一种新型茶叶制作小茶饼模具的制作方法
1.本实用新型涉及制茶设备领域,具体是一种新型茶叶制作小茶饼模具。
背景技术:
2.茶球亦称茶龙珠,继散茶、茶条、茶饼和茶砖之后,越来越受到广大饮茶爱好者的热捧,特别是新茶客的首选。可以避免取茶难定量、撬茶与切茶等问题,只需随意取一颗茶饼,即可安心泡制一壶上好茶水。茶饼通常采用传统手工制作,即将经揉捻的茶叶填充到球型成型器中,再加以加热干燥,使之成型,最后脱落成型器,收集茶球。存在量大问题:1.生产效率低、耗时较长、工作强度大,人工成本高;2.手工制作大多数凭借经验,定量较困难,茶球的重量仍存在一定差异,最终茶饼品质仍存在差异,3.大量的手工直接接触茶,卫生难得到保证。尽管近年来也采用机械成型机来对茶叶进行揉捻工作,从而代替传统的人工搓揉的方式,降低工作人员的劳动强度,但是机械手的揉捻强度难以把控,导致茶叶破损较多,严重地影响了茶叶的外观品质。目前市场也有半自动的茶饼生产设备,但是在茶饼脱模过程中茶球粘上模或者粘下模,茶球破损较严重其过程费时费力,成本高,且生产效率低。
3.我们提供了一种新型茶叶制作小茶饼模具,可以完全解决上述问题。
技术实现要素:
4.茶球亦称茶龙珠,继散茶、茶条、茶饼和茶砖之后,越来越受到广大饮茶爱好者的热捧,特别是新茶客的首选。可以避免取茶难定量、撬茶与切茶等问题,只需随意取一颗茶饼,即可安心泡制一壶上好茶水。茶饼通常采用传统手工制作,即将经揉捻的茶叶填充到球型成型器中,再加以加热干燥,使之成型,最后脱落成型器,收集茶球。存在量大问题:1.生产效率低、耗时较长、工作强度大,人工成本高;2.手工制作大多数凭借经验,定量较困难,茶球的重量仍存在一定差异,最终茶饼品质仍存在差异,3.大量的手工直接接触茶,卫生难得到保证。尽管近年来也采用机械成型机来对茶叶进行揉捻工作,从而代替传统的人工搓揉的方式,降低工作人员的劳动强度,但是机械手的揉捻强度难以把控,导致茶叶破损较多,严重地影响了茶叶的外观品质。目前市场也有半自动的茶饼生产设备,但是在茶饼脱模过程中茶球粘上模或者粘下模,茶球破损较严重其过程费时费力,成本高,且生产效率低。
5.我们提供了一种新型茶叶制作小茶饼模具,可以完全解决上述问题。
发明内容
6.本发明目的是提供一种新型茶叶制作小茶饼模具,可以解决上述背景介绍中的问题。
7.为了实现上述目的,本发明的技术方案是:
8.一种新型茶叶制作小茶饼模具包括:上模组件、下模组件、抽芯组件、主体模具组件这四部分组成,所述主体模具组件上面设置上模组件,所述主体模具组件侧面设置抽芯组件,所述主体模具组件下方设置下模组件,下模组件上面为一种新型茶叶制作小茶饼模
具制作出来的茶饼;所述主体模具组件包括:主体模具、模具镶件、侧模、封板、发热管这五部分组成,所述主体模具两侧均设置发热管槽,发热管放置在发热管槽内,封板设置在主体模具两侧刚好盖住发热管,通过内六角把封板固定在主体模具两侧,主体模具前端为u型通槽设计,主体模具的u型通槽的上面设置固定牙孔,主体模具的中间设置进料槽,主体模具的前后为抽芯槽,抽芯槽与进料槽相通,主体模具前端设置模具镶件,模具镶件中间设置成型腔,成型腔为圆形通孔,模具镶件侧面设置抽芯槽,抽芯槽与成型腔相同,模具镶件顶面设置镶件固定孔,模具镶件两个侧面与主体模具前端u型通槽匹配,模具镶件上的抽芯槽与主体模具的抽芯槽为同一抽芯槽,模具镶件两个镶件固定孔与主体模具的固定牙孔在同一轴心线,通过内六角穿过镶件固定孔旋进固定牙孔,侧模设置在主体模具前端; 所述抽芯组件包括:抽芯、压块、抽芯链接块、抽芯成型面这四部分组成,抽芯链接块后端链接气缸,抽芯链接块前端设置抽芯,抽芯前端设置抽芯成型面,抽芯成型面与成型腔为通相同直径圆弧面,压块设置在抽芯链接块上面,通过内六角将压块固定在抽芯链接块上面,抽芯可在主体模具中的抽芯槽内滑行,直至向前滑行指定位置时抽芯成型面与成型腔成为完整的圆孔;所述上模组件由上模链接块、上模组成,上模链接块上部链接气缸,上模链接块下面固定上模,上模在模具镶件的成型腔内,上模的外径与成型腔内表面匹配,上模可在成型腔内滑动;所述下模组件由下模、料渣盘、下模链接块组成,下模链接块下面链接气缸,下模链接块上面固定下模,下模外径与模具镶件的成型腔内表面匹配,下模可在成型腔内滑动,下模链接块中间位置固定料渣盘。
