一种丝状物料定长分切装置的制作方法
1.本实用新型涉及一种分切装置,尤其是一种丝状物料定长分切装置,属于带材加工设备设计与制造技术领域。
背景技术:
2.目前丝状物料的长度切割主要以滚切或压切方式完成。其中:滚切时,主要利用两组辊刀或者一组辊刀加一组支撑来完成切割,相邻辊刀之间的间距即为切割长度,但切割时会因切不透或者因物料拉扯变形而使切割后的丝束长度整齐,进而影响分切质量,现有技术为保证切割质量只能让对辊之间过盈配合,致使对辊使用寿命受到极大影响。压切时,刀具从丝状物料上方进行切割,通过正压力让刀片切断物料,由于刀片与物料接触时会产生冲击力,且切割产生的力矩较大,直接影响刀具寿命。另外,以上两种方法存在以下缺点:长度不能根据需要进行调节,难于满足烟草制丝中烟丝长度需具有一定比例的长丝、中丝、短丝要求,最终难于满足烟支填充率的要求。另外在丝束汇聚夹紧过程中,因丝束存在乱料、溢出等情况,需要人工对进行汇聚合,从而在加大人工工作量的时,降低工作效率。因此,有必要对现有技术加以改进。
技术实现要素:
3.针对现有技术存在的上述不足,本实用新型提供一种长度可调、分切时丝束物料不会乱料、不会溢出的丝状物料定长分切装置。
4.本实用新型通过下列技术方案完成:一种丝状物料定长分切装置,包括框架,其特征在于框架上具有一个操纵丝束汇聚抱紧的丝束抱紧机构,与丝束抱紧机构配接的、操纵汇聚抱紧丝束横向切断的切刀,操纵丝束段送出的丝束段输送带。
5.所述丝束抱紧机构包括操纵丝束汇聚抱紧的丝束汇聚组件,位于丝束汇聚组件输入端的入口导向机构和位于丝束汇聚组件上方的防止丝束在汇聚抱紧过程中冒出的丝束压紧组件,以便将进入的丝束经入口导向机构送入丝束汇聚组件进行汇聚抱紧,再通过丝束压紧组件防止丝束在汇集抱紧过程中冒出,以满足定长分切要求。
6.所述入口导向机构包括位于丝束汇聚组件中心线两侧的前、后挡板,前、后挡板之间形成一端宽、另一端窄的喇叭口通道,以便将进入的丝束进行预抱紧后导入丝束汇聚组件中。
7.所述丝束汇聚组件包括:沿丝束输送路径两侧设置的传动组件,以及分别与两传动组件相连且间隔设置的若干根导向轴,每一根或几根导向轴两端分别滑动套设有其内端设若干夹持块的滑块,滑块与驱动机构相连,以便在驱动机构带动下,使每一根或几根导向轴两端的滑块相向滑动,进而使相向的滑块上的夹持块合拢而夹持丝束、分开而松开对丝束的夹持。
8.所述传动组件包括:中心轴,分别通过轴承滚动设置在中心轴两端的齿盘,其中一端的齿盘与动力机相连,并在动力机带动下使齿盘绕中心轴转动,形成与齿盘转动轨迹相
适应的丝束输送路径。
9.所述传动组件包括:一个主动轴、一个或多个从动轴,分别设置在一个主动轴、一个或多个从动轴两端的链组件或带组件,主、从动轴一端的所有链组件或带组件与第一链条或同步带相连、另一端的所有链组件或带组件与第二链条或同步带相连,主动轴与动力机相连,并在动力机带动下使链条或同步带移动,形成与链条或同步带运行轨迹相适应的丝束输送路径。
10.所述夹持块包括其顶部设挡料钩、下部设挡料板的竖直块,且挡料板倾斜设置,以便用顶部的挡料钩和底部的倾斜的挡料板收拢丝束。
11.所述驱动机构包括对称且间隔固连在传动组件之间的两个定凸组件,沿定凸组件滚动或滑动设置的若干滚组件,每一滚组件均与对应的滑块下端固连,滑块外端与套设于导向轴上的弹簧相配接,以便若干导向轴、若干滑块、若干弹簧、若干滚组件在随传动组件运行的过程中,使若干导向轴两端的滚组件均沿凸组件的组件面滚动,当滚动至凸组件的低组件面时,在对应弹簧作用下推动对应滑块向内移动,使相向的夹持块合拢而夹持丝束;反之,当滚动至凸组件的高组件面时,由滚组件带动对应滑块压缩弹簧而向外移动,使相向的夹持块分开而松开对丝束的夹持,如此,完成对丝束的进一步收拢、抱紧,以备后序的横切刀盘将其分切成丝束段。
12.所述丝束压紧组件包括工作面上设凸条的皮带或链条,支撑在皮带或链条两端及中部的带辊或链轮,形成与丝束汇聚组件相适应的丝束压紧组件;通过皮带或链条上间隔设置的若干凸条防止丝束在夹持块抱紧的过程中,从相向设置的夹持块之间冒出,确保丝束能够全部被相向设置的夹持块所抱紧,皮带或链条为一闭合体。
13.所述切刀包括刀盘,设于刀盘外圆的若干刀座,设于每一刀座上的刀片,使刀片在刀盘外圆形成锯齿刀,以便将进入丝束抱紧机构抱紧的丝束横向切成设定长度的丝束段。
14.所述每个刀片的外表面与刀盘的中轴之间具有夹角,该夹角与刀盘和丝束抱紧机构之间的空间交角相对应。
15.所述刀片垂直于对应滑块上的被若干夹持块抱紧后的丝束,且依次从丝束汇聚组件上的相邻两个滑块之间通过而切断丝束,使丝束长度与滑块宽度相适应,从而完成定长分切的同时,保持与丝束抱紧机构相同的线速度向前运行,用于将被夹持块抱紧后的丝束分切成设定长度的丝束段。
16.所述刀片的运动均由水平和竖直两个方向的运动合成,其中一个方向的运动用于将丝束抱紧机构中已经抱紧的丝束按照特定的长度横切成丝束段;另一个方向的运动用于保证在切割过程中,其线速度与已经被丝束抱紧机构抱紧的丝束线速度相对应,避免丝束的拉扯、