表面贴装器件封装结构及其上板焊接方法与流程
1.本发明涉及表面贴装半导体器件的封装及上板焊接技术领域,特别涉及一种表面贴装器件封装结构及其上板焊接方法。
背景技术:
2.对于封装好的半导体器件的pcb组装阶段,两种常见的焊接方式就是回流焊和波峰焊。相对于回流焊上板,波峰焊上板使用锡条更低,且波峰焊不必像回流焊一样订制印刷模板及回流焊模板,投入成本较低,利于产品推广。
3.但波峰焊一般多适用于插件产品,而表面贴装产品基本是使用回流焊上板,原因在于表面贴装产品采用波峰焊上板容易出现连锡情况,导致产品不合格;如图1所示为to252器件产品,该产品为表面贴装产品,使用波峰焊上板会在画圈处(管脚间)易出现连锡。
技术实现要素:
4.为了解决上述技术问题,本发明提供了一种表面贴装器件封装结构,包括引线支架,所述引线支架包括至少两个引脚,相邻引脚间的间隙距离与引脚厚度的比值大于2:1。
5.可选的,所述引线支架包括基岛,所述基岛通过打凹成型,且打凹角度不超过60
°
;所述基岛包含散热片,所述基岛用于采用装片胶贴装内核芯片,封装后所述散热片暴露在封装结构表面。
6.可选的,采用装片胶贴装内核芯片时,按设定温度曲线进行烘烤。
7.可选的,所述表面贴装器件封装结构的封装采用塑封方式,具体如下:
8.在将内核芯片贴装在引线支架的基岛的凹面内侧,将引线支架的凹面外侧放置于下模的凹槽中,且使得散热片背离内核芯片的端面贴合在下模的凹槽框底;
9.将上模盖在下模的上端,在上模与下模中间形成封装空间,装空间包裹着基岛以及内核芯片;
10.向封装空间内注入被加热形成软胶状的塑封材料,冷却成型后从上模与下模中取出,完成封装。
11.可选的,所述引线支架制作完成后,采用拍摄图像以及图像识别技术,结合图像拍摄距离与角度,利用三角函数关系,对相邻引脚间的间隙距离进行计算验证;
12.若计算验证间隙距离与引脚厚度的比值不大于2:1,则对引脚边缘进行补充切割以使间隙距离满足要求。
13.本发明还提供了一种表面贴装器件封装结构的上板焊接方法,包括以下步骤:
14.s100采用上述表面贴装器件封装结构,在pcb板上,将表面贴装器件封装结构的相邻上板接点根据其相邻引脚的间隙距离对应设置;
15.s200将表面贴装器件封装结构的引脚与pcb板上对应上板接点对齐贴片,采用波峰焊方式对上板接点与引脚进行焊接。
16.可选的,在s200步骤中,先将贴片后的pcb板预热至70-85℃,再送入波峰焊料槽进行焊接,焊接时,对波峰焊料槽进行部分遮挡以限制波峰焊的焊接范围,使得波峰焊对pcb板上板接点与表面贴装器件封装结构的引脚区域进行焊接。
17.可选的,在s200步骤中,焊接后进行冷却,并以清洗剂进行清洗,所述清洗剂为二乙二醇乙醚、二乙二醇丁醚、二丙二醇甲醚、二丙二醇丁醚、n-甲基-2-吡咯烷酮、乙醇、脂肪酸甲酯乙氧基化物、阿克苏表面活性剂和水以质量比为2:2:2:2:3:2:1:4混合后的溶液。
18.可选的,在s200步骤中,将表面贴装器件封装结构的引脚与pcb板上对应上板接点对齐时,采用机器视觉方式进行定位检视,若检视发现两者未对齐,则进行定位调整。
19.可选的,在s200步骤中,采用机器视觉方式进行定位检视时,还根据环境温度和焊接时温度情况,对表面贴装器件封装结构的引脚与pcb板上对应上板接点的定位对齐进行补偿,即就pcb板上的基准点与表面贴装器件封装结构的引脚定位点的距离进行补偿修正。
20.本发明的表面贴装器件封装结构及其上板焊接方法,通过限定相邻引脚间的间隙距离与引脚厚度的比值大于2:1,可以保证表面贴装器件封装结构在上pcb板时采用波峰焊不出现连锡情况,从而使得表面贴装器件封装结构类产品可以使用锡条消耗更低的波峰焊方式进行上板焊接,从而降低成本,利于产品推广;经大量实验对比验证,以本发明确定的比值作为定义参考值,解决了表面贴装器件上板使用波峰焊的连锡问题,可以有效保障焊接的良品率。
21.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
