双排密间距QFN贴片加工钢网的制作方法
双排密间距qfn贴片加工钢网
技术领域
1.本实用新型涉及电路板技术领域,特别是涉及一种双排密间距qfn贴片加工钢网。
背景技术:
2.贴片元器件封装形式是半导体器件的一种封装形式,目前被广泛应用在各类电路板的封装中。在贴片封装中,加工钢网是封装过程中的重要工具之一。在加工中,通过将钢网定位对准在电路板上,将锡膏或红胶等刷在钢网上,锡膏或红胶通过钢网的开孔印制在电路板上,以完成焊盘的印制。
3.其中,随着封装技术的不断发展和用户需求的不断提升,封装器件正朝着密间距、微型化方向发展,为了缓解电路板空间紧张,0 .5mm及以下的密间距器件得到广泛应用。然而,由于密间距器件的引脚间距较小,而引脚对应的焊盘较大,在密间距器件与中间焊盘焊接时,相邻焊盘液化后的锡膏容易连锡造成短路问题,影响器件焊接的良品率。
技术实现要素:
4.基于此,有必要针对密间距器件的引脚间距较小,而引脚对应的焊盘较大,在密间距器件与中间焊盘焊接时,相邻焊盘液化后的锡膏容易连锡造成短路问题,影响器件焊接的良品率这一问题,提供一种双排密间距qfn贴片加工钢网。
5.一种双排密间距qfn贴片加工钢网,包括钢网本体以及设置在钢网本体上的矩形开孔阵列;
6.矩形开孔阵列包括外排开孔与内排开孔;其中,外排开孔与内排开孔平行;外排开孔包括多个外排矩形开孔;内排开孔包括多个内排矩形开孔;
7.外排开孔与内排开孔的间距为预设间距。
8.上述的双排密间距qfn贴片加工钢网,包括钢网本体以及设置在钢网本体上的矩形开孔阵列,矩形开孔阵列包括外排开孔与内排开孔,而外排开孔与内排开孔平行;其中,外排开孔包括多个外排矩形开孔,内排开孔包括多个内排矩形开孔,且外排开孔与内排开孔的间距为预设间距。基于此,通过设定预设间距为0.24mm至0.26mm,在满足密间距器件的焊接尺寸的要求下,有效地防止相邻焊盘的连锡短路,提高密间距器件焊接的良品率。
9.在其中一个实施例中,外排矩形开孔内的宽度为第一宽度,外排矩形开孔的长度为第一pin长度;
10.内排矩形开孔的宽度为第二宽度,内排矩形开孔的长度为第二pin长度;
11.其中,第一宽度大于第二宽度。
12.在其中一个实施例中,第一宽度为0.22mm至0.24mm;第二宽度为0.21mm至0.23mm。
13.在其中一个实施例中,第一宽度为0.23mm;第二宽度为0.22mm。
14.在其中一个实施例中,预设间距为0.25mm。
15.在其中一个实施例中,矩形开孔阵列包括构成第一方形的4排外排开孔与构成第二方形的4排内排开孔;
16.其中,第二方形嵌套在第一方形内。
17.在其中一个实施例中,还包括嵌套在第二方形内的正方形开孔阵列;正方形开孔阵列包括构成正方形阵列的多个正方形开孔。
18.在其中一个实施例中,正方形开孔的边长为0.44mm至0.46mm。
19.在其中一个实施例中,正方形开孔的边长为0.45mm。
20.在其中一个实施例中,钢网本体的厚度为0.08mm至0.12mm。
附图说明
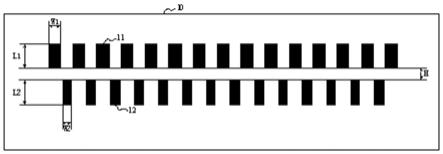
21.图1为一实施方式的双排密间距qfn贴片加工钢网结构示意图;
22.图2为另一实施方式的双排密间距qfn贴片加工钢网结构示意图;
23.图3为又一实施方式的双排密间距qfn贴片加工钢网结构示意图。
具体实施方式
24.为了更好地理解本实用新型的目的、技术方案以及技术效果,以下结合附图和实施例对本实用新型进行进一步的讲解说明。同时声明,以下所描述的实施例仅用于解释本实用新型,并不用于限定本实用新型。
25.本实用新型提供了一种双排密间距qfn贴片加工钢网。
26.图1为一实施方式的双排密间距qfn贴片加工钢网结构示意图,如图1所示,一实施方式的双排密间距qfn贴片加工钢网包括钢网本体10以及设置在钢网本体10上的矩形开孔阵列;
27.其中,钢网本体10为钢片,在钢网本体10上开孔,形成开孔阵列。
28.在其中一个实施例中,钢网本体10的厚度为0.08mm至0.12mm。作为一个较优的实施方式,钢网本体10的厚度为0.1mm。
29.矩形开孔阵列包括外排开孔与内排开孔;其中,外排开孔与内排开孔平行;外排开孔包括多个外排矩形开孔11;内排开孔包括多个内排矩形开孔12;
30.外排开孔与内排开孔的间距为预设间距h;其中,预设间距h为0.24mm至0.26mm。
