安装基板的制造方法以及部件安装装置与流程
1.本公开涉及将部件安装于基板的安装基板的制造方法以及部件安装装置。
背景技术:
2.以往,如液晶平板的照明基板那样,通过部件安装装置来制造在基板并排安装多个led(light emitting diode)等的发光部件的安装基板(例如,参照专利文献1)。在专利文献1所述的部件安装装置中,反复进行如下动作来制造照明基板,即:通过吸附喷嘴来取出带式送料器提供的发光部件,通过部件相机来从下方拍摄吸附喷嘴所保持的发光部件,测量吸附喷嘴与保持的发光部件的位置偏移,修正该位置偏移,在基板上的规定的位置安装发光部件。
3.在先技术文献
4.专利文献
5.专利文献1:日本特开2013-214781号公报
技术实现要素:
6.本公开的安装基板的制造方法具有:第1外形位置获取工序、特征部位置获取工序、计算工序、保持工序、第2外形位置获取工序和安装工序。
7.在第1外形位置获取工序中,从第1方向拍摄部件,获取部件的第1外形位置。
8.在特征部位置获取工序中,从第1方向拍摄部件,获取形成于部件的特征部的位置。
9.在计算工序中,根据第1外形位置和特征部的位置,计算特征部相对于第1外形位置的位置偏移量。
10.在保持工序中,通过保持构件来保持部件。
11.在第2外形位置获取工序中,从与第1方向不同的第2方向拍摄通过保持构件而保持的部件,获取部件的第2外形位置。
12.在安装工序中,基于第2外形位置和位置偏移量,进行安装以使得部件的特征部位于基板的目标位置上。
13.本公开的部件安装装置具有:部件提供机构、第1外形位置获取部、特征部位置获取部、位置偏移量计算部、部件安装部、控制部、第2外形位置获取部。
14.部件提供机构提供部件。
15.第1外形位置获取部从第1方向拍摄部件提供机构所提供的部件,获取部件的第1外形位置。
16.特征部位置获取部从第1方向拍摄部件提供机构所提供的部件,获取形成于部件的特征部的位置。
17.位置偏移量计算部根据第1外形位置和特征部的位置,计算特征部相对于第1外形位置的位置偏移量。
18.部件安装部通过保持构件来保持部件并安装于基板。
19.控制部对部件安装部的动作进行控制。
20.第2外形位置获取部从与第1方向不同的第2方向拍摄通过保持构件而保持的部件,获取部件的第2外形位置。
21.控制部基于第2外形位置和位置偏移量,使部件安装部安装部件,以使得部件的特征部位于基板的目标位置上。
附图说明
22.图1是实施方式的部件安装装置的俯视图。
23.图2是实施方式的部件安装装置的结构说明图。
24.图3是实施方式的部件安装装置所具备的头部相机的结构说明图。
25.图4a是通过实施方式的部件安装装置而被安装于基板的部件的俯视图。
26.图4b是通过实施方式的部件安装装置而被安装于基板的部件的侧视图。
27.图5a是通过头部相机来对向实施方式的部件安装装置所具备的带式送料器的部件提供位置间距进给的凹槽进行拍摄的说明图。
28.图5b是向实施方式的部件安装装置所具备的带式送料器的部件提供位置间距进给的部件带的构造说明图。
29.图6a是表示通过头部相机,以第1照明对实施方式的部件安装装置所具备的带式送料器提供的部件进行照明并拍摄的例子的图。
30.图6b是表示通过头部相机,以第2照明对实施方式的部件安装装置所具备的带式送料器提供的部件进行照明并拍摄的例子的图。
31.图7a是通过实施方式的部件安装装置所具备的部件相机来对部件进行拍摄的说明图。
32.图7b是表示通过实施方式的部件安装装置所具备的部件相机而拍摄的图像的例子的图。
33.图8是表示实施方式的部件安装装置的控制系统的结构的框图。
34.图9a是表示通过实施方式的部件安装装置所具备的头部相机,以第1照明进行照明并拍摄的例子的图。
35.图9b是表示通过实施方式的部件安装装置所具备的头部相机,以第2照明进行照明并拍摄的例子的图。
36.图9c是表示通过实施方式的部件安装装置所具备的头部相机,以第1照明进行照明并再次拍摄的例子的图。
37.图10是基于实施方式的部件安装装置的安装位置的修正值的说明图。
38.图11a是表示通过实施方式的部件安装装置而被安装于基板的部件的例子的图。
39.图11b是表示通过实施方式的部件安装装置而被安装于基板的部件的例子的图。
40.图11c是表示通过实施方式的部件安装装置而被安装于基板的部件的例子的图。
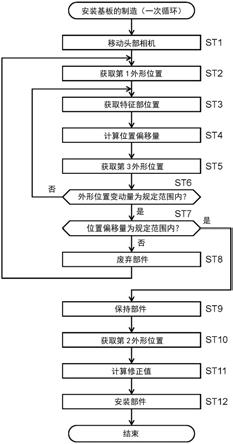
41.图12是实施方式的安装基板的制造方法的一次循环的流程图。
具体实施方式
42.发光部件中发出光的发光部在部件整体中的位置由于发光部件的制造导致在各个部件中微妙出现偏差。近年来,对基板上的发光部的位置精度的要求变得严格。但是,在包含专利文献1的现有技术中,虽然将部件的外形、电极的位置精度优良地安装于基板上的目标位置,但存在发光部件的发光部的位置未必精度优良地安装于基板上的情况。因此,存在进一步改善的余地。
