222内放置有定子铁芯时,所述传感器223发出的光会被挡住,使所述传感器223不能收到光信号,从而知道所述储料孔222内是否有定子铁芯。可以想到的是,所述储料架221上还设有与所述储料孔222连通的通孔224,从而使所述传感器223发出的光能射入。
32.所述分距组件23包括一个设置在所述机台10上的第一平移装置231,以及多个设置在所述第一平移装置231上的夹具232。
33.所述第一平移装置231带动所述夹具232移动,从而移动到多个所述第一夹爪气缸215下方,接收多个所述第一夹爪气缸215从储料组件22运输过来的定子铁芯。多个所述夹具232用于设置定子铁芯。由于定子铁芯在拼圆前还需要经过多个工序如绝缘膜定型,绕线等等工序,每一个工序对定子铁芯的位置要求有所不同,因此从生产线输送装置上将定子铁芯放入所述储料组件22时,多个定子铁芯之间的距离不能直接放入所述拼圆机构30,需要通过所述分距组件23改变定子铁芯之间的距离,以使所述第二夹取组件24能一次将定子铁芯装入所述拼圆机构30中。
34.所述第二夹取组件24包括一个设置在所述支架211上的两轴移动装置241,一个设
置在所述两轴移动装置241上的旋转气缸242,一个设置在所述旋转气缸 242上的安装板243,以及多个设置在所述旋转气缸242上的第二夹爪气缸244。所述两轴移动装置241用于带动所述第二夹爪气缸244两轴移动,从而使所述第二夹爪气缸244能夹取到所述分距组件23上的定子铁芯,并将其搬运到所述拼圆机构30上。多个所述第二夹爪气缸244并排设置并用于夹取定子铁芯。相邻的所述第二夹爪气缸244之间的距离与相邻的所述夹具232之间的距离相同,从而使多个所述第二夹爪气缸244能一次性将多个所述夹具232上的定子铁芯夹起。
35.所述拼圆机构30包括一个设置在所述机台10上的第二平移装置31,一个设置在所述第二平移装置31上的基板32,两个设置在所述基板32上的导轨33,四个分别滑动设置在所述导轨33上的导向板34,四个设置在所述基板32上且分别驱动所述导向板34滑动的气缸35,一个设置在所述基板32上的固定架36,以及两个设置在所述导向板34上的拼圆组件37。
36.所述第二平移装置31用于驱动所述基板32及其设置在所述基板32上的各个组件进行移动,所述第二平移装置31有滑轨,滑块,丝杆,以及驱动电机等组件,其应当为现有技术,在此不再赘述。两个所述导轨33的延伸方向相互平行并用于支持所述导向板34滑动。四个所述导向板34分别两两设置在两个所述导轨33上,每一个所述导轨33上设有两个所述导向板34。所述导向板34上设有一个导向槽341,所述导向槽341一端靠近所述气缸35,另一端远离所述气缸35,使所述导向槽341倾斜设置,从而当所述导向板34带动所述拼圆组件 37移动时,所述拼圆组件37能沿所述导向槽341滑动并相互靠近,实现拼圆,具体说明会在下面结合所述拼圆组件37一起说明。
37.所述气缸35的输出端与所述导向板34连接,从而带动所述导向板34沿所述导轨33滑动,每一个所述导向板34与一个所述气缸35连接,从而能单独控制每一个所述导向板34移动。所述固定架36位于所述基板32的中心且设有一个圆芯361。所述圆芯361用于在所述拼圆组件37拼圆时,使所述拼圆组件37 与所述圆芯361的外侧壁贴合,作为线圈的内芯来确定内圆大小,保证所述拼圆组件37拼合成一个圆形。
38.所述拼圆组件37包括多个载具块371,多个转动连接相邻的所述载具块371 的转轴372,一个设置在所述转轴372上的连接轴373,以及两个设置在所述载具块371上的导向轴374。
39.所述载具块371用于放置定子铁芯。多个所述载具块371直线排列分别且相邻的所述载具块371之间通过转轴372转动连接,从而将多个载具块371连接成一个整体。多个所述载具块371的外轮廓形状成等腰梯形,且朝向所述圆芯361的一端呈弧形并朝远离所述圆芯361的方向弯曲,从而使多个所述载具块371可以围绕所述转轴372转动,从原本的直线排列变成弧形排列。所述连接轴373连接其中一个所述转轴372和所述固定架36,从而使多个所述载具块 371能稳定设置在所述固定架36上。两个所述导向轴374设置在多个载具块371 的两端并设置分别滑动设置在两个所述导向槽341中,当所述气缸35带动两个所述导向板34移动时,使所述导向轴374在所述导向槽341内滑动,从而使两个所述拼圆组件37的两端相互靠近,以使两个所述拼圆组件37拼合在所述圆芯361上,完成对定子铁芯的拼圆。
40.与现有技术相比,本实用新型提供的多个电机线圈的粗拼圆机构通过所述分距夹取机构20自动夹取并分好定子铁芯之间的距离,然后一次将定子铁芯通过第二夹取组件24放入所述拼圆组件37中进行拼圆,实现了自动化生产。具体地,所述第一夹取组件21用于夹
取所述储料组件23中的定子铁芯并夹取到所述分距组件24上。所述分距组件23包括第一平移装置231,以及多个夹具 232。所述第一平移装置231带动所述夹具232移动,来接收多个所述第一夹爪气缸215从储料组件22运输过来的定子铁芯。所述第二夹取组件24包括两轴移动装置241,旋转气缸242,安装板243,以及多个第二夹爪气缸244。相邻的所述第二夹爪气缸244之间的距离与相邻的所述夹具232之间的距离相同,从而使多个所述第二夹爪气缸244能一次性将多个所述夹具232上的定子铁芯一起夹起,然后放入所述拼圆组件37中进行拼圆,实现了自动化生产,提高生产效率。
41.以上仅为本实用新型的较佳实施例,并不用于局限本实用新型的保护范围,任何在本实用新型精神内的修改、等同替换或改进等,都涵盖在本实用新型的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1