31.其中,本实施例的双排密间距qfn贴片加工钢网主要用于密间距器件,例如qfn(quad flat no
‑
leads package,方形扁平无引脚封装)封装器件或bga(ball grid array 球状引脚栅格阵列封装技术)封装器件等。外排开孔与内排开孔中同一排的相邻开孔的间距,满足密间距器件的引脚间距要求,以防止焊接时的短接。其中,密间距器件的引脚间距不大于0.4至0.6mm。作为一个较优的实施方式,密间距器件的引脚间距即相邻开孔的间距不大于0.5mm。
32.在其中一个实施例中,外排矩形开孔11内的宽度为第一宽度w1,外排矩形开孔11的长度为第一pin长度l1;
33.内排矩形开孔12的宽度为第二宽度w2,内排矩形开孔12的长度为第二pin长度l2l;
34.其中,第一宽度w1大于第二宽度w2。
35.其中,第一pin长度l1与密间距器件外排引脚长度正相关,第二pin长度l2与密间距器件内排引脚长度正相关,以适应密间距器件的焊接。
36.在其中一个实施例中,第一宽度w1为0.22mm至0.24mm;第二宽度w2为0.21mm至0.23mm。
37.通过第一宽度w1与第二宽度w2的宽度设定,在满足密间距器件的引脚间距的前提下,防止钢网加工后的电路板焊盘液化连锡导致的短路问题。
38.作为一个较优的实施方式,第一宽度w1为0.23mm;第二宽度w2为0.22mm。
39.其中,外排开孔与内排开孔的间距为预设间距h,以提供安全间距,保证密间距器件的焊接安全和良品率。作为一个较优的实施方式,预设间距h为0.25mm。0.25mm是密间距器件在贴片封装焊接时的优选间距,既满足密间距器件的小尺寸要求,又可保证焊接良品率。
40.在其中一个实施例中,通过调整外排开孔与内排开孔的间距来调整预设间距h。在其中一个实施例中,通过内切矩形开孔的长度来调整外排开孔与内排开孔的间距。
41.在其中一个实施例中,图2为另一实施方式的双排密间距qfn贴片加工钢网结构示意图,如图2所示,矩形开孔阵列包括构成第一方形的4排外排开孔与构成第二方形的4排内排开孔;
42.其中,第二方形嵌套在第一方形内。
43.如图2所示,第一方形与第二方形向平行的边之间的间距为安全间距。外排开孔的外排矩形开孔11数量与密间距器件的外排引脚数量相适应,内排开孔的内排矩形开孔12数量与密间距器件的外排引脚数量相适应。
44.在其中一个实施例中,图3为又一实施方式的双排密间距qfn贴片加工钢网结构示意图,如图3所示,又一实施方式的双排密间距qfn贴片加工钢网还包括嵌套在第二方形内的正方形开孔13阵列;正方形开孔13阵列包括构成正方形阵列的多个正方形开孔13。
45.正方形开孔阵列的各边与第二方形的平行边间的间距相同,即正方形开孔阵列的几何中心与第二方形的几何中心重合。
46.正方形开孔阵列包括构成正方形阵列的多个正方形开孔13,以在对应电路板上为密间距器件形成中间接地焊盘。
47.其中,正方形开孔13的边长与相邻正方形开孔13的间距设置,使正方形开孔13的面积占正方形开孔阵列面积的比例不低于预设散热比例,以满足密间距器件的散热需求。在其中一个实施例中,预设散热比例包括70%至80%。作为一个较优的实施方式,预设散热比例为75%。通过较优实施方式的设定,兼顾正方形开孔13的边长与相邻正方形开孔13的间距,在满足焊接良品率的同时实现最优的散热效果。
48.在其中一个实施例中,正方形开孔13的边长为为0.44mm至0.46mm。作为一个较优的实施方式,正方形开孔13的边长为0.45mm。
49.在其中一个实施例中,正方形开孔13的间距为预设间距h。
50.上述任一实施例的双排密间距qfn贴片加工钢网,包括钢网本体10以及设置在钢网本体10上的矩形开孔阵列,矩形开孔阵列包括外排开孔与内排开孔,而外排开孔与内排开孔平行;其中,外排开孔包括多个外排矩形开孔11,内排开孔包括多个内排矩形开孔12,且外排开孔与内排开孔的间距为预设间距h。基于此,通过设定预设间距h为0.24mm至0.26mm,在满足密间距器件的焊接尺寸的要求下,有效地防止相邻焊盘的连锡短路,提高密间距器件焊接的良品率。
51.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
52.以上实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1