22.下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
23.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
24.图1为现有技术中to252表面贴装器件产品使用波峰焊容易产生连锡的位置示意图;
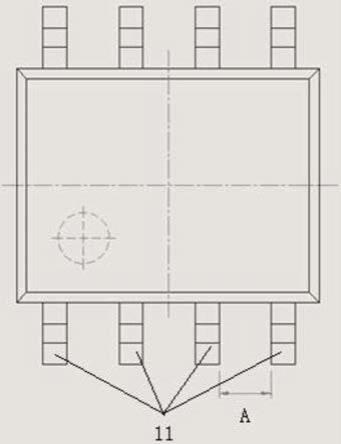
25.图2为本发明实施例中一种表面贴装器件封装结构平面示意图;
26.图3为本发明的图2表面贴装器件封装结构实施例的侧视图;
27.图4为本发明的图2表面贴装器件封装结构实施例采用的引线支架侧视图;
28.图5为本发明实施例中一种表面贴装器件封装结构的上板焊接方法流程图;
29.图6为本发明的表面贴装器件封装结构的上板焊接方法实施例中pcb板上的上板接点平面示意图。
具体实施方式
30.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
31.如图2和3所示,本发明实施例提供了一种表面贴装器件封装结构,包括引线支架1,所述引线支架1包括至少两个引脚11,相邻引脚11间的间隙距离(如图2中所示的尺寸a)
与引脚厚度(如图3中所示的尺寸b)的比值大于2:1。
32.上述技术方案的工作原理和有益效果为:本方案通过限定相邻引脚间的间隙距离与引脚厚度的比值大于2:1,可以保证表面贴装器件封装结构在上pcb板时采用波峰焊不出现连锡情况,从而使得表面贴装器件封装结构类产品可以使用锡条消耗更低的波峰焊方式进行上板焊接,从而降低成本,利于产品推广;经大量实验对比验证,以本方案确定的比值作为定义参考值,解决了表面贴装器件上板使用波峰焊的连锡问题,可以有效保障焊接的良品率。
33.在一个实施例中,如图3和图4所示,所述引线支架1包括基岛12,所述基岛12通过打凹成型,且打凹角度13不超过60
°
;所述基岛12包含散热片,所述基岛2用于采用装片胶贴装内核芯片,封装后所述散热片暴露在封装结构表面。
34.上述技术方案的工作原理和有益效果为:本方案中基岛的引线支架的打凹角度的范围不超过60
°
,实际选择时,可以尽可能选择接近上限值60
°
,可以在45
°‑
60
°
之间进行选择,例如可以采用50
°
、55
°
或者60
°
的打凹角度,使得基岛部位的总体面积尽可能大,让基岛有空间分别散热片,保障发热量较大的内核芯片的散热。
35.在一个实施例中,采用装片胶贴装内核芯片时,按设定温度曲线进行烘烤。
36.上述技术方案的工作原理和有益效果为:本方案内核芯片都采用装片胶贴装在基板上;装片胶可选择采用膨胀系数与引线支架基本一致的种类,由于装片胶在烘烤后仍具备一定弹性,能吸收一定的应力变化,可以避免给产品性能带来不利影响;装片后进行烘烤,烘烤采用设定温度曲线进行温度控制,能够提高工艺温度控制精度,有利于保障产品质量,实现产品性能的一致性。
37.在一个实施例中,所述封装采用塑封方式,具体如下:
38.在将内核芯片贴装在引线支架1的基岛12的凹面内侧,将引线支架1的凹面外侧放置于下模的凹槽中,且使得散热片背离内核芯片的端面贴合在下模的凹槽框底;
39.将上模盖在下模的上端,在上模与下模中间形成封装空间,装空间包裹着基岛12以及内核芯片;
40.向封装空间内注入被加热形成软胶状的塑封材料,冷却成型后从上模与下模中取出,完成封装。
41.上述技术方案的工作原理和有益效果为:本方案对表面贴装器件封装结构的封装采用塑封方式,由上模与下模配合,形成相应的封装空间,基岛以及内核芯片置于封装空间内,使得封装时引线支架变形小,封装后的尺寸精度高;通过向封装空间内注入被加热形成软胶状的塑封材料,在冷却成型后取出,能够较好地固化封装产品的形状与尺寸,保障封装产品的一致性,提高良品率。
42.在一个实施例中,所述引线支架制作完成后,采用拍摄图像以及图像识别技术,结合图像拍摄距离与角度,利用三角函数关系,对相邻引脚间的间隙距离进行计算验证;