43.以下,使用附图,对本公开的一实施方式详细进行说明。以下所述的结构、形状等是用于说明的示例,能够根据部件安装装置的规格是适当变更。以下,在全部附图中向对应的要素赋予相同符号,省略重复的说明。图1以及后述的一部分中,作为在水平面内相互正交的2个轴向,表示基板输送方向的x方向(图1中的左右方向)、与基板输送方向正交的y方向(图1中的上下方向)。图2以及后述的一部分中,作为与水平面正交的高度方向,表示z方向(图2中的上下方向)。图7中,表示以z方向的轴(z轴)为旋转轴的旋转的方向即θ方向。
44.首先,参照图1、图2,对部件安装装置1的结构进行说明。另外,图2示意性地表示图1中的部件安装装置1的一部分。部件安装装置1具有执行将从部件提供部4提供的部件安装于基板的部件安装操作的功能。在基台1a的中央,基板输送机构2被配置在x方向。基板输送机构2将从上游侧输送的基板3向安装操作位置搬入并定位保持。此外,基板输送机构2将部件安装操作结束的基板3向下游侧搬出。
45.在基板输送机构2的两侧方,配置部件提供部4。在各个部件提供部4,多个带式送料器5被并列装配。带式送料器5通过将形成有保存部件d的凹槽的部件带在从部件提供部4的外侧向基板输送机构2的方向(带送方向)上间距进给,从而向通过以下说明的安装头而取出部件d的部件提供位置5a提供部件d。另外,也可以在部件提供部4,装配对在托盘上格子状地规则地载置的部件d进行提供的托盘送料器、在托盘上以不规则地散装状态提供部件d的散装送料器。带式送料器5、托盘送料器、散装送料器是提供部件的部件提供单元(部件提供机构)。
46.在图1、图2中,在基台1a上表面,在x方向的两端部,具备线性驱动机构的y轴工作台6沿着y方向而配置。在y轴工作台6,同样地具备线性驱动机构的横梁7在y方向移动自如地结合。横梁7沿着x方向而配置。在横梁7,安装头8被装配为在x方向移动自如。安装头8具备能够吸附保持部件d并升降的吸附单元8a。在吸附单元8a的各个下端部,装配吸附保持部件d的吸附喷嘴8b。另外,安装头8也可以通过夹着部件d的侧面而保持的一对卡盘来保持部件d。即,吸附喷嘴8b、一对卡盘是保持部件d的保持构件。
47.在图1中,通过驱动y轴工作台6、横梁7,安装头8在x方向、y方向移动。由此,安装头8执行如下的安装循环,即:从配置于部件提供部4的带式送料器5的部件提供位置5a,利用吸附喷嘴8b,将部件d吸附并取出,执行装配于被定位在基板输送机构2的基板3的安装位置。即,y轴工作台6、横梁7以及安装头8构成将提供给带式送料器5(部件提供单元、部件提供机构)的部件提供位置5a的部件d通过吸附喷嘴8b(保持构件)来保持并安装于基板3的部件安装单元9(部件安装部)。
48.在部件提供部4与基板输送机构2之间,配置部件识别相机10。在从部件提供部4取出部件的安装头8在部件识别相机10的上方移动时,部件识别相机10对保持于安装头8的状态的部件d进行拍摄并识别部件d的保持姿态。在安装有安装头8的板7a安装头部相机11。头
部相机11与安装头8一体地移动。
49.通过安装头8移动,头部相机11向定位在基板输送机构2的基板3的上方移动,对设置于基板3的基板标记(未图示)进行拍摄并识别基板3的位置。此外,头部相机11向带式送料器5的部件提供位置5a的上方移动,对部件提供位置5a附近的部件带的状态进行识别。在基于安装头8的向基板3的部件安装动作中,将基于部件识别相机10的部件d的识别结果、基于头部相机11的部件d的识别结果、基板位置的识别结果相加来进行安装位置的修正。
50.在图2中,设置在部件提供部4的送料器基座12a预先装配有多个带式送料器5的状态的台车12。在台车12,保持将保持部件d的部件带13以卷绕状态收纳的带盘14。从带盘14引出的部件带13通过带式送料器5而被间距进给到部件提供位置5a。
51.在图1中,在部件安装装置1的前面,在操作者进行操作的位置,设置操作者操作的触摸面板15。在触摸面板15的显示部显示各种信息。并且,操作者使用显示于显示部的操作按钮等,来进行数据输入、部件安装装置1的操作。在部件识别相机10的横向,设置部件废弃部16。在部件废弃部16,不合格部件等虽然从部件提供部4提供但不安装于基板3的部件d被废弃。
52.接下来,参照图3,对头部相机11的详细进行说明。头部相机11具备摄像部11a、第1照明部11b、第2照明部11c。摄像部11a是将光轴11d朝向下方而设置的相机。第1照明部11b被配置于摄像部11a的周围,对摄像部11a拍摄的对象进行照明。第1照明部11b照射适合于对部件d进行照明的角度、波长的光。
53.第2照明部11c被配置于摄像部11a的周围、且从摄像部11a的光轴11d来看比第1照明部11b更靠外侧的位置,对摄像部11a拍摄的对象进行照明。第2照明部11c对适合于照明形成于后述部件d的发光部s(参照图4)的光进行照射。例如,第2照明部11c照射适合于使发光部s具有的荧光体发光的角度、波长的光。
