一种类型可控的双凝胶类脂肪及其制备方法和3D打印应用
一种类型可控的双凝胶类脂肪及其制备方法和3d打印应用
技术领域
1.本发明涉及一种类型可控的双凝胶类脂肪及其制备方法和3d打印应用,属于油脂加工及类脂肪3d打印技术领域。
背景技术:
2.双凝胶是一种含有两种凝胶相的半固体材料,通常通过在特定温度下高速混合油凝胶和水凝胶获得。作为一种新型的两相凝胶系统,双凝胶可以兼具两种凝胶相的优势,并且其性能优于任何一种单独的凝胶相。双凝胶具有很多独特的性质,包括半固态特性,独特的热稳定性,冷却和保湿效果、亲水和疏水活性剂的输送等。双凝胶的这些特性使其在食品、化妆品和制药等多种领域显示出巨大的前景。
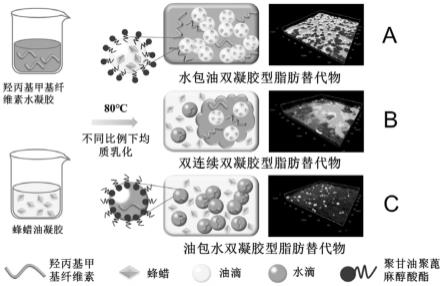
3.根据双凝胶的成分和状态的不同,可将其分为水包油型双凝胶、油包水型双凝胶、双连续型双凝胶。“类型可控的双凝胶”是指可以通过改变油凝胶和水凝胶的比例实现双凝胶不同类型之间的转变,从而满足不同塑性脂肪产品特性的需求,实现对传统塑性脂肪的理想替代。
4.3d打印技术由于其个性化的特点,在食品领域得到了广泛的研究与应用。食品3d打印技术最大的特点在于能提供个性化食品和个性化营养的选择,充分满足不同消费者的食品需求。
5.近年来,乳液或乳液凝胶作为食品3d打印的原料引起了广泛的研究。尽管如此,缺乏较强机械性能的食品乳液凝胶在3d打印期间仍然面临着堆叠性差的突出问题。由于乳液凝胶的不稳定性和弱自支撑性,它们在挤出、恢复和支撑三个阶段都容易发生变形。与乳液和乳液凝胶相比,双凝胶体系的半固态特性提供了更高的稳定性,使其更适用于食品3d打印过程。
6.此外,双凝胶中包含两种凝胶相,使其能够更好地携带包埋脂溶性/水溶性营养素,来改善营养多样性,这是未来3d打印的一个基本目标。因此,开发用于食品3d打印领域的双凝胶体系具有广阔的应用前景。
技术实现要素:
7.[技术问题]
[0008]
目前可用于3d打印的乳液凝胶体系结构强度较低,稳定性差,在打印的挤出过程中易发生变形。并且大部分为油包水型乳液凝胶体系,性质单一,无法满足不同类脂肪产品的需求。
[0009]
[技术方案]
[0010]
为了解决上述至少一个问题,本发明以天然蜡、小分子乳化剂、植物油和水溶性多糖为原材料,通过原位乳化法,将加热的油凝胶溶液和水凝胶溶液混合乳化,搅拌冷却后得到稳定的双凝胶脂肪替代物。并且,本发明通过改变油凝胶和水凝胶的比例,制备出油包水型双凝胶,水包油型双凝胶,双连续型双凝胶,在3d打印的应用中,这三种类型的双凝胶均
表现出良好的打印效果,满足了不同类型类脂肪产品外观和性质上的需求。
[0011]
本发明的第一个目的是提供一种类型可控的双凝胶类脂肪的制备方法,所述方法包括如下步骤:
[0012]
(1)将天然蜡和小分子乳化剂溶解于植物油中,得到油凝胶溶液;
[0013]
(2)将水溶性多糖溶解在水中,得到水凝胶溶液;
[0014]
(3)将步骤(1)的油凝胶溶液和步骤(2)的水凝胶溶液混合,均质,得到双凝胶乳液;之后凝胶化,即得到双凝胶类脂肪;
[0015]
其中,当步骤(3)中油凝胶和水凝胶的质量比为2:8~5:5,得到的是水包油型双凝胶类脂肪;当步骤(3)中油凝胶和水凝胶的质量比为6:4~8:2,得到的是油包水型双凝胶类脂肪;当步骤(3)中油凝胶和水凝胶的质量比为55:45时,得到的是双连续型双凝胶类脂肪;步骤(1)中所述天然蜡为蜂蜡、米糠蜡、巴西棕榈蜡、葵花籽蜡、小烛树蜡、玉米蜡中的一种或几种。
[0016]
