一种将面带由下往上输送叠接设备的制作方法
1.本实用新型涉及食品加工设备技术领域,尤其是一种将面带由下往上输送叠接设备。
背景技术:
2.目前面食种类很多,例如包子、面包等,其制作过程中均涉及将面粉、添加物、水、糖等混合酵粉,经过搅拌后形成生面团,然后经过前段多次滚压出有效筋性整压面带等制作工序。早期以人力进行面食产品的量产逐步被简单机械化批量生产所取代,但经过数十年的不断发展,市场需求急速攀升人力供不应求、物价、工资不断上涨,该行业智能自动化生产需求也日益突出。
3.一般面食类经由面粉与添加物、发酵粉、糖、盐、水等经过搅拌后方能进行次加工,每次搅拌必须间隔开来操作,然后经过整压至有筋性方能再次加工成型为所需产品,所以无法实施提供连续性含有筋性面带/面团给下游进行不间断的次加工,需要人工干预且生产效率较低,需要提供一种将整压后带筋性的面带连续性的供给下游的设备,并且对于厂房空间有限且需要从下往上传输面带的情况也增加了设备实现自动化的难度。
技术实现要素:
4.本技术人针对上述现有生产技术中的缺点,提供一种将面带由下往上输送叠接设备,从而在面带从下往上输送的同时,实现间歇进料同时不间断持续性向下游提供面带,降低人力成本、提高生产效率。
5.本实用新型所采用的技术方案如下:
6.一种将面带由下往上输送叠接设备,包括机架,机架内前方下部设置有前压面机构,前压面机构与位于机架外部前方的上游输送带对应,机架内后方下部设置有下转向机构,前压面机构上方的机架内部设置有上转向机构,所述下转向机构和上转向机构之间安装中层输送带,所述下转向机构与前压面机构之间安装下层输送带,机架上方安装有伸缩输送带,所述伸缩输送带的一端与上转向机构配合,所述伸缩输送带的另一端位于机架后方上部,机架后方设置有下游输送带,所述下游输送带一端位于伸缩输送带下方并与伸缩输送带端部配合,所述下游输送带另一端位于机架外部;
7.所述上层伸缩输送带的结构为,包括位于机架后方上部的伸缩滑轮以及位于机架中部上方的皮带滑轮组件,还包括与伸缩滑轮和皮带滑轮组件同时配合的上层传送带;上层伸缩输送带沿输送方向两侧的机架上安装有伸缩机构,伸缩机构的一端安装伸缩滑轮,所述伸缩机构的另一端与皮带滑轮组件配合,伸缩机构的两侧与机架滑动配合,伸缩机构带动伸缩滑轮沿上层伸缩输送带的输送方向前后移动同时改变上层传送带的形态;
8.上游输送带上设置第一传感器,上转向机构一侧的中层输送带端部设置第二传感器,机架后方上部沿伸缩输送带输送方向后部设置第三传感器和第四传感器,第一传感器、第二传感器和第三传感器与需要传送的面带配合,所述第四传感器与伸缩机构配合。
9.其进一步技术方案在于:
10.所述伸缩机构的结构为:包括对称设置于伸缩输送带输送方向两侧的伸缩架板,所述伸缩架板一端与第四传感器配合并安装伸缩滑轮,所述伸缩架板的另一端与皮带滑轮组件配合,伸缩架板的外侧面安装与伸缩齿条,所述伸缩齿条长度方向与伸缩架板长度方向一致,所述伸缩齿条外侧安装有多个与机架滑动配合的滚动轴承,还包括安装于机架上的伸缩传动电机,所述伸缩传动电机与伸缩齿条传动连接。
11.所述皮带滑轮组件的结构为:包括安装于机架内部的上层传动皮带轮以及安装于上转向机构一侧伸缩机构端部的伸缩被动滑轮,所述上层传动皮带轮上方两侧的机架上分别安装有与上层传动皮带轮平行的上转折滑轮和上层被动滑轮,上层被动滑轮位于上转向机构一侧,上层传送带与上层传动皮带轮配合后经过上转折滑轮转折后与伸缩被动滑轮配合,然后上层传送带依次与伸缩滑轮、上层被动滑轮配合后形成闭环;所述伸缩输送带的结构还包括安装于机架上的上层传动电机,所述上层传动电机与上层传动皮带轮传动配合,伸缩机构与伸缩被动滑轮配合。
12.沿伸缩输送带输送方向两侧的机架内侧对称设置有安装槽,安装槽内安装与伸缩机构滑动配合的轴承轨道。
13.安装槽的截面为开口向一侧的u型,所述轴承轨道由上下平行设置的两条轨道板组成,轨道板分别安装于安装槽内部上下表面,单侧轴承轨道的轨道板上下相对的两处平面与伸缩机构滑动配合。