54.在头部相机11中,根据拍摄的对象,变更通过第1照明部11b和第2照明部11c而照明的照明条件。例如,头部相机11根据摄像对象,仅通过第1照明部11b或者第2照明部11c进行照明。或者,头部相机11同时使用第1照明部11b和第2照明部11c,或者改变第1照明部11b和第2照明部11c照射的光的强度来进行照明。
55.接下来,参照图4a、图4b,对安装于基板3的部件即表面安装用的芯片led等的发光元件的构造进行说明。以下,将发光元件简称为“部件d”。在部件d的主体部dm的上表面du的一部分,形成发光部s。发光部s是具有若从外部向部件d施加电压则发出光的功能的特征部。在部件d的制造工序中,在通过内部布线sc将安装于空腔内的led芯片sd与内部电极连接后,将分散有荧光体的密封树脂sr流入空腔来形成发光部s。因此,部件d中的发光部s的位置按照每个部件d而偏差。
56.接下来,参照图5a、图5b,对基于头部相机11的向部件提供位置5a提供的部件d的识别动作进行说明。在图5a中,在带式送料器5的上部,配置从上方引导部件带13的按压构件17。在按压构件17,位于部件提供位置5a而设置有开口部17a。
57.图5b表示从上方观察部件提供位置5a附近的部件带13的状态,省略按压构件17。在部件带13的基带13a,保存部件d的凹形状的凹槽13b、将部件带13间距进给的链轮(省略图示)所卡合的进给孔13c被等间隔地形成。在收纳部件d的凹槽13b的上表面,粘贴盖带13d。
58.在图5a中,盖带13d在开口部17a的缘部17b被剥离并折回。由此,包含部件提供位置5a的下游侧(图5a的右侧)的凹槽13b的上方开放。通过驱动y轴工作台6、横梁7,头部相机11向部件提供位置5a的上方移动(箭头a),通过开口部17a,对保存于部件提供位置5a的凹槽13b的部件d进行拍摄。
59.接下来,参照图6a、图6b,说明通过头部相机11而拍摄的、保存于部件提供位置5a的凹槽13b的部件d的摄像图像的一个例子。图6a和图6b以不同的照明条件拍摄相同的部件d。表示保存于凹槽13b的部件d与头部相机11没有相对位置偏移、也没有部件d中的发光部s的位置偏移的例子。
60.在图6a中,头部相机11根据利用第1照明部11b而照明的第1照明条件,通过摄像部11a来拍摄凹槽13b内的部件d。在摄像图像20,显示部件d的主体部dm、即部件d的外形。摄像图像20的中心20c与部件d的外形的中心一致。以下,将从上方观察的部件d的外形的中心称为“上表面外形位置cd”。在摄像图像20,x方向的中心线20x与y方向的中心线20y被重叠显示。在第1照明条件下,可能也拍摄到通过虚线所示的凹槽13b的边缘,但为了方便,省略摄像图像中的凹槽13b的显示。
61.基于头部相机11的摄像结果被转送至部件安装装置1具备的控制部30,通过控制部30具备的识别处理部31(参照图8)而被进行识别处理。识别处理部31根据摄像图像20来识别部件d的上表面外形位置cd和姿态(水平面内的旋转角度θd)。这样,摄像部11a、第1照明部11b、识别处理部31是从第1方向(上侧)拍摄部件提供单元(带式送料器5)所提供的部件d、并获取部件d的上表面外形位置cd(第1外形位置)的第1外形位置获取单元(第1外形位置获取部)。第1外形位置获取单元以第1照明条件下照明部件d的状态,拍摄部件d。
62.在图6b中,头部相机11根据利用第2照明部11c而照明的第2照明条件,通过摄像部11a来拍摄凹槽13b内的部件d。在摄像图像21,显示发光部s。在摄像图像21,x方向的中心线21x与y方向的中心线21y被重叠显示。识别处理部31根据摄像图像21,识别发光部s的中心(以下,称为“特征部的位置cs”。)和姿态(水平面内的旋转角度θs)。这样,摄像部11a、第2照明部11c、识别处理部31是从第1方向(上侧)拍摄部件提供单元(带式送料器5)所提供的部件d、并获取形成于部件d的特征部的位置cs的特征部位置获取单元(特征部位置获取部)。
63.特征部位置获取单元以与第1照明条件不同的照明条件即第2照明条件照明部件d的状态下拍摄部件。此外,在本实施方式中,第1外形位置获取单元和特征部位置获取单元共用拍摄部件d的相机(摄像部11a),对保存于凹槽13b内的部件d进行拍摄。由此,不需要使头部相机11在部件d的外形的摄像与发光部s的摄像之间移动。
64.另外,上述中,在第1照明条件下,仅通过第1照明部11b进行照明,在第2照明条件下,仅通过第2照明部11c进行照明,但并不限定于此。即,在第1照明条件中,至少以适合于照明部件d的主体部dm的波长的光对部件d进行照明,在第2照明条件中,至少以适合于照明发光部s(特征部)的波长的光对部件d进行照明即可。
65.接下来,参照图7,对基于部件识别相机10的部件d的识别动作进行说明。在基于安装头8的部件安装动作中,如图7a所示,在利用吸附喷嘴8b而吸附保持部件d的安装头8在部件识别相机10的上方向规定方向移动时(箭头b),从下侧拍摄部件d的下表面dd。