在一种实施方式中,步骤(1)所述小分子乳化剂为聚甘油聚蓖麻醇酸酯、蔗糖脂肪酸酯、乳酸脂肪酸甘油酯、柠檬酸脂肪酸甘油酯、丙二醇脂肪酸酯、双乙酰酒石酸单甘油酯中的任一种。
[0017]
在一种实施方式中,步骤(1)所述天然蜡和小分子乳化剂溶解于植物油中,溶解时的温度为80~90℃。
[0018]
在一种实施方式中,步骤(1)所述植物油包括大豆油、菜籽油、花生油、玉米油、芝麻油、葵花籽油、小麦胚芽油、米糠油、杏仁油、橄榄油、棕榈液油中的一种或几种。
[0019]
在一种实施方式中,步骤(2)中所述水溶性多糖为羟丙基甲基纤维素、甲基纤维素、羧甲基纤维素、卡拉胶、黄原胶、瓜尔胶中的一种或几种。
[0020]
在一种实施方式中,步骤(2)所述水溶性多糖溶解在水中,溶解时的温度为70~80℃。
[0021]
在一种实施方式中,步骤(3)所述凝胶化是将双凝胶乳液放置在4℃冰箱中冷藏10~15h。
[0022]
在一种实施方式中,步骤(1)中所述天然蜡在植物油中的质量浓度为5%~10%。
[0023]
在一种实施方式中,步骤(1)中所述小分子乳化剂在植物油中的质量浓度为0.5%~2%。
[0024]
在一种实施方式中,步骤(2)中所述水溶性多糖在水中的质量浓度为1%~5%。
[0025]
在一种实施方式中,步骤(3)中所述均质的条件为在70~85℃、5000~12000rpm下高速剪切1~3min。
[0026]
本发明的第二个目的提供一种由上述所述的制备方法制备得到的双凝胶类脂肪,所述双凝胶类脂肪水包油型双凝胶类脂肪、油包水型双凝胶类脂肪和双连续型双凝胶类脂肪;所述水包油型双凝胶类脂肪中油凝胶和水凝胶的质量比为2:8~5:5;所述油包水型双凝胶类脂肪中油凝胶和水凝胶的质量比为6:4~8:2;所述双连续型双凝胶类脂肪中油凝胶和水凝胶的质量比为55:45。
[0027]
在一种实施方式中,所述水包油型双凝胶类脂肪中的油凝胶和水凝胶的质量比为4:6~5: 5。
[0028]
在一种实施方式中,所述水包油型双凝胶类脂肪中的油凝胶和水凝胶的质量比为
5:5;所述油包水型双凝胶类脂肪中的油凝胶和水凝胶的质量比为6:4或8:2。
[0029]
本发明的第三个目的是本发明所述的双凝胶类脂肪在食品工业领域的应用。
[0030]
在一种实施方式中,所述的应用包括裱花、食品3d打印、定制个性化食品方面的应用。
[0031]
在一种实施方式中,所述的应用是将水包油型双凝胶类脂肪和油包水型双凝胶类脂肪用于裱花,所述的水包油型双凝胶类脂肪中的油凝胶和水凝胶的质量比为4:6~5:5;所述的油包水型双凝胶类脂肪中的油凝胶和水凝胶的质量比为6:4~8:2。
[0032]
在一种实施方式中,所述的水包油型双凝胶类脂肪中的油凝胶和水凝胶的质量比为5:5 和/或4:6;所述的油包水型双凝胶类脂肪中的油凝胶和水凝胶的质量比为8:2和/或6:4。
[0033]
在一种实施方式中,所述的应用是将水包油型双凝胶类脂肪、油包水型双凝胶类脂肪和双连续型双凝胶类脂肪作为可食用半固态材料用于食品3d打印;所述的水包油型双凝胶类脂肪中的油凝胶和水凝胶的质量比为5:5;所述的油包水型双凝胶类脂肪中的油凝胶和水凝胶的质量比为6:4~8:2;所述的双连续型双凝胶类脂肪中的油凝胶和水凝胶的质量比为55: 45。
[0034]
在一种实施方式中,所述的油包水型双凝胶类脂肪中的油凝胶和水凝胶的质量比为8:2 和/或6:4。
[0035]
在一种实施方式中,所述3d打印的模型包括圆柱模型、雪花模型和圆锥模型中的一种或者多种。
[0036]
[有益效果]