14.所述前压面机构的结构为:包括安装于机架上的压面电机、压面滚轮组件以及与压面滚轮组件配合的压面滚轮齿轮组件;
15.所述压面滚轮齿轮组件包括压面滚轮带动齿轮和换向齿轮组;
16.所述压面滚轮组件包括相互平行设置的前下压面滚轮和前上压面滚轮,所述前上压面滚轮位于前下压面滚轮的上方,所述前下压面滚轮的一端与压面电机传动连接,所述前下压面滚轮的另一端设置压面滚轮带动齿轮,所述压面滚轮带动齿轮通过换向齿轮组与前上压面滚轮传动连接使前下压面滚轮和前上压面滚轮转动方向相反。
17.所述换向齿轮组的结构为:包括相互啮合连接的第一换向过渡齿轮和第二换向过渡齿轮,所述第一换向过渡齿轮与压面滚轮带动齿轮啮合连接,还包括与前上压面滚轮一端传动连接的换向被动齿轮,换向被动齿轮与第二换向过渡齿轮啮合连接;
18.压面滚轮组件两端的机架上对称设置有前下车壁,第一换向过渡齿轮和第二换向过渡齿轮安装前下车壁上,所述前下车壁上开有分别与前下压面滚轮和前上压面滚轮对应的第一压面滚轮安装孔和第二压面滚轮安装孔,前上压面滚轮的两端通过压面滚轮调节偏心板支撑安装于前下车壁上,第二换向过渡齿轮的安装轴心穿过压面滚轮调节偏心板安装于前下车壁上的换向过渡齿轮轴心位,将压面滚轮调节偏心板绕第二换向过渡齿轮的安装轴心旋转调整前上压面滚轮与前下压面滚轮之间的间隙。
19.所述下转向机构和上转向机构的结构相同;
20.所述上转向机构的结构为:包括安装于机架上的转向电机、转向滚轮组件以及与转向滚轮组件配合的转向滚轮齿轮组件;
21.所述转向滚轮齿轮组件包括转向滚轮带动齿轮、同向被动齿轮、同向过渡齿轮和反向齿轮组;
22.所述转向滚轮组件包括相互平行并呈三角型设置的前上外带动滚轮、前下外被动滚轮和前上内被动滚轮,所述前上外带动滚轮位于前下外被动滚轮的上方,所述前上内被动滚轮位于前下外被动滚轮的内侧,所述前上外带动滚轮的一端与转向电机传动连接,所述前上外带动滚轮的另一端设置转向滚轮带动齿轮,前下外被动滚轮一端连接有同向被动齿轮,所述转向滚轮带动齿轮通过安装于机架上的同向过渡齿轮与同向被动齿轮传动连接,所述转向滚轮带动齿轮通过反向齿轮组与前上内被动滚轮传动连接使前上内被动滚轮和前上外带动滚轮转动方向相反。
23.所述反向齿轮组的结构为:包括相互啮合连接的第一反向过渡齿轮和第二反向过渡齿轮,所述第一反向过渡齿轮与转向滚轮带动齿轮啮合连接,还包括与前上内被动滚轮一端传动连接的反向被动齿轮,反向被动齿轮与第二反向过渡齿轮啮合连接;
24.转向滚轮组件两端的机架上对称设置有前上车壁,第一反向过渡齿轮和第二反向过渡齿轮安装于前上车壁上,所述前上车壁上开有分别与前上外带动滚轮、前下外被动滚轮和前上内被动滚轮对应的第一转向滚轮安装孔、第二转向滚轮安装孔和第三转向滚轮安装孔,前上内被动滚轮的两端通过转向滚轮调节偏心板支撑安装于前上车壁上,第二反向过渡齿轮的安装轴心穿过转向滚轮调节偏心板安装于前上车壁上的反向过渡齿轮轴心位,将转向滚轮调节偏心板绕第二反向过渡齿轮的安装轴心旋转调整前下外被动滚轮和前上内被动滚轮之间的间隙。
25.本实用新型的有益效果如下:
26.本实用新型结构紧凑、合理,操作方便,通过将面带经过下层输送带、下转向机构、中层输送带和上转向机构向上输送至高位后由伸缩输送带继续向下游输送,在厂房空间有限的情况下实现由低向高位输送,同时通过伸缩机构与上层伸缩输送带的配合结构,实现上层伸缩输送带端部伸缩滑轮位置变化,进而使上层伸缩输送带在输送过程中间歇改变与下游输送带的配合关系,实现前后两面带的叠接,结合传感器及自动化控制在间歇进料的情况下实现为下游提供连续性的面带进行次加工,提高生产线的生产效率、降低人力成本。
27.同时,本实用新型还存在如下优势:
28.(1)伸缩架板一端安装伸缩滑轮,伸缩架板的另一端安装皮带滑轮组件的伸缩被动滑轮,通过伸缩架板的移动带动伸缩滑轮和伸缩被动滑轮移动,同时改变上层传送带的形态,不影响伸缩输送带的输送功能。