66.图7b中,表示使安装头8移动以使得吸附喷嘴8b的喷嘴中心cn与摄像图像22的中心22c一致来拍摄的摄像图像22的一个例子。在摄像图像22,x方向的中心线22x与y方向的
中心线22y被重叠显示。x方向的中心线22x与y方向的中心线22y的交点是摄像图像22的中心22c。摄像结果被转送给控制部30并通过识别处理部31而被识别处理,识别部件d的中心的位置(以下,称为“下表面外形位置ce”。)和姿态(水平面内的旋转角度θe)。
67.识别处理部31根据识别出的下表面外形位置ce,计算下表面外形位置ce(xe,ye,θe)。在此,下表面外形位置ce(xe,ye,θe)表示从吸附部件d的吸附喷嘴8b的喷嘴中心cn(摄像图像22的中心22c)起的、部件d的中心的x方向、y方向、θ方向的位置。这样,部件识别相机10、识别处理部31是从与第1方向(上侧)不同的第2方向(下侧)拍摄被保持构件(吸附喷嘴8b)保持的部件d、并获取部件d的下表面外形位置ce(第2外形位置)的第2外形位置获取单元(第2外形位置获取部)。
68.接下来,参照图8,对部件安装装置1的控制系统的结构进行说明。部件安装装置1具备控制部30、基板输送机构2、带式送料器5、部件安装单元9、部件识别相机10、头部相机11、触摸面板15。控制部30具备识别处理部31、位置偏移量计算部32、外形位置变动计算部33、修正值计算部34、安装动作处理部35、安装存储部36。安装存储部36是存储装置,具备安装数据存储部37、识别结果存储部38、位置偏移量存储部39、变动量存储部40、判断值存储部41、修正值存储部42。
69.安装数据存储部37将部件安装位置cf、发光部安装位置cg(参照图10)等的数据按照制造的基板3的每个种类而存储。在此,部件安装位置cf是部件d的上表面外形位置cd的基板3上的安装目标位置。发光部安装位置cg是部件d的特征部的位置cs的基板3上的安装目标位置。在安装数据存储部37中,作为部件安装位置cf以及发光部安装位置cg,存储基板3中的xy坐标和旋转角度θ。此外,在安装数据存储部37中,作为不存在部件d的制造偏差的情况下的部件d中的发光部s的位置的信息,存储从部件d的上表面外形位置cd观察的特征部的理想的位置cs0(xs0,ys0)(参照图10)。
70.在图8中,识别处理部31控制向带式送料器5的部件提供位置5a的上方移动的头部相机11来使其拍摄保存于部件带13的凹槽13b内的部件d,对摄像图像进行识别处理来获取部件d的上表面外形位置cd以及特征部的位置cs。此外,识别处理部31控制部件识别相机10来使其拍摄吸附喷嘴8b所保持的部件d的下表面dd,对摄像图像进行识别处理来获取部件d的中心的位置即下表面外形位置ce。获取到的部件d的上表面外形位置cd、特征部的位置cs、下表面外形位置ce被存储于识别结果存储部38。
71.这里,参照图9,说明识别处理部31控制向带式送料器5的上方移动的头部相机11来拍摄部件提供位置5a的部件d、进行识别处理而获取的部件d的上表面外形位置cd和特征部的位置cs的例子。图9a是识别处理部31以利用第1照明部11b而照明的第1照明条件下照射部件d的状态下、通过摄像部11a而拍摄部件d的主体部dm得到的摄像图像23。识别处理部31对摄像图像23进行识别处理,获取从摄像图像23的中心23c观察的部件d的中心的位置即上表面外形位置cd1(xd1,yd1,θd1)。这样,第1外形位置获取单元(摄像部11a、第1照明部11b、识别处理部31)获取部件d的上表面外形位置cd1。
72.图9b是以识别处理部31利用第2照明部11c而照明的第2照明条件下照射部件d的状态、通过摄像部11a来拍摄部件d而得到的摄像图像24。识别处理部31对摄像图像24进行识别处理,获取从摄像图像24的中心24c来看的形成于部件d的发光部s的中心的位置即特征部的位置cs1(xs1,ys1,θs1)。这样,特征部位置获取单元(摄像部11a、第2照明部11c、识
别处理部31)获取特征部的位置csl。
73.图9c是获取到特征部的位置cs1之后、再次通过第1外形位置获取单元而拍摄部件d的主体部dm的摄像图像25,根据摄像图像25来获取上表面外形位置cd2(xd2,yd2,θd2)。获取到的部件d的上表面外形位置cd1、cd2、特征部的位置cs1被存储于识别结果存储部38。
74.在图8中,位置偏移量计算部32根据识别结果存储部38中存储的部件d的上表面外形位置cd1与特征部的位置cs1,计算发光部s相对于部件d的上表面外形位置cd1的位置偏移量δcs1。具体地说,在图9中,位置偏移量计算部32作为x方向的位置偏移量δxs,计算δxs1=xsl-xd1,作为y方向的位置偏移量δys,计算δysl=ysl-yd1,作为θ方向的位置偏移量δθs,计算δθs1=θs1-θd1。
