一种滤芯自动包卷装置的制作方法
[0001]
本实用新型涉及滤芯生产技术领域,具体涉及一种滤芯自动包卷装置。
背景技术:
[0002]
在滤芯生产领域,对于包卷滤芯,需要人工手动进行包卷,或者利用简单的机械机构进行半自动化包卷,这样手动包卷精确度低,包卷完成后还需要对包卷完的滤芯进行修剪,滤芯产量较多,依靠人工包卷,或半自动化包卷,工作效率低下且浪费人工成本,不利于生产自动化。
[0003]
而且包卷材料尼龙纱网、中心管、滤芯裁片都需要人工手动上料,人工包卷精确度也较差,人工包卷完成后,后续需要修剪较多。
技术实现要素:
[0004]
本实用新型的目的是针对上述不足,提出了一种自动上料、自动包卷、包卷完成后自动修剪的滤芯自动包卷装置。
[0005]
本实用新型具体采用如下技术方案:
[0006]
一种滤芯自动包卷装置,包括中心管上料机构、滤芯裁片上料机构、尼龙纱网上料机构和包卷机构;
[0007]
中心管上料机构包括振动盘、气缸和中心管吸取部,中心管吸取部安装于振动盘的出口处,气缸驱动中心管吸取部;
[0008]
滤芯裁片上料机构包括步进电机、传感器、夹爪、升降气缸、水平气缸和滤芯裁片载板,升降气缸驱动夹爪接触滤芯裁片,夹爪连有夹爪气缸,水平气缸推动夹爪、夹爪气缸、升降气缸;
[0009]
尼龙纱网上料机构包括尼龙纱网流道、裁切机、驱动滚轴和尼龙纱网卷盘,驱动滚轴转动带动缠绕在尼龙纱网卷盘上的尼龙纱网转动,尼龙纱网卷盘上的尼龙纱网经过裁切机剪切固定长度后,进入尼龙纱网流道;
[0010]
包卷机构包括步进电机、皮带和笔形气缸,笔形气缸带动皮带包卷住中心管、尼龙纱网、和滤芯裁片的端部,步进电机转动带动皮带转动进行包卷。
[0011]
优选地,中心管吸取部包括电磁铁和外壳,电磁铁安装在外壳下部,气缸推动中心管吸取部向下移动,电磁铁通电,将中心管吸附到外壳的下部。
[0012]
优选地,振动盘呈螺旋状。
[0013]
优选地,滤芯裁片载板连接滚珠丝杠模组。
[0014]
优选地,皮带与笔型气缸的端部连接。
[0015]
本实用新型具有如下有益效果:
[0016]
该滤芯自动包卷装置通过中心管上料机构、滤芯裁片上料机构、尼龙纱网上料机构和包卷机构的协同配合,实现自动包卷,大大提高生产效率,节省人工成本,有利于促进生产自动化,自动化程度高,包卷精度高,包卷完成后不在需要人工修剪。
附图说明
[0017]
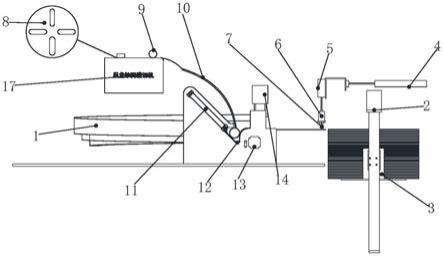
图1为滤芯自动包卷装置主视图;
[0018]
图2为滤芯自动包卷装置侧视图。
[0019]
其中,1为振动盘,2为滚珠丝杠模组,3为滤芯裁片载板,4为水平气缸,5为升降气缸,6为夹爪气缸,7为夹爪,8为尼龙纱网卷盘,9为驱动滚轴,10为尼龙纱网流道,11为笔型气缸,12为皮带,13为步进电机,14为中心管升降气缸,15为中心管左右气缸,16为外壳,17为裁切机。
具体实施方式
[0020]
下面结合附图和具体实施例对本实用新型的具体实施方式做进一步说明:
[0021]
结合图1和图2,滤芯自动包卷装置包括中心管上料机构、滤芯裁片上料机构、尼龙纱网上料机构和包卷机构。
[0022]