29.(2)压面滚轮调节偏心板与前上压面滚轮、换向齿轮组的配合结构使调节压面滚轮调节偏心板时带动换向被动齿轮中心位置变化,换向被动齿轮中心位置位于以换向过渡齿轮轴心位为圆心的圆弧上,保证前上压面滚轮与前下压面滚轮之间间隙变化时换向齿轮组的连接结构不变,使前压面机构的间隙调整方便精准。
30.(3)转向滚轮调节偏心板与前上内被动滚轮、反向齿轮组的配合结构,使调节转向滚轮调节偏心板时带动反向被动齿轮中心位置变化,反向被动齿轮中心位置位于以反向过渡齿轮轴心位为圆心的圆弧上,保证前下外被动滚轮和前上内被动滚轮之间间隙变化时反向齿轮组的连接结构不变,使上转向机构的间隙调整方便精准。
附图说明
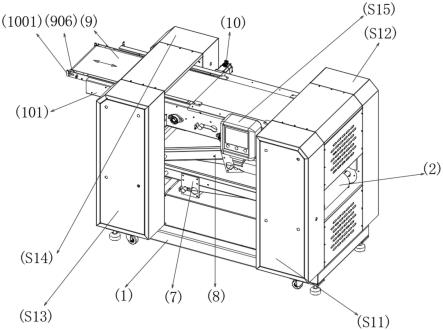
31.图1为本实用新型的结构示意图。
32.图2为本实用新型的主视图。
33.图3为图2中m处放大图。
34.图4为图2中n处放大图。
35.图5为本实用新型的后视图。
36.图6为图5中x处放大图。
37.图7为本实用新型伸缩机构和伸缩输送带的结构示意图。
38.图8为本实用新型伸缩机构和伸缩输送带的结构示意图(另一视角)。
39.图9为本实用新型伸缩机构和上转向机构的结构示意图。
40.图10为图9中y处放大图。
41.图11为本实用新型上转向机构的结构示意图。
42.图12为本实用新型下转向机构的结构示意图。
43.图13为本实用新型下转向机构的结构示意图(另一视角)。
44.图14为本实用新型前压面机构的结构示意图。
45.图15为图14中z处放大图。
46.图16为本实用新型前压面机构的结构示意图(另一视角)。
47.图17为本实用新型面带输送叠接示意图一。
48.图18为本实用新型面带输送叠接示意图二。
49.图19为本实用新型面带输送叠接示意图三。
50.图20为本实用新型面带输送叠接示意图四。
51.图21为本实用新型面带输送叠接示意图五。
52.图22为本实用新型面带输送叠接示意图六。
53.其中:
54.1、机架;101、安装槽;102、轴承轨道;
55.2、前压面机构;21、压面滚轮组件;2101、前下压面滚轮;2102、前上压面滚轮;2103、上压面滚轮刮刀;2104、下压面滚轮刮刀;22、压面滚轮齿轮组件;2201、压面滚轮带动齿轮;2202、换向齿轮组;22021、第一换向过渡齿轮;22022、第二换向过渡齿轮;22023、换向被动齿轮;2203、压面滚轮调节偏心板;22031、压面滚轮调节螺丝;23、前下车壁;2301、第一压面滚轮安装孔;2302、第二压面滚轮安装孔;2303、换向过渡齿轮轴心位;2304、第二固定螺丝耳;24、压面电机;25、面带宽窄调节板;26、面带宽窄支撑杆;
56.3、下转向机构;
57.4、上转向机构;41、转向滚轮组件;4101、前上外带动滚轮;4102、前下外被动滚轮;4103、前上内被动滚轮;4104、上转向滚轮刮刀;4105、下转向滚轮刮刀;42、转向滚轮齿轮组件;4201、转向滚轮带动齿轮;4202、同向被动齿轮;4203、反向齿轮组;42031、第一反向过渡齿轮;42032、第二反向过渡齿轮;42033、反向被动齿轮;4204、同向过渡齿轮;4205、转向滚轮调节偏心板;42051、转向滚轮调节螺丝;43、前上车壁;4301、第一转向滚轮安装孔;4302、第二转向滚轮安装孔;4303、第三转向滚轮安装孔;4304、反向过渡齿轮轴心位;4305、第一固定螺丝耳;44、转向电机;
58.7、下层输送带;701、下层皮带;702、下层传动皮带轮;703、下层传动电机;704、下层被动皮带轮;
59.8、中层输送带;801、中层皮带;802、中层传动皮带轮;803、中层传动电机;804、中层被动皮带轮;
60.9、伸缩输送带;901、上层传动皮带轮;902、皮带调节滑轮;903、上转折滑轮;904、上层被动滑轮;905、伸缩被动滑轮;906、伸缩滑轮;907、上层传送带;908、上层传动电机;