[0037]
(1)本发明同时采用油凝胶剂和水凝胶剂对油水两相进行结构化处理,形成了双重凝胶结构,所制备的双凝胶类脂肪呈现出良好的固态、半固态特性,可以实现对传统塑性脂肪的有效替代。
[0038]
(2)本发明所制备的双凝胶类脂肪可以直接通过调节油凝胶/水凝胶的比例,实现双凝胶类型的转变,从而大幅改变双凝胶的物理特性,在油凝胶的质量比低于55%时双凝胶为水包油型,呈现出细腻、光滑的外观,比较符合奶油类脂肪的物理特性;当油凝胶的质量比高于55%时乳液凝胶型类脂肪为油包水型,呈现出淡黄、较粗糙的特性,比较符合黄油类脂肪的物理特性。当油凝胶的质量比为55%时双凝胶为双连续型,其性能与油包水型类似。这些特点有利于在不同场合制备满足不同需求的类脂肪产品。
[0039]
(3)本发明的双凝胶类脂肪制备过程简单,不涉及任何有机试剂,并且其饱和脂肪酸含量低,不含反式脂肪酸,符合当前绿色健康食品的趋势。
[0040]
(4)本发明的双凝胶类脂肪具有良好的挤出性和成型性,裱花性质优秀,同时可以很好地应用在食品3d打印领域。
[0041]
(5)本发明的双凝胶类脂肪可以通过调节油凝胶/水凝胶比例实现类型的转变,水包油型双凝胶类脂肪,油包水型双凝胶类脂肪,双连续型双凝胶类脂肪的3d打印效果表现出明显的不同,并且针对不同的打印模型,各类型双凝胶表现出不同的打印完整性和适用性。这一特点为开发不同形状3d打印食品的类脂肪替代物起到了指导作用。
[0042]
(6)本发明制备的水包油型双凝胶类脂肪对3d打印的挤压破坏作用不敏感,在挤出后仍保持较好的质构特性,具有良好的可塑性。
附图说明
[0043]
图1为实施例1~4中双凝胶类脂肪在不同油凝胶与水凝胶比例下的激光共聚焦显微图;其中,a是实施例1,b是实施例2;c是实施例4;d、e、f是实施例3;
[0044]
图2展示了实施例1~4中双凝胶类脂肪在不同油凝胶与水凝胶比例下发生类型转换的示意图;其中,a是实施例3;b是实施例4;c是实施例1。
[0045]
图3为实施例1~3中两种双凝胶类脂肪的红外光谱图;a是4000-650cm-1
范围内的红外光谱图,b是3700-3100cm-1
范围内的红外光谱图;
[0046]
图4为实施例1~3中两种双凝胶类脂肪的弹性模量(g'),粘性模量(g”)和粘度;其中a是在应变扫描下的图;b是在温度扫描下的图;c是在频率扫描下的图;d是粘度测定数据图;
[0047]
图5为对比例1~3中制备得到的产物的显微图和实物图;其中a是对比例1的显微图; b是对比例1的实物图;c是对比例2的实物图;d是对比例3的实物图;
[0048]
图6为实施例5中两种双凝胶类脂肪制备的裱花外观图以及倒置储藏外观图;其中a、b 为油包水型双凝胶类脂肪,c、d、e为水包油型双凝胶类脂肪;
[0049]
图7为实施例6中三种双凝胶类脂肪在三种模型下的3d打印效果图;其中a、b是油包水型双凝胶类脂肪,c是双连续型双凝胶类脂肪,d是水包油型双凝胶类脂肪;
[0050]
图8为实施例3和对比例4~7产物的裱花效果和3d打印产品图。
具体实施方式
[0051]
以下对本发明的优选实施例进行说明,应当理解实施例是为了更好地解释本发明,不用于限制本发明。实施例中的份数都是质量份数。
[0052]
测试方法:
[0053]
微观结构观察:采用光学显微镜(leica dfc450)、激光共聚焦显微镜(lsm-880)观察双凝胶脂肪替代物的微观结构。
[0054]
红外光谱测试:采用傅里叶变换红外光谱仪(nicolet is-10)测定冻干后双凝胶脂肪替代物的红外光谱数据,采用atr附件对4000~650cm-1