43.若计算验证间隙距离与引脚厚度的比值不大于2:1,则对引脚边缘进行补充切割以使间隙距离满足要求。
44.上述技术方案的工作原理和有益效果为:本方案对封装用的引线支架制作,在半成品完成后,通过采用数字摄像机拍摄图像,并采用图像识别技术进行引线支架及其引脚识别,结合图像拍摄距离与角度,实现引线支架及其各引脚的定位,然后再利用三角函数关
系,计算得到相邻引脚间的间隙距离,再将间隙距离与设定的引脚厚度进行比对,计算出证间隙距离与引脚厚度的比值进行验证,若不满足要求,则对引脚边缘进行补充切割,以减小引脚宽度的方式增加间隙距离,以使间隙距离满足要求,保障以此引线支架封装的产品在上pcb板焊接时可以采用波峰焊且不会出现连锡情况。
45.在一个实施例中,所述内核芯片贴装时,按设定温度曲线进行烘烤的温度控制方式如下:
46.建立设定温度曲线的模拟函数t=f(t),且模拟函数在温度控制时段内有导,采用以下公式计算传输热量:
[0047][0048]
上式中,表示第j个计时时刻的传输热量;t表示在温度控制时段内的温度值;t表示在温度控制时段内的计时时刻,tj表示在温度控制时段内的第j个计时时刻;t
j+1
表示在温度控制时段内的第j+1个计时时刻;n表示温度控制空间内物质的数量;ci表示温度控制空间中存在的第i种物质的比热;mi表示温度控制空间中存在的第i种物质的质量;f
′
(t
j+1
)表示设定温度曲线的表达函数在第j+1个计时时刻的导数;
[0049]
根据上述计算结果对温度控制空间内进行热量传输,若计算结果为正值,则向温度控制空间内提供传输热量进行加热;若计算结果为负值,则向温度从控制空间内将传输热量吸走进行冷却。
[0050]
上述技术方案的工作原理和有益效果为:本方案在内核芯片贴装工艺中的温度根据上述方式进行控制,先依据设定温度曲线,建立相应的模拟函数,并进行优化调整使得该模拟函数在温度控制时段内可导,再以上述公式计算传输热量,根据传输热量对温度控制空间内进行温度调节;其中,上述公式引入了设定温度曲线的模拟函数的导数,且取下一个计时时刻(即第j+1个计时时刻)的导数值,进行当前计时时刻(即第j个计时时刻)所需要的传输热量计算,由于下一个计时时刻的导数值(即温度曲线上该计时时刻点的切线斜率)能够更好地反映温度变化趋势预测,因此可以精准控制热量传输量,实现温度的精确控制,避免工艺温度控制不准确导致产品质量问题,还可以避免浪费,实现节能。
[0051]
在一个实施例中,所述引脚的最小厚度符合以下公式:
[0052][0053]
上式中,d
min
表示引脚的最小厚度;γ表示引脚材质的热胀系数;l表示基岛的打凹深度;θ表示基岛的打凹角度;δt表示在焊接或者受热时支撑杆的温升,根据工艺确定;δ表示引脚允许的最大变形量,设计时根据需要选择确定。
[0054]
上述技术方案的工作原理和有益效果为:本方案中引脚一般采用方形截面形式,通过公式量化引脚的截面尺寸与基岛的打凹深度的关系,以保障引脚的强度,使得引脚在经过工艺中温度变化时能够保持原来形状,防止由于支撑杆的变形影响电连接的可靠性及产品的质量;上述公式充分考虑了制造工艺中在焊接或者其他工序上可能对引脚温度带来的变化,以及引脚材料的温度特性情况,从而提高工艺精度,保障产品品质的一致性。
[0055]
如图5和图6所示,本发明实施例提供了一种表面贴装器件封装结构的上板焊接方法,包括以下步骤:
[0056]
s100采用上述表面贴装器件封装结构,在pcb板2上,将表面贴装器件封装结构的相邻上板接点21根据其相邻引脚11的间隙距离对应设置;
[0057]
s200将表面贴装器件封装结构的引脚11与pcb板2上对应上板接点21对齐贴片,采用波峰焊方式对上板接点21与引脚11进行焊接。
[0058]