61.10、伸缩机构;1001、伸缩架板;1002、伸缩齿条;1003、滚动轴承;1004、同步齿轮;1005、齿轮传动轴;1006、伸缩传动电机;
62.11、上游输送带;
63.12、下游输送带;1201、下游带动皮带轮;12011、轴承位;12012、传动连接位;1202、后上车壁;12022、皮带轮固定孔;1203、下游传动电机;1204、轴承座;1205、被动压面滚轮;1206、下游被动皮带轮;1207、下游座体;
64.a、面带;a1、面带前端;a2、面带后端;a21、面带掉点;
65.e1、第一传感器;e2、第二传感器;e3、第三传感器;f、第四传感器;
66.s11、前左侧;s12、前右侧;s13、后左侧;s14、后右侧;s15、操作面板。
具体实施方式
67.下面结合附图,说明本实用新型的具体实施方式。
68.如图1,本实施例的将面带由下往上输送叠接设备的主体结构部分外部大致为长方体结构,设备的面带的进料部位为前方,面带出料部位为后方,面向进料部位时设备的前方两侧分别为前左侧s11和前右侧s12,设备的后方两侧分别为后左侧s13和后右侧s14。
69.如图1-图5所示,本实施例的将面带由下往上输送叠接设备,包括机架1,机架1内前方下部设置有前压面机构2,前压面机构2与位于机架1外部前方的上游输送带11对应,机架1内后方下部设置有下转向机构3,前压面机构2上方的机架1内部设置有上转向机构4,下转向机构3和上转向机构4之间安装中层输送带8,下转向机构3与前压面机构2之间安装下层输送带7,机架1上方安装有伸缩输送带9,伸缩输送带9的一端与上转向机构4配合,伸缩输送带9的另一端位于机架1后方上部,机架1后方设置有下游输送带12,下游输送带12一端位于伸缩输送带9下方并与伸缩输送带9端部配合,下游输送带12另一端位于机架1外部;
70.上层伸缩输送带9的结构为,包括位于机架1后方上部的伸缩滑轮906以及位于机架1中部上方的皮带滑轮组件,还包括与伸缩滑轮906和皮带滑轮组件同时配合的上层传送带907;上层伸缩输送带9沿输送方向两侧的机架1上安装有伸缩机构10,伸缩机构10的一端安装伸缩滑轮906,伸缩机构10的另一端与皮带滑轮组件配合,伸缩机构10的两侧与机架1滑动配合,伸缩机构10带动伸缩滑轮906沿上层伸缩输送带9的输送方向前后移动同时改变上层传送带907的形态。
71.前压面机构2即为设备的主体结构的进料部位,机架1后方的伸缩输送带9端部即为主体结构的出料部位,上层伸缩输送带9的输送方向为从机架1前方向机架1后方。前压面机构2将上游输送带11上输送的整压过后的面带a再次滚压变薄,前压面机构2也可以仅仅是导向动力作用不对面带a进行滚压;下转向机构3和上转向机构4可以是单独的转向功能也可以在转向的同时进行对面带a的再次滚压;下层输送带7、中层输送带8起到衔接转向机构向上输送的作用。
72.上游输送带11上设置第一传感器e1,上转向机构4一侧的中层输送带8端部设置第
二传感器e2,机架1后方上部沿伸缩输送带9输送方向后部设置第三传感器e3和第四传感器f,第一传感器e1、第二传感器e2和第三传感器e3与需要传送的面带a配合,第四传感器f与伸缩机构10配合;第一传感器e1、第二传感器e2、第三传感器e3和第四传感器f为光电感应开关或者接近开关等形式的传感器,设备上设置操作面板s15结合传感器的传感器检测实现面带a向上传输和叠接的自动化控制。
73.第一传感器e1用于检测上游输送带11上的面带a,然后依控制系统指令控制上游输送带11启动或暂停输送;
74.第二传感器e2用于检测面带a,使面带a可以提前到中层输送带8上暂停输送等待,提高生产效率;
75.第三传感器e3检测到面带前端a1用于控制伸缩输送带9后的传动部分速度转换为慢速;检测到面带后端a2用于控制伸缩机构10带动伸缩滑轮906向机架1内部使面带a完全下落至下游输送带12上。