波数内的光谱数据进行采集。
[0055]
流变学性质测试:通过dhr-3旋转流变仪进行测试,线性粘弹性区域(lvr)是根据应变范围在0.1~100%内进行的振幅扫描确定的;频率扫描测试在0.01hz~10hz的频率范围内进行;温度扫描测试在25~80℃的温度范围内进行;粘度测试在0.01到100 1/s的剪切速率范围内进行。此外,所有测试均采用直径40mm的铝板,间隙值设置为1000μm。
[0056]
尺寸特征测定:采用数字卡尺测定3d打印样品的尺寸特征。对每个双凝胶脂肪替代物的3d打印产物的不同位置测定了三次高度和长度,计算实际产物与设计模型的高度差,长度差和变形率。
[0057]
质构测定:采用taxt质构仪对3d打印前后的双凝胶脂肪替代物进行测试,通过tpa 模式,使用p0.5r探头对样品的硬度、凝聚度、咀嚼性进行检测,试验前、试验中和试验后速度分别设置为5mm/s,1mm/s,5mm/s,触发力设置为3g。
[0058]
实施例1
[0059]
一种类型可控的双凝胶类脂肪的制备方法,包括以下步骤:
[0060]
(1)称取10份蜂蜡和1份聚甘油聚蓖麻醇酸酯溶解于89份加热至85℃的大豆油中,
并搅拌15分钟后使其完全溶解,形成均一的油凝胶溶液;
[0061]
(2)取3份羟丙基甲基纤维素,边搅拌边缓慢加入至97份加热至70℃的去离子水中,之后继续搅拌并冷却至室温,得到均一透明的水凝胶溶液;
[0062]
(3)将步骤(1)的油凝胶溶液和步骤(2)的水凝胶溶液分别按照质量比8:2混合均匀,以6000rpm的速率使用高速均质机对混合溶液进行乳化1min,得到双凝胶溶液;再将得到的双凝胶溶液放置在4℃冰箱下冷藏12h完全凝胶化,得到油包水型双凝胶类脂肪。
[0063]
实施例2
[0064]
调整实施例1步骤(3)中油凝胶溶液和水凝胶溶液的质量比为6:4,其他和实施例1 保持一致,得到油包水型双凝胶类脂肪。
[0065]
实施例3
[0066]
分别调整实施例1步骤(3)中油凝胶溶液和水凝胶溶液的质量比为5:5、4:6、2:8,其他和实施例1保持一致,得到水包油型双凝胶类脂肪。
[0067]
实施例4
[0068]
调整实施例1步骤(3)中油凝胶溶液和水凝胶溶液的质量比为55:45,其他和实施例1 保持一致,得到双连续型双凝胶脂肪替代物。
[0069]
将实施例1~4得到的双凝胶类脂肪进行物理化学性质的测试,测试结果如下:
[0070]
图1为实施例1~4三种类型的双凝胶脂肪替代物的激光共聚焦显微图,其中,a实施例 1,b是实施例2;c是实施例4;d、e、f是实施例3。当油凝胶和水凝胶的质量比为8:2 和6:4时,双凝胶类脂肪为油包水类型,水凝胶作为分散相,形成水滴分散在体系中;当油凝胶和水凝胶的质量比为55:45时,双凝胶类脂肪为双连续型,这种状态下体系同时存在油包水和水包油结构;当油凝胶和水凝胶质量比为5:5、4:6、2:8时,双凝胶类脂肪为水包油类型,油凝胶作为分散相,形成油滴分散在体系中。
[0071]
图2展示了实施例1~4中双凝胶类脂肪在不同油凝胶与水凝胶比例下发生类型转换的示意图。
[0072]
图3为实施例1~3两种双凝胶脂肪替代物的红外光谱图。所有双凝胶脂肪替代物在2916 和2848cm-1
处都显示出较强的吸收峰,这两个峰对应于大豆油中的c-h拉伸振动。同样的还有对应大豆油c=o拉伸振动和o-h弯曲振动的1735cm-1
和1463cm-1