中心管上料机构包括振动盘1、气缸和中心管吸取部,中心管吸取部安装于振动盘的出口处,气缸驱动中心管吸取部。振动盘1呈螺旋状,通过振动盘振动,实现中心管沿中心管流道螺旋上升运动到中心管吸取部的下方。中心管吸取部包括电磁铁和外壳16,电磁铁安装在外壳下部,气缸推动中心管吸取部向下移动,电磁铁通电,将中心管吸附到外壳的下部。
[0023]
滤芯裁片上料机构包括步进电机、传感器、夹爪7、升降气缸5、水平气缸4和滤芯裁片载板3,升降气缸5驱动夹爪7接触滤芯裁片,夹爪7连有夹爪气缸6,水平气缸4推动夹爪7、夹爪气缸、升降气缸5。滤芯裁片载板3连接滚珠丝杠模组2,可跟随滚珠丝杠模组 2上的滑块移动,每夹走一个滤芯裁片,滚珠丝杠模组2就带动滤芯裁片载板向上移动一个滤芯裁片的厚度,保证堆叠的滤芯裁片总高度一直保持不变。
[0024]
尼龙纱网上料机构包括尼龙纱网流道10、裁切机17、驱动滚轴9和尼龙纱网卷盘8,驱动滚轴9转动带动缠绕在尼龙纱网卷盘8上的尼龙纱网转动,尼龙纱网卷盘8上的尼龙纱网经过裁切机17剪切固定长度后,进入尼龙纱网流道10。
[0025]
包卷机构包括步进电机13、皮带12和笔形气缸11,皮带与笔型气缸11的端部连接,笔形气缸11带动皮带包卷住中心管、尼龙纱网和滤芯裁片的端部,步进电机13转动带动皮带转动进行包卷。
[0026]
具体的自动包卷过程为:振动盘1震动,中心管沿螺旋状的流道进行螺旋运动,实现中心管螺旋上料,中心管运动到出口处后,振动盘1停止振动,中心管吸取中的电磁铁通电,将中心管吸附到外壳下部,中心管升降气缸14上升,之后中心管左右气缸15水平动作,将中心管推送到皮带12的凹槽处。等待此中心管被中心管吸取部取走后,振动盘1继续振动使中心管继续前行,如此循环,保证中心管源源不断地供应。
[0027]
升降气缸5向下动作,使得夹爪7接触到滤芯裁片,夹爪气缸6夹紧,使夹爪7夹紧滤芯裁片,之后水平气缸4动作,将夹爪7和夹爪气缸6、升降气缸5一起水平推动,将滤芯裁片送往皮带12的凹槽处。堆叠好的滤芯裁片放置在滤芯裁片载板3处,滤芯裁片载板3可跟随滚珠丝杠模组2上的滑块移动,每夹走一个滤芯裁片,滚珠丝杠模组2就带动滤芯裁片载板3向上移动一个滤芯裁片的厚度,保证堆叠的滤芯裁片总高度一直保持不变。
[0028]
驱动滚轴9转动,带动缠绕在尼龙纱网卷盘8上的尼龙纱网转动,进入尼龙纱网流
道10,尼龙纱网卷盘8上的尼龙纱网经过裁切剪切固定长度后,尼龙纱网的端部沿着尼龙纱网流道 10到达皮带12的凹槽处。
[0029]
待尼龙纱网、滤芯裁片与中心管都到达皮带12凹槽处后,开始进行包卷工作,笔型气缸 11伸长,带动皮带12包卷住中心管、尼龙纱网与滤芯裁片,此时步进电机13带动皮带12 转动,皮带12包裹着滤芯裁片、尼龙纱网和中心管同时转动,步进电机13转动提前设定好的脉冲数后,停止转动,完成包卷工作。
[0030]
包卷工作完成后,气缸回复原位,循环重新开始。
[0031]
气缸、传感器、步进电机、电磁铁、振动盘、裁切机等部件的动作与否均由可编程控制器plc控制。
[0032]
当然,上述说明并非是对本实用新型的限制,本实用新型也并不仅限于上述举例,本技术领域的技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换,也应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1