76.第四传感器f检测伸缩机构10的动作情况以判断面带a是否完成输送叠接,同时发出信号使伸缩输送带9及其前工序的输送由慢速或暂停状态转快速状态进行下一块面带a的输送叠接工序。
77.面带a经过下层输送带7、下转向机构3、中层输送带8和上转向机构4向上输送至高位后由伸缩输送带9继续向下游输送,在厂房空间有限的情况下实现由低向高位输送,同时通过伸缩机构10与上层伸缩输送带9的配合结构,实现上层伸缩输送带9端部伸缩滑轮906位置变化,进而使上层伸缩输送带9在输送过程中间歇改变与下游输送带12的配合关系,实现前后两面带a的叠接,结合传感器及自动化控制在间歇进料的情况下实现为下游提供连续性的面带a进行次加工,提高生产线的生产效率、降低人力成本。
78.下游输送带12中部设置有与面带a配合的被动压面滚轮1205。面带a在下游输送带12上实现叠接,后一面带a落在前一面带a上,前一面带a的面带后端a2与后一面带a的面带前端a1之间的距离为接面长c,当下游输送带12带动叠接后的面带a经过被动压面滚轮1205下方时,将接面长c处的面带a挤压扎实。
79.如图3、图7-图9所示,伸缩机构10的结构为:包括对称设置于伸缩输送带9输送方向两侧的伸缩架板1001,伸缩架板1001一端与第四传感器f配合并安装伸缩滑轮906,伸缩架板1001的另一端与皮带滑轮组件配合,伸缩架板1001的外侧面安装与伸缩齿条1002,伸缩齿条1002长度方向与伸缩架板1001长度方向一致,伸缩齿条1002外侧安装有多个与机架1滑动配合的滚动轴承1003,还包括安装于机架1上的伸缩传动电机1006,伸缩传动电机1006与伸缩齿条1002传动连接。
80.伸缩传动电机1006的输出端与安装于机架1上的齿轮传动轴1005传动连接,齿轮传动轴1005两端对称设置有同步齿轮1004,同步齿轮1004与伸缩齿条1002配合。
81.如图3所示,皮带滑轮组件的结构为:包括安装于机架1内部的上层传动皮带轮901以及安装于上转向机构4一侧伸缩机构10端部的伸缩被动滑轮905,上层传动皮带轮901上方两侧的机架1上分别安装有与上层传动皮带轮901平行的上转折滑轮903和上层被动滑轮904,上层被动滑轮904位于上转向机构4一侧,上层传送带907与上层传动皮带轮901配合后经过上转折滑轮903转折后与伸缩被动滑轮905配合,然后上层传送带907依次与伸缩滑轮906、上层被动滑轮904配合后形成闭环;伸缩输送带9的结构还包括安装于机架1上的上层
传动电机908,上层传动电机908与上层传动皮带轮901传动配合,伸缩机构10与伸缩被动滑轮905配合。
82.上层被动滑轮904和上层传动皮带轮901支架的皮带配合有皮带调节滑轮902,皮带调节滑轮902安装于机架1上,通过调节皮带调节滑轮902的位置进行上层传送带907的张紧。
83.如图3、图7-图9所示,沿伸缩输送带9输送方向两侧的机架1内侧对称设置有安装槽101,安装槽101内安装与伸缩机构10滑动配合的轴承轨道102。
84.安装槽101的截面为开口向一侧的u型,轴承轨道102由上下平行设置的两条轨道板组成,轨道板分别安装于安装槽101内部上下表面,单侧轴承轨道102的轨道板上下相对的两处平面与伸缩机构10滑动配合。轴承轨道102与滚动轴承1003滑动配合,伸缩传动电机1006驱动伸缩齿条1002通过滚动轴承1003在轴承轨道102内滑动,进而带动伸缩架板1001相对于机架1移动。
85.以上伸缩机构10伸缩输送带9的结构的结构中:伸缩架板1001一端安装伸缩滑轮906,伸缩架板1001的另一端安装皮带滑轮组件的伸缩被动滑轮905,通过伸缩架板1001的移动带动伸缩滑轮906和伸缩被动滑轮905移动,同时改变上层传送带907的形态,不影响伸缩输送带9的输送功能。
86.伸缩架板1001在伸缩传动电机1006的驱动下沿上层伸缩输送带9的输送方向向机架1后方移动到位时,伸缩滑轮906的位置即为伸缩滑轮906的原点位置,当伸缩架板1001在伸缩传动电机1006的驱动下向机架1内部移动到位时伸缩滑轮906的位置即为面带掉点a21。原点位置距离第三传感器e3的距离为面带缓冲距b。