上述技术方案的工作原理和有益效果为:本方案采用了前述的表面贴装器件封装结构,将pcb板上的上板接点与引脚对应设置,即使得相邻上板接点与与引脚厚度的比值也大于2:1,可以保证表面贴装器件封装结构在上pcb板时采用波峰焊不出现连锡情况,从而使得表面贴装器件封装结构类产品可以使用锡条消耗更低的波峰焊方式进行上板焊接,从而降低成本,利于产品推广;经大量实验对比验证,以本方案确定的比值作为定义参考值,解决了表面贴装器件上板使用波峰焊的连锡问题,可以有效保障焊接的良品率。
[0059]
在一个实施例中,在s200步骤中,先将贴片后的pcb板预热至70-85℃,再送入波峰焊料槽进行焊接,焊接时,对波峰焊料槽进行部分遮挡以限制波峰焊的焊接范围,使得波峰焊对pcb板上板接点与表面贴装器件封装结构的引脚区域进行焊接。
[0060]
上述技术方案的工作原理和有益效果为:本方案在采用波峰焊时,先将贴片后的pcb板预热至70-85℃,焊接时采用部分遮挡以限制波峰焊的焊接范围,避免焊锡异常扩散,使得波峰焊对pcb板上板接点与表面贴装器件封装结构的引脚区域进行焊接,从而进一步降低连锡风险,提高工艺品质的一致性程度,保障产品质量,降低焊接材料浪费和生产成本。
[0061]
在一个实施例中,在s200步骤中,焊接后进行冷却,并以清洗剂进行清洗,所述清洗剂为二乙二醇乙醚、二乙二醇丁醚、二丙二醇甲醚、二丙二醇丁醚、n-甲基-2-吡咯烷酮、乙醇、脂肪酸甲酯乙氧基化物、阿克苏表面活性剂和水以质量比为2:2:2:2:3:2:1:4混合后的溶液。
[0062]
上述技术方案的工作原理和有益效果为:本方案对表面贴装器件封装结构采用波峰焊进行焊接后的pcb板,采用上述配比的清洗剂进行清洗,以有效地清除助焊物质和焊渣,避免由于助焊物质和焊渣的存在导致连锡效果而发生产品不良;上述配比的清洗剂对于pcb板的锡焊清洁效果可以比其它清洗剂提高50%以上,还可以使得焊接点表面更为光洁美观。
[0063]
在一个实施例中,在s200步骤中,将表面贴装器件封装结构的引脚11与pcb板2上对应上板接点21对齐时,采用机器视觉方式进行定位检视,若检视发现两者未对齐,则进行定位调整。
[0064]
上述技术方案的工作原理和有益效果为:本方案在采用波峰焊进行表面贴装器件封装结构的上pcb板焊接时,对于引脚与对应上板接点的对齐,选择采用机器视觉方式进行定位检视,即通过机器视觉设备进行拍照和对采集的照片进行识别和处理,一般以pcb板上确定的基准点对表面贴装器件封装结构的引线位置进行检测,若检视发现引线和对应上板接点两者的位置出现偏差,即表示未对齐,此时可对表面贴装器件封装结构进行定位调整,以达到定位要求,然后再进行波峰焊,从而避免由于定位偏差导致短路引发产品不良,由此提高产品的良品率,以及降低成本。
[0065]
在一个实施例中,在s200步骤中,采用机器视觉方式进行定位检视时,还根据环境温度和焊接时温度情况,对表面贴装器件封装结构的引脚11与pcb板2上对应上板接点21的定位对齐进行补偿,并采用以下公式计算补偿量:
[0066][0067]
上式中,γ表示预测的温度变化所需要的补偿量;e表示自然常数;σ表示表面贴装器件封装结构引脚的热膨胀系数;t1表示波峰焊焊接中的温度;t0表示环境温度;d表示引脚的定位距离,即引脚的定位点与pcb板上基准点的距离;
[0068]
根据补偿量预测结果,就pcb板上的基准点与表面贴装器件封装结构的引脚定位点的距离进行补偿修正。
[0069]
上述技术方案的工作原理和有益效果为:本方案通过温度传感器分别测量环境温度和在焊接中表面贴装器件封装结构的温度,其中同一温度参数可以由一个温度传感器检测得到,也可以由多个温度传感器检测数据取平均值得到;通过上述计算公式预测焊接的温度变化引起的表面贴装器件封装结构相对于pcb板的定位偏差,考虑该定位对引脚和上板接点对齐的不利影响,计算出需要的补偿量,对表面贴装器件封装结构的引脚定位点的定位距离的进行补偿修正,从而进一步提高焊接加工中的定位精度,进而提高生产合格率水平。
[0070]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1