75.这样,位置偏移量计算部32根据上表面外形位置cd1(xd1,yd1,θd1)和特征部的位置cs1(xs1,ys1,θs1),计算特征部(发光部s)相对于上表面外形位置cd1的位置偏移量δcs1(xs1-xd1,ys1-yd1,θs1-θd1)。计算出的位置偏移量δcs1被存储于位置偏移量存储部39。
76.图8中,外形位置变动计算部33根据识别结果存储部38中存储的部件d的上表面外形位置cd1、cd2,计算通过第1外形位置获取单元而再次获取的部件d的上表面外形位置cd2(第1外形位置)与之前获取的部件d的上表面外形位置cd1(第1外形位置)的位置之差即外形位置变动量δcd2。即,在获取到部件d的上表面外形位置cd1和特征部的位置cs1之后,再次计算获取部件d的上表面外形位置cd2的期间摄像部11a与部件d相对移动的变动量。例如,若在带式送料器5提供的部件d停止于部件提供位置5a之前、移动并停止的头部相机11的振动收敛之前拍摄部件d,则外形位置变动量δcd2变大。
77.具体地说,图9中,外形位置变动计算部33作为x方向的外形位置变动量δxd,计算δxd2=xd2-xd1,作为y方向的外形位置变动量δyd,计算δyd2=yd2-yd1,作为θ方向的外形位置变动量δθd,计算δθd2=θd2-θd1。计算出的外形位置变动量δcd2(xd2-xd1,yd2-yd1,θd2-θd1)被存储于变动量存储部40。
78.图8中,修正值计算部34计算用于将吸附喷嘴8b(保持构件)所保持的部件d的发光部s(特征部)安装于安装数据存储部37中存储的发光部安装位置cg的修正值δcf(δxf,δyf,δθf)。具体地说,修正值计算部34基于安装数据存储部37中存储的特征部的理想的位置cs0(xs0,ys0)和位置偏移量存储部39中存储的位置偏移量δcs(δxs,δys,δθs),计算修正值δcf(δxf,δyf,δθf)。
79.这里,参照图10,对基于修正值计算部34的修正值δcf(δxf,δyf,δθf)的计算例进行说明。在安装部件d的基板3,设定部件安装位置cf和发光部安装位置cg。从部件安装位置cf来看的发光部安装位置cg的位置是特征部(部件d的发光部s)的理想的位置cs0(xs0,ys0)。此外,从部件d的上表面外形位置cd来看的部件d的特征部的位置cs(xs,ys,θs)是部件d的特征部的位置偏移量δcs(δxs,δys,δθs)。
80.修正值计算部34对用于修正形成于部件d的发光部s从理想的位置的偏移的修正值δcf(δxf,δyf,δθf)进行计算。具体地说,作为x方向的修正值δxf,计算δxf=δxs-xs0,作为y方向的修正值δyf,计算δyf=δys-ys0,作为θ方向的修正值δθf,计算δθd=δθs。计算出的修正值δcf(δxs-xs0,δys-ys0,δθs)被存储于修正值存储部42。
81.图8中,安装动作处理部35控制部件安装单元9,通过吸附喷嘴8b(保持构件)来保
持带式送料器5(部件提供单元)所提供的部件d,并控制在定位于基板输送机构2的基板3安装的安装动作。即,安装动作处理部35是控制部件安装单元9的动作的控制部。安装动作处理部35(控制部)基于识别结果存储部38中存储的保持于吸附喷嘴8b的部件d的下表面外形位置ce(xe,ye,θe)、和修正值存储部42中存储的部件d的修正值δcf(δxs-xs0,δys-ys0,δθs),将部件d安装于基板3。
82.这里,参照图10,对基于安装动作处理部35的部件d的安装的例子进行说明。图10中,从保持部件d的吸附喷嘴8b的喷嘴中心cn来看的部件d的中心的位置是下表面外形位置ce(xe,ye,θe)。安装动作处理部35根据下表面外形位置ce(xe,ye,θe)、吸附喷嘴8b所保持的部件d的修正值δcf(δxs-xs0,δys-ys0,δθs),将吸附喷嘴8b所保持的部件d安装于基板3。
83.具体地说,安装动作处理部35将部件d安装于基板3,以使得部件d的中心即上表面外形位置cd位于从设定在基板3上的部件安装位置cf修正了根据吸附喷嘴8b所保持的部件d的特征部(发光部s)的位置偏移量δcs(δxs,δys,δθs)而计算出的修正值δcf(δxs-xs0,δys-ys0,δθs)的位置。由此,能够进行安装以使得部件d的特征部(发光部s)以正确的姿态(水平面内的旋转角度θs)位于在基板3上设定的发光部安装位置cg。
84.这样,安装动作处理部35(控制部)基于通过第2外形位置获取单元(部件识别相机10、识别处理部31)而获取的第2外形位置(下表面外形位置ce(xe,ye,θe))和位置偏移量δcs(δxs,δys,δθs),使部件d安装于部件安装单元9,以使得部件d的特征部(发光部s)位于基板3的目标位置(发光部安装位置cg)上。另外,基于安装动作处理部35的部件d的安装并不限定于使用了上述的修正值δcf(δxs-xs0,δys-ys0,δθs)的修正,也可以获取其他参数并进行修正。