87.伸缩架板1001一端与第四传感器f配合,这种检测方式下第四传感器f可以安装于机架1后方的安装槽101末端,以检测伸缩机构10的伸缩滑轮906一侧伸缩架板1001的端部,判断伸缩滑轮906是否回到原点。
88.如图6、图9-图13所示,下转向机构3和上转向机构4的结构相同;
89.上转向机构4的结构为:包括安装于机架1上的转向电机44、转向滚轮组件41以及与转向滚轮组件41配合的转向滚轮齿轮组件42;通过转向滚轮组件41与面带a的配合实现面带a的转向。
90.转向滚轮齿轮组件42包括转向滚轮带动齿轮4201、同向被动齿轮4202、同向过渡齿轮4204和反向齿轮组4203;
91.转向滚轮组件41包括相互平行并呈三角型设置的前上外带动滚轮4101、前下外被动滚轮4102和前上内被动滚轮4103,前上外带动滚轮4101位于前下外被动滚轮4102的上方,前上内被动滚轮4103位于前下外被动滚轮4102的内侧,前上外带动滚轮4101的一端与转向电机44传动连接,前上外带动滚轮4101的另一端设置转向滚轮带动齿轮4201,前下外被动滚轮4102一端连接有同向被动齿轮4202,转向滚轮带动齿轮4201通过安装于机架1上的同向过渡齿轮4204与同向被动齿轮4202传动连接,转向滚轮带动齿轮4201通过反向齿轮组4203与前上内被动滚轮4103传动连接使前上内被动滚轮4103和前上外带动滚轮4101转动方向相反。
92.转向滚轮组件41还包括安装于机架1上的上转向滚轮刮刀4104和下转向滚轮刮刀4105,下转向滚轮刮刀4105与前下外被动滚轮4102配合、上转向滚轮刮刀4104与前上内被
动滚轮4103配合,用于刮掉杂物。
93.如图6、图10所示,反向齿轮组4203的结构为:包括相互啮合连接的第一反向过渡齿轮42031和第二反向过渡齿轮42032,第一反向过渡齿轮42031与转向滚轮带动齿轮4201啮合连接,还包括与前上内被动滚轮4103一端传动连接的反向被动齿轮42033,反向被动齿轮42033与第二反向过渡齿轮42032啮合连接;
94.转向滚轮组件41两端的机架1上对称设置有前上车壁43,第一反向过渡齿轮42031和第二反向过渡齿轮42032安装于前上车壁43上,前上车壁43上开有分别与前上外带动滚轮4101、前下外被动滚轮4102和前上内被动滚轮4103对应的第一转向滚轮安装孔4301、第二转向滚轮安装孔4302和第三转向滚轮安装孔4303,前上内被动滚轮4103的两端通过转向滚轮调节偏心板4205支撑安装于前上车壁43上,第二反向过渡齿轮42032的安装轴心穿过转向滚轮调节偏心板4205安装于前上车壁43上的反向过渡齿轮轴心位4304,将转向滚轮调节偏心板4205绕第二反向过渡齿轮42032的安装轴心旋转调整前下外被动滚轮4102和前上内被动滚轮4103之间的间隙。
95.转向滚轮调节偏心板4205与前上内被动滚轮4103、反向齿轮组4203的配合结构,使调节转向滚轮调节偏心板4205时带动反向被动齿轮42033中心位置变化,反向被动齿轮42033中心位置位于以反向过渡齿轮轴心位4304为圆心的圆弧上,保证前下外被动滚轮4102和前上内被动滚轮4103之间间隙变化时反向齿轮组4203的连接结构不变,使上转向机构4的间隙调整方便精准。
96.第三转向滚轮安装孔4303为弧形孔,弧形孔的圆弧心与反向过渡齿轮轴心位4304重合;转向滚轮调节偏心板4205上设置转向滚轮调节螺丝42051,转向滚轮调节螺丝42051与设置于前上车壁43上的第一固定螺丝耳4305配合,该结构增加了上转向机构4的间隙调整的便利性。
97.如图4、图14-图16所示,前压面机构2的结构为:包括安装于机架1上的压面电机24、压面滚轮组件21以及与压面滚轮组件21配合的压面滚轮齿轮组件22;压面滚轮组件21与面带a配合用于面带a的输送或滚压。