9.进一步地,所述抽芯组件中的抽芯可以在主体模具的抽芯槽中滑行,直至模具镶件中的抽芯槽,抽芯成型面与成型腔为相同圆弧的内表面。
10.与现有技术相比,本发明具有的优点和积极效果是:
11.本发明整体结构完善、构思巧妙,将茶叶从进料口进入,抽芯送料,上模与下模在模具的型腔内将茶叶压制成饼,上模与下模自动推送茶饼脱模的整个工艺流程,科学高效的设计理念真正实现了茶饼制作工艺的全过程自动化,减少了传统的大量人工,本发明效率高,运行稳定,参数方便设置,安全可靠,减轻了工人的劳动强度,节约了工厂的人工成本。
附图说明
12.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
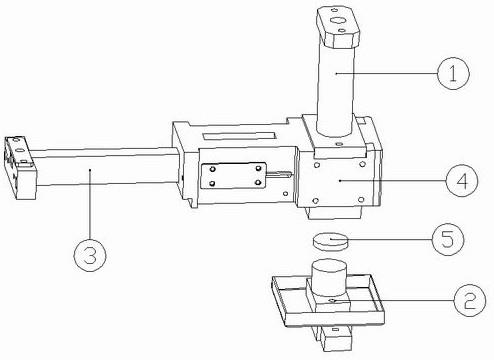
13.图1为本实用新型的立体图;
14.图2为本实用新型的上模组件立体图;
15.图3为本实用新型的下模组件立体图;
16.图4为本实用新型的抽芯组件立体图;
17.图5为本实用新型的主体模具组件爆炸图;
18.图6为本实用新型的主体模具立体图;
19.图7为本实用新型的主体模具剖面图;
20.图8为本实用新型的模具镶件剖面图;
21.图9为本实用新型的模具初始状态剖面图;
22.图中:上模组件-1、下模组件-2、抽芯组件-3、主体模具组件-4、茶饼-5、上模链接块-11、上模-12、下模-21、料渣盘-22、下模链接块-23、抽芯-31、压块-32、抽芯链接块-33、抽芯成型面-34、主体模具-41、模具镶件-42、侧模-43、封板-44、发热管-45、发热管槽-411、抽芯槽-412、进料槽-413、固定牙孔-414、成型腔-421、镶件固定孔-422。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。
24.如图1-图8所示,一种新型茶叶制作小茶饼模具包括:上模组件-1、下模组件-2、抽芯组件-3、主体模具组件-4这四部分组成,所述主体模具组件-4上面设置上模组件-1,所述主体模具组件-4侧面设置抽芯组件-3,所述主体模具组件-4下方设置下模组件-2,下模组件-2上面为一种新型茶叶制作小茶饼模具制作出来的茶饼-5;所述主体模具组件-4包括:主体模具-41、模具镶件-42、侧模-43、封板-44、发热管-45这五部分组成,所述主体模具-41两侧均设置发热管槽-411,发热管-45放置在发热管槽-411内,封板-44设置在主体模具-41两侧刚好盖住发热管-45,通过内六角把封板-44固定在主体模具-41两侧,主体模具-41前端为u型通槽设计,主体模具-41的u型通槽的上面设置固定牙孔-414,主体模具-41的中间设置进料槽-413,主体模具-41的前后为抽芯槽-412,抽芯槽-412与进料槽-413相通,主体模具-41前端设置模具镶件-42,模具镶件-42中间设置成型腔-421,成型腔-421为圆形通孔,模具镶件-42侧面设置抽芯槽-412,抽芯槽-412与成型腔-421相同,模具镶件-42顶面设置镶件固定孔-422,模具镶件-42两个侧面与主体模具-41前端u型通槽匹配,模具镶件-42上的抽芯槽-412与主体模具-41的抽芯槽-412为同一抽芯槽,模具镶件-42两个镶件固定孔-422与主体模具-41的固定牙孔-414在同一轴心线,通过内六角穿过镶件固定孔-422旋进固定牙孔-414,侧模-43设置在主体模具-41前端; 