左右的吸收峰。实施例 1和2之间红外谱图的差异主要出现在3600-3300cm-1
和1250-1000cm-1
之间(图3a中红色虚线框)。
[0073]
图3b展示了3700-3100cm-1
范围内双凝胶类脂肪的红外光谱图。与油包水型双凝胶类脂肪相比,水包油型双凝胶类脂肪在3480cm-1
左右出现更强的吸收峰,这对应于羟丙基甲基纤维素的o-h拉伸振动。在图3a的聚合物的指纹区1500-650cm-1
中,水包油型双凝胶脂肪替代物在1056cm-1
左右有明显的强吸收峰,对应于羟丙基甲基纤维素中酯键的烷基取代环的异相振动。可以发现,在水凝胶占主导的水包油型双凝胶脂肪替代物中,羟丙基甲基纤维素的特征吸收峰会有非常明显的增强。
[0074]
图4展示了实施例1~3两种类型的双凝胶类脂肪的流变数据。在应变扫描和频率扫描中,如图4a和图4c所示,实施例1和2的模量值明显大于实施例3,说明油包水型双凝胶类脂肪的固态性质更强。除了油凝胶水凝胶比例为2:8的水包油型双凝胶类脂肪之外,其余双凝胶类脂肪的弹性模量均远大于粘性模量,表现为粘弹性的半固体。
[0075]
在温度扫描中,如图4b所示,实施例1和实施例2的油包水型双凝胶类脂肪在整个加热过程中模量值都呈现明显的下降趋势,而实施例3的水包油型双凝胶类脂肪则没有这种趋势,在2:8的水包油型双凝胶类脂肪可以明显观察到升温引起模量值的上升,这是由于羟丙基甲基纤维素水溶液具有热成胶的性质,随着温度的上升,羟丙基甲基纤维素分子在水溶液中延伸形成凝胶网络,在高水凝胶含量的体系中,羟丙基甲基纤维素水凝胶的热成胶作用相对于油凝胶的热融化更加显著,导致了在达到水凝胶成胶温度后体系模量的上升。这种特性能很好地满足在不同温度下使用的类脂肪产品需求。
[0076]
在图4d的粘度曲线中,所有的双凝胶型类脂肪随着剪切速率的增大粘度逐渐减小,呈现出剪切变稀的特性,证明这种双凝胶型类脂肪可以应用在食品3d打印领域上。
[0077]
对比例1
[0078]
调整实施例1中步骤(1)的聚甘油聚蓖麻醇酸酯为单硬脂酸单甘油酯,其他和实施例1 保持一致,得到产物。
[0079]
通过测试发现:产物出现分层现象,不能形成油包水型双凝胶结构,如图5中a、b所示,不能形成油包水型双凝胶。
[0080]
对比例2
[0081]
调整实施例1步骤(1)的10%的蜂蜡为30%的棕榈硬脂,其他和实施例1保持一致,得到产物。
[0082]
通过测试发现:产物局部成块状,不能形成均一的双凝胶结构,如图5中c所示,不能形成油包水型双凝胶。
[0083]
对比例3
[0084]
调整实施例1中步骤(2)的羟丙基甲基纤维素为琼脂,其他和实施例1保持一致,得到产物。
[0085]
通过测试发现:产物分层且局部成块状,不能形成均一的双凝胶结构,如图5中d所示,不能形成油包水型双凝胶。
[0086]
实施例5在裱花方面的应用
[0087]
将实施例1~3的双凝胶类脂肪填装进裱花袋,使用口径5mm的细齿型花嘴进行裱花,得到的奶油花如图6所示。
[0088]
从图6可以看出,油凝胶和水凝胶的质量比为8:2和6:4的油包水型双凝胶类脂肪挤出的奶油花外观较为粗糙,呈现出淡黄色;油凝胶和水凝胶的质量比为5:5的水包油型双凝胶类脂肪的裱花效果最为理想,外观细腻光滑,能形成稳定的软尖峰结构;油凝胶和水凝胶的质量比为4:6和2:8的水包油型双凝胶类脂肪成形性较差,不能形成稳定的奶油花。
[0089]
实施例6在食品3d打印方面的应用
[0090]
将实施例1~4中具有较好成型性的油凝胶和水凝胶的质量比为8:2、6:4、55:45和5: 5的双凝胶脂肪替代物进行3d打印。