85.这里,参照图11a~图11c,说明修正形成于部件d3~d5的发光部s3~s5的偏移,并使其安装以使得各部件d3~d5的发光部s3~s5位于基板3的目标位置(发光部安装位置cg)的例子。图11a是部件d3的发光部s3形成于主体部dm3中的理想的位置的例子。该情况下,通过进行安装以使得部件d3的上表面外形位置cd3位于基板3上的部件安装位置cf,从而部件d3的发光部s3的位置cs3位于基板3上的发光部安装位置cg。
86.图11b是部件d4的发光部s4从主体部dm4中的理想的位置平行地偏移而形成的例子。安装动作处理部35基于根据通过第1外形位置获取单元(摄像部11a、第1照明部11b、识别处理部31)而获取的部件d4的上表面外形位置cd4、通过特征部位置获取单元(摄像部11a、第2照明部11c、识别处理部31)而获取的特征部的位置cs4而计算的位置偏移量δcs4,安装部件d4以使得部件d4的发光部s4位于基板3上的目标位置(发光部安装位置cg)上。
87.图11c是部件d5的发光部s5相对于主体部dm5旋转而形成的例子。安装动作处理部35基于根据通过第1外形位置获取单元(摄像部11a、第1照明部11b、识别处理部31)而获取的部件d5的上表面外形位置cd5、通过特征部位置获取单元(摄像部11a、第2照明部11c、识别处理部31)而获取的特征部的位置cs5而计算的位置偏移量δcs5,安装部件d5,以使得部件d5的发光部s5位于基板3上的目标位置(发光部安装位置cg)上。
88.图8中,判断值存储部41中,存储变动量判断范围rd(例如10μm以下)。所谓变动量判断范围rd,是用于判断对部件d的上表面外形位置cd进行获取的头部相机11(摄像部11a)的振动是否收敛、或者带式送料器5中的部件d的位置是否未变化或停止的外形位置变动量
δcd的判断范围。在通过外形位置变动计算部33而计算出的外形位置变动量δcd超出变动量判断范围rd的情况下,即头部相机11或者部件d还在移动的情况、部件d的位置变化的情况下,特征部位置获取单元再次获取部件d的特征部的位置cs,第1外形位置获取单元之后获取部件d的上表面外形位置cd。
89.在变动量存储部40中存储的外形位置变动量δcd为变动量判断范围rd内的情况下,即头部相机11或者部件d停止、或者变动为允许范围,则安装动作处理部35通过吸附喷嘴8b来保持部件d,执行安装于基板3的安装动作。这样,在通过外形位置变动计算部33而计算出的位置之差(外形位置变动量δcd)超出规定的范围(变动量判断范围rd)的情况下,特征部位置获取单元再次获取该部件d的特征部(发光部s)的位置cs。此外,在通过外形位置变动计算部33而计算出的位置之差(外形位置变动量δcd)为规定的范围(变动量判断范围rd)内的情况下,控制部(安装动作处理部35)使保持构件(吸附喷嘴8b)保持部件d。
90.这样,安装动作处理部35根据外形位置变动量δcd来判断头部相机11相对于部件d的相对位置是否稳定,反复获取(变动量判断范围rd外)特征部的位置cs和上表面外形位置cd直到相对位置稳定。并且,若相对位置稳定(变动量判断范围rd内),则安装动作处理部35通过吸附喷嘴8b,将部件d从部件提供位置5a取出。由此,使位置偏移量δcs的计测误差减少,能够精度优良地在基板3上安装部件d(发光部件)的发光部s的位置。
91.图8中,判断值存储部41中,存储特征部相对于部件d的上表面外形位置cd的位置cs即位置偏移量δcs的允许范围即位置偏移量判断范围rs。位置偏移量δcs超出位置偏移量判断范围rs的部件d不被安装于基板3。即,在位置偏移量δcs比规定的范围(位置偏移量判断范围rs)大的情况下,安装动作处理部35(控制部)不使吸附喷嘴8b(保持构件)保持部件d,在触摸面板15警告显示该意思。或者,在位置偏移量δcs比规定的范围(位置偏移量判断范围rs)大的情况下,安装动作处理部35通过吸附喷嘴8b来取出该部件d,使部件废弃部16废弃。
92.接下来,沿着图12的流程图,参照图7、9、10来说明基于部件安装装置1的安装基板的制造方法之中、部件安装单元9从带式送料器5(部件提供单元)取出部件d并安装于基板3的一次循环的工序。图12中,首先,安装动作处理部35控制部件安装单元9,使头部相机11移动至处于带式送料器5的部件提供位置5a的部件带13的凹槽13b内保存的部件d的上方(st1:头部相机移动工序)。
93.接下来,在第1照明部11b照明部件d的状态下,摄像部11a从上方(第1方向)拍摄部件d,识别处理部31对摄像图像23(图9a)进行识别处理,获取部件d的上表面外形位置cd1(第1外形位置)(st2:第1外形位置获取工序)。接下来,在第2照明部11c照明部件d的状态下,摄像部11a从上方(第1方向)拍摄部件d,识别处理部31对摄像图像24(图9b)进行识别处理,获取形成于部件d的特征部的位置cs1(st3:特征部位置获取工序)。