98.压面滚轮齿轮组件22包括压面滚轮带动齿轮2201和换向齿轮组2202;
99.压面滚轮组件21包括相互平行设置的前下压面滚轮2101和前上压面滚轮2102,前上压面滚轮2102位于前下压面滚轮2101的上方,前下压面滚轮2101的一端与压面电机24传动连接,前下压面滚轮2101的另一端设置压面滚轮带动齿轮2201,压面滚轮带动齿轮2201通过换向齿轮组2202与前上压面滚轮2102传动连接使前下压面滚轮2101和前上压面滚轮2102转动方向相反。
100.压面滚轮组件21还包括安装于机架1上的下压面滚轮刮刀2104和上压面滚轮刮刀2103,下压面滚轮刮刀2104与前下压面滚轮2101配合、上压面滚轮刮刀2103与前上压面滚轮2102配合,用于刮掉杂物。
101.前压面机构2入口前还对称设置有与面带a配合的面带宽窄调节板25,面带宽窄调节板25通过面带宽窄支撑杆26安装于机架1上。
102.如图4、图15所示,换向齿轮组2202的结构为:包括相互啮合连接的第一换向过渡齿轮22021和第二换向过渡齿轮22022,第一换向过渡齿轮22021与压面滚轮带动齿轮2201啮合连接,还包括与前上压面滚轮2102一端传动连接的换向被动齿轮22023,换向被动齿轮
22023与第二换向过渡齿轮22022啮合连接;
103.压面滚轮组件21两端的机架1上对称设置有前下车壁23,第一换向过渡齿轮22021和第二换向过渡齿轮22022安装前下车壁23上,前下车壁23上开有分别与前下压面滚轮2101和前上压面滚轮2102对应的第一压面滚轮安装孔2301和第二压面滚轮安装孔2302,前上压面滚轮2102的两端通过压面滚轮调节偏心板2203支撑安装于前下车壁23上,第二换向过渡齿轮22022的安装轴心穿过压面滚轮调节偏心板2203安装于前下车壁23上的换向过渡齿轮轴心位2303,将压面滚轮调节偏心板2203绕第二换向过渡齿轮22022的安装轴心旋转调整前上压面滚轮2102与前下压面滚轮2101之间的间隙。
104.压面滚轮调节偏心板2203与前上压面滚轮2102、换向齿轮组2202的配合结构使调节压面滚轮调节偏心板2203时带动换向被动齿轮22023中心位置变化,换向被动齿轮22023中心位置位于以换向过渡齿轮轴心位2303为圆心的圆弧上,保证前上压面滚轮2102与前下压面滚轮2101之间间隙变化时换向齿轮组2202的连接结构不变,使前压面机构2的间隙调整方便精准。
105.第二压面滚轮安装孔2302为弧形孔,弧形孔的圆弧心与换向过渡齿轮轴心位2303重合;压面滚轮调节偏心板2203上设置压面滚轮调节螺丝22031,压面滚轮调节螺丝22031与设置于前下车壁23上的第二固定螺丝耳2304配合,该结构增加了前压面机构2的间隙调整的便利性。
106.如图2、图7-图8所示,下游输送带12的结构为:包括对称设置于上层伸缩输送带9输送方向两侧机架1上的后上车壁1202,还包括位于伸缩输送带9下方的下游带动皮带轮1201,下游带动皮带轮1201两端穿过后上车壁1202上的皮带轮固定孔12022后通过轴承座1204安装于后上车壁1202上,轴承座1204与下游带动皮带轮1201两端的轴承位12011配合,一侧轴承位12011的外侧设置有传动连接位12012,传动连接位12012与安装于后上车壁1202上的下游传动电机1203传动连接,下游带动皮带轮1201配合安装有下游皮带,下游皮带同时与位于机架1外部的下游被动皮带轮1206配合,下游被动皮带轮1206通过下游座体1207与机架1连接,被动压面滚轮1205安装与下游座体1207上。
107.下游输送带12的结构也可以在单独独立的下游座体1207上安装下游被动皮带轮1206、下游带动皮带轮1201和下游传动电机1203,使下游输送带12的结构均相对于机架1独立存在。