[0091]
使用食品3d打印机将双凝胶类脂肪进行打印,打印针头的直径为0.6mm或0.84mm,打印的温度和速率分别设置为25℃和15mm/s,选择圆柱、雪花、圆锥三种模型进行打印。并且采用数字卡尺对3d打印产品进行尺寸测定,计算变形率,同时对3d打印前后双凝胶脂肪类替代物的质构特性进行测定。3d打印产品的外观如图7所示。图7a、b为油包水型双凝胶类脂肪,图7c为双连续型双凝胶类脂肪,图7d为水包油型双凝胶类脂肪。
[0092]
可以看出,图7a和b中油凝胶和水凝胶的质量比为8:2、6:4的油包水型双凝胶类脂肪在圆柱和雪花模型中具有较好的打印完整性,但在圆锥模型中变形率较大;图7c中油凝胶和水凝胶的质量比为55:45的双连续型双凝胶类脂肪的整体挤出性较差,表现出最差的打印性能;图7d中油凝胶和水凝胶的质量比为5:5水包油型双凝胶类脂肪在圆柱和雪花模型中打印完整性较差,但在圆锥模型中表现出非常优秀的打印性能。这一特点能很好地满足具有不同外观需求的类脂肪产品。
[0093]
表1不同类型双凝胶脂肪替代物3d打印产品的尺寸及变形率
[0094][0095]
此外,从表2得到的纹理特性可以得知,3d打印的挤压过程对油凝胶和水凝胶的质量比为5:5水包油型双凝胶类脂肪具有较小的破坏作用,并且具有较高胶黏性和弹性,更适用于 3d打印食品的应用。
[0096]
表2不同类型双凝胶脂肪替代物3d打印前后质构特性的变化
[0097][0098]
对比例4
[0099]
调整实施例3中步骤(2)的羟丙基甲基纤维素为乳清分离蛋白和海藻酸钠复合物,其他和实施例3保持一致,得到产物。
[0100]
通过测试发现:如图8所示,产物具有一定的裱花成型性,但挤出的奶油花外观粗糙,无法形成类似商业奶油的软尖峰;产物在3d打印过程中出丝不连续,打印产品外观不规整;在70℃下不具备塑性脂肪的外观,模量值如表3所示。
[0101]
对比例5
[0102]
调整实施例3中步骤(1)的聚甘油聚蓖麻醇酸酯为硬脂酸单甘油酯,蜂蜡为乙基纤维素,步骤(2)的羟丙基甲基纤维素为10%的明胶,其他和实施例3保持一致,得到产物。
[0103]
通过测试发现:如图8所示,产物的裱花成型性较差;产物的3d打印产品出现部分坍塌,变形率较大;在70℃下不具备塑性脂肪的外观,模量值如表3所示。
[0104]
对比例6
[0105]
调整实施例3中步骤(1)的聚甘油聚蓖麻醇酸酯为聚甘油单聚脂肪酸酯,其他和实施例 3保持一致,得到产物。
[0106]
通过测试发现:如图8所示,产物的裱花产品坍塌严重,效果很差;产物的3d打印产品严重聚集堆积,变形率大;在70℃下具有一定塑型能力,但比实施例2差。模量值如表3 所示。
[0107]
对比例7
[0108]
调整实施例3中步骤(1)的聚甘油聚蓖麻醇酸酯为硬脂酸单甘油酯,蜂蜡为乙基纤维素,其他和实施例3保持一致,得到产物。
[0109]
通过测试发现:如图8所示,产物的裱花出现部分坍塌,无法形成软尖峰结构;产物的 3d打印产品出现部分聚集,变形率较;在70℃下具有一定塑型能力,模量值如表3所示。
[0110]
表3双凝胶脂肪替代物在70℃下的塑性比较
[0111]
70℃下的样品弹性模量(pa)粘性模量(pa)实施例3111141249对比例41215
对比例53213对比例68520945对比例76324871
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1