94.即,在第1外形位置获取工序(st2)中,在第1照明条件下照明部件d的状态下,拍摄部件d。在特征部位置获取工序(st3)中,在以与第1照明条件不同的照明条件即第2照明条件下照明部件d的状态下,拍摄部件d。另外,能够在相同的照明条件下拍摄部件d的外形和发光部s,能够从一个摄像图像获取上表面外形位置cd1和特征部的位置cs1的情况下,也可以同时执行第1外形位置获取工序(st2)和特征部位置获取工序(st3)。
95.图12中,接下来,位置偏移量计算部32根据上表面外形位置cd1和特征部的位置
cs1,计算特征部(发光部s)相对于上表面外形位置cd1的位置偏移量δcs(图10)(st4:位置偏移量计算工序)。计算出的位置偏移量δcs被存储于位置偏移量存储部39。接下来,在第1照明部11b照明部件d的状态下,进一步地,摄像部11a从上方拍摄部件d,识别处理部31对摄像图像25(图9c)进行识别处理并获取部件d的上表面外形位置cd2(st5:第3外形位置获取工序)。即,在特征部位置获取工序(st3)之后,进一步拍摄部件d,获取部件d的上表面外形位置cd2(第1外形位置)。
96.接下来,外形位置变动计算部33计算通过第1外形位置获取工序(st2)而获取的上表面外形位置cd1(第1外形位置)与通过第3外形位置获取工序(st5)而获取的上表面外形位置cd2(第1外形位置)的位置之差(外形位置变动量δcd),判断外形位置变动量δcd是否为规定的范围(变动量判断范围rd)内(st6:变动量判断工序)。在外形位置变动量δcd超出规定的范围(变动量判断范围rd)的情况下(st6中为否),再次对该部件d执行特征部位置获取工序(st3)。
97.图12中,在外形位置变动量δcd为规定的范围(变动量判断范围rd)内的情况下(st6中为是),判断位置偏移量存储部39中存储的位置偏移量δcs是否为规定的范围(位置偏移量判断范围rs)内(st7:位置偏移量判断工序)。在位置偏移量δcs比规定的范围(位置偏移量判断范围rs)大的情况下(st7中为否),安装动作处理部35(控制部)使部件废弃部16废弃部件d(st8:部件废弃工序)。之后,新的部件d被提供给带式送料器5的部件提供位置5a,对新的部件d执行第1外形位置获取工序(st2)。
98.另外,在位置偏移量δcs比规定的范围(位置偏移量判断范围rs)大的情况下(st7中为否),安装动作处理部35也可以使触摸面板15警告显示该意思。即,在位置偏移量δcs比规定的范围(位置偏移量判断范围rs)大的情况下,保持构件(吸附喷嘴8b)不保持部件d。之后,操作者使该部件d废弃,或者判断是否直接安装于基板3,并对部件安装装置1进行指示。
99.图12中,在位置偏移量δcs是规定的范围(位置偏移量判断范围rs)内的情况下(st7中为是),安装动作处理部35(控制部)通过吸附喷嘴8b(保持构件)来保持该部件d(st9:部件保持工序)。即,在外形位置变动量δcd是规定的范围(变动量判断范围rd)内(st6中为是)、并且位置偏移量δcs为规定的范围(位置偏移量判断范围rs)内的情况下(st7中为是),通过吸附喷嘴8b来保持安装于基板3的部件d(st9)。
100.接下来,部件识别相机10从与第1方向(上方)不同的第2方向(下方)拍摄被保持构件(吸附喷嘴8b)保持的部件d,识别处理部31对摄像图像22(图7b)进行识别处理,获取部件d的下表面外形位置ce(第2外形位置)(st10:第2外形位置获取工序)。获取到的下表面外形位置ce被存储于识别结果存储部38。接下来,修正值计算部34基于安装数据存储部37中存储的特征部的理想的位置cs0、位置偏移量存储部39中存储的位置偏移量δcs,计算修正值δcf(图10)(st11:修正值计算工序)。
101.图12中,接下来,安装动作处理部35控制部件安装单元9,基于根据通过第2外形位置获取工序(st10)而获取的部件d的下表面外形位置ce(第2外形位置)和修正值计算工序(st11)中的位置偏移量δcc而计算出的修正值δcf,进行安装以使得部件d的特征部(发光部s)位于基板3的目标位置(发光部安装位置cg)上(st12:部件工序)。
102.另外,上述中,说明了通过吸附喷嘴8b来取出从带式送料器5提供的部件d并进行
安装以使得部件d的发光部s位于基板3的目标位置的例子。但是,使用本实施方式的安装基板的制造方法来安装于基板3的部件d并不限定于从带式送料器5提供的部件d。例如,也可以是托盘送料器、散装送料器等的部件提供单元提供的部件d。此外,也可以是从部件提供单元移载至设置于部件安装装置1的临时放置台上的部件d。
103.此外,在特征部位置获取工序(st3)中,作为第2照明条件,优选以约400nm~500nm的波长区域的蓝色光进行照明。这是由于上述的波长区域是适合于发光部s的密封树脂sr中包含的荧光体的波长区域,能够更加清楚地识别发光部s。另外,作为第2照明条件,并不局限于此,也可以根据部件d的种类、发光部s中包含的荧光体的种类,适当选择角度、波段。