108.如图12-图16所示,下层输送带7的结构为:包括安装于机架1上的下层传动电机703以及与下层传动电机703传动连接的下层传动皮带轮702,还包括下层被动皮带轮704,下层传动皮带轮702和下层被动皮带轮704分别安装于下转向机构3和前压面机构2处的机架1上,下层传动皮带轮702和下层被动皮带轮704外部配合安装有下层皮带701。
109.如图9-图13所示,中层输送带8的结构为:包括安装于机架1上的中层传动电机803以及与中层传动电机803传动连接的中层传动皮带轮802,还包括中层被动皮带轮804,中层传动皮带轮802和中层被动皮带轮804分别安装于上转向机构4和下转向机构3处的机架1上,中层传动皮带轮802和中层被动皮带轮804外部配合安装有中层皮带801。
110.图17-图22所示,本实施例的将面带由下往上输送叠接设备工作过程如下:
111.第一步、面带a滚压:
112.上游输送带11上的第一传感器e1检测到整压后的面带a;
113.当传输至伸缩输送带9前一面带a的面带后端a2脱离上转向机构4后,上游输送带11、前压面机构2、下层输送带7、下转向机构3和中层输送带8启动并处于快速状态,面带a经过前压面机构2滚压后进入下层输送带7;
114.该步骤中面带a经过前压面机构2滚压时可以为单纯的输送功能,也可以将面带a辊压变薄;
115.第二步、面带a输送:
116.滚压后的面带a经下层输送带7输送并由下转向机构3翻转至中层输送带8,中层输送带8上端的第二传感器e2检测到面带a的面带前端a1;
117.当伸缩机构10未完成一个伸缩指令时,中层输送带8上的面带a暂停输送;
118.当伸缩机构10完成一个伸缩指令时中层输送带8启动,同时上转向机构4和伸缩输送带9均为快速状态,将面带a向伸缩输送带9输送;
119.指带后端a2下落步骤中,伸缩机构10带动伸缩输送带9的伸缩滑轮906向机架1内部缩回时面带后端a2掉落在下游输送带12上后,伸缩机构10带动伸缩滑轮906向机架1外部伸出并触动第四传感器f,使伸缩滑轮906重新回到位于原点位置,当伸缩机构10触动第四传感器f时发出伸缩指令完成信号,两次触动第四传感器f即为一个伸缩指令,伸缩指令用于启动中层输送带8;
120.第三步、面带a叠接:
121.位于伸缩输送带9侧面的第三传感器e3感应到面带前端a1后伸缩输送带9以及伸缩输送带9后的传动部分速度转换为慢速与下游输送带12同步,此时伸缩滑轮906位于原点位置;
122.面带a继续由伸缩输送带9向前输送,面带a开始输送直至面带后端a2脱离上转向机构4,上游输送带11上的后一面带a开始进入前压面机构2及输送;
123.面带a的面带前端a1从伸缩滑轮906的原点位置掉落至位于下游输送带12上的前一面带a上,前一面带a的面带后端a2与面带a的面带前端a1之间的距离为接面长c;
124.第四步、面带后端a2下落:
125.面带a继续向前输送,当第三传感器e3感应到面带后端a2时,伸缩机构10带动伸缩输送带9的伸缩滑轮906向机架1内部缩回,此时伸缩滑轮906位于面带掉点a21处,面带后端a2从面带掉点a21处掉落至伸缩输送带9下方的下游输送带12上;
126.伸缩机构10带动伸缩滑轮906向机架1外部伸出并触动第四传感器f,使伸缩滑轮906重新回到位于原点位置,同时一个伸缩指令完成,中层输送带8上暂停输送的下一面带a开始输送并进行叠接。
127.当下游输送带12带动叠接后的面带a经过被动压面滚轮1205下方时,将接面长c处的面带a挤压扎实。
128.同一面带a经过以上四步工序后完成输送和叠接工序,由下游输送带12输送至下游进行次加工,后续的面带a进行间歇进料,设备向下游不断层持续性共给次加工所需面带。
129.从下往上的多层输送方式,满足厂房空间有限的及进料方式的特殊要求,同时通过从将后一面带在前一面带上方配合输送的方式实现面带的叠接,同时结合输送过程中的检测和自动控制,实现了间歇进料同时不间断持续性向下游提供面带,提高生产线的生产
效率、降低人力成本。
130.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1