所述抽芯组件-3包括:抽芯-31、压块-32、抽芯链接块-33、抽芯成型面-34这四部分组成,抽芯链接块-33后端链接气缸,抽芯链接块-33前端设置抽芯-31,抽芯-31前端设置抽芯成型面-34,抽芯成型面-34与成型腔-421为通相同直径圆弧面,压块-32设置在抽芯链接块-33上面,通过内六角将压块-32固定在抽芯链接块-33上面,抽芯-31可在主体模具-41中的抽芯槽-412内滑行,直至向前滑行指定位置时抽芯成型面-34与成型腔-421成为完整的圆孔;所述上模组件-1由上模链接块-11、上模-12组成,上模链接块-11上部链接气缸,上模链接块-11下面固定上模-12,上模-12在模具镶件-42的成型腔-421内,上模-12的外径与成型腔-421内表面匹配,上模-12可在成型腔-421内滑动;所述下模组件-2由下模-21、料渣盘-22、下模链接块-23组成,下模链接块-23下面链接气缸,下模链接块-23上面固定下模-21,下模-21外径与模具镶件-42的成型腔-421内表面匹配,下模-21可在成型腔-421内滑动,下模链接块-23中间位置固定料渣盘-22。
25.本实施例中,所述抽芯组件-3中的抽芯-31可以在主体模具-41的抽芯槽-412中滑行,直至模具镶件-42中的抽芯槽-412,抽芯成型面-34与成型腔-421为相同圆弧的内表面。
26.本实用新型工作流程为:
27.如图1-图9所示,一种新型茶叶制作小茶饼模具是自动化生产制作小茶饼的核心,见图9所示为茶叶制作小茶饼模具的初始状态图,抽芯组件-3的抽芯-31插入成型腔-421一部分,上模组件-1的上模-12插入成型腔-421一部分,下模组件-2的下模-21插入成型腔-421一部风,首先上模组件-1链接标准气缸,下模组件-2链接标准气缸,抽芯组件-3链接标准气缸,发热管-45通电开始给主体模具-41升温加热,待制作茶饼的茶叶从进料槽-413进入抽芯槽-412,气缸推动抽芯组件-3前行,抽芯组件-3中的抽芯-31在主体模具-41内的抽芯槽-412内向前滑行,直至,抽芯-31进入到模具镶件-42的抽芯槽-412内,也就是抽芯成型面-34与成型腔-421形成一个密闭的圆时抽芯组件-3停止滑行,抽芯-31将茶叶推送到成型腔-421内,气缸推动上模组件-1下行,同时气缸推动下模组件-2上行,在上下气缸的相向推动下,上模-12向下压缩茶叶,下模-21向上压缩茶叶,当把茶叶压成饼状时,此时茶叶制作成茶饼-5,上下气缸停止,上模组件-1与下模组件-2保压茶饼-5,数秒后,上模组件-1的气缸推动上模组件-1继续下行,上模-12在成型腔-421下行,与此同时下模组件-2的气缸收缩拉动下模组件-2下行,下模-21在成型腔-421下行,上模-12与下模-21在成型腔-421内同步下行,这样就把茶饼-5推动一起下行,上模组件-1下行到直至上模-12的底面超出成型腔-421的底部后停止,下模组件-2继续下行直至上模-12的底面与下模-21的顶面有一定距离后下模组件-2的气缸停止收缩,下模组件-2停止滑行,此时茶饼-5在上模-12的下行作用下从成型腔-421内脱模出来,此时抽芯组件-3的气缸收缩,带动抽芯组件-3复位,上模组件-1的气缸开始收缩,带动上模组件-1向上复位,下模组件-2的气缸伸长,推动下模组件-2复位,此时的状态如图9所示位置,此时完成了茶叶在模具内制作小茶饼的工艺过程。
28.本发明整体结构完善、构思巧妙,将茶叶从进料口进入,抽芯送料,上模与下模在模具的型腔内将茶叶压制成饼,上模与下模自动推送茶饼脱模的整个工艺流程,科学高效的设计理念真正实现了茶饼制作工艺的全过程自动化,减少了传统的大量人工,本发明效率高,运行稳定,参数方便设置,安全可靠,减轻了工人的劳动强度,节约了工厂的人工成本。
29.上述仅为本发明的具体实施方式,但本发明的设计构思并不局限于此,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1