104.如上述说明那样,本实施方式的安装基板的制造方法具有:第1外形位置获取工序(st2)、特征部位置获取工序(st3)、计算工序(st4)、保持工序(st9)、第2外形位置获取工序(st10)、安装工序(st12)。
105.在第1外形位置获取工序(st2)中,从第1方向(上方)拍摄部件d,获取部件d的上表面外形位置cd(第1外形位置)。
106.在特征部位置获取工序(st3)中,获取形成于部件d的特征部的位置cs。
107.在计算工序(st4)中,根据上表面外形位置cd和特征部的位置cs来计算特征部的位置偏移量δcs。
108.在保持工序(st9)中,通过保持构件(吸附喷嘴8b)来保持部件d。
109.在第2外形位置获取工序(st10)中,从第2方向(下方)拍摄由保持构件保持的部件d,获取部件d的下表面外形位置ce(第2外形位置)。
110.在安装工序(st12)中,基于获取的下表面外形位置ce和位置偏移量δcs,进行安装以使得部件d的特征部位于基板3的目标位置(发光部安装位置cg)上。
111.由此,能够精度优良地将部件d(发光部件)的发光部s的位置安装于基板3上。
112.通过本公开,能够精度优良地将发光部件的发光部的位置安装于基板上。
113.产业上的可利用性
114.本公开的安装基板的制造方法以及部件安装装置具有能够精度优良地将发光部件的发光部的位置安装于基板上的效果,在将部件安装于基板的领域中有用。
[0115]-符号说明-[0116]
1 部件安装装置
[0117]
1a 基台
[0118]
2 基板输送机构
[0119]
3 基板
[0120]
4 部件提供部
[0121]
5 带式送料器(部件提供单元)
[0122]
5a 部件提供位置
[0123]
6 轴工作台
[0124]
7 横梁
[0125]
7a 板
[0126]
8 安装头
[0127]
8a 吸附单元
[0128]
8b 吸附喷嘴(保持构件)
[0129]
9 部件安装单元
[0130]
10 部件识别相机(第2外形位置获取单元)
[0131]
11a 摄像部(第1外形位置获取单元,特征部位置获取单元,相机)
[0132]
11b 第1照明部(第1外形位置获取单元)
[0133]
11c 第2照明部(特征部位置获取单元)
[0134]
11d 光轴
[0135]
12 台车
[0136]
12a 送料器基座
[0137]
13 部件带
[0138]
13a 基带
[0139]
13b 凹槽
[0140]
13c 孔
[0141]
13d 盖带
[0142]
14 带盘
[0143]
15 触摸面板
[0144]
16 部件废弃部
[0145]
17 构件
[0146]
17a 开口部
[0147]
17b 缘部
[0148]
20 摄像图像
[0149]
20c 中心
[0150]
20x 中心线
[0151]
20y 中心线
[0152]
21 摄像图像
[0153]
21x 中心线
[0154]
21y 中心线
[0155]
22 摄像图像
[0156]
22c 中心
[0157]
22x 中心线
[0158]
22y 中心线
[0159]
23 摄像图像
[0160]
23c 中心
[0161]
24 摄像图像
[0162]
24c 中心
[0163]
25 摄像图像
[0164]
30 控制部
[0165]
31 识别处理部
[0166]
32 量计算部
[0167]
33 外形位置变动计算部
[0168]
34 修正值计算部
[0169]
35 安装动作处理部
[0170]
36 安装存储部
[0171]
37 安装数据存储部
[0172]
38 识别结果存储部
[0173]
39 量存储部
[0174]
40 变动量存储部
[0175]
41 判断值存储部
[0176]
42 修正值存储部
[0177]
cd、cd1~cd5 上表面外形位置(第1外形位置)
[0178]
ce 下表面外形位置(第2外形位置)
[0179]
cf 部件安装位置
[0180]
cg 发光部安装位置(目标位置)
[0181]
cn 喷嘴中心
[0182]
cs、csl、cs3~cs5 特征部的位置
[0183]
cs0 特征部的理想的位置
[0184]
d、d3~d5 部件
[0185]
dd 下表面
[0186]
dm、dm3~dm5 主体部
[0187]
du 上表面
[0188]
rd 变动量判断范围
[0189]
rs 量判断范围
[0190]
sc 内部布线
[0191]
sd 芯片
[0192]
sr 密封树脂
[0193]
s、s3~s5 发光部(特征部)
[0194]
δcs 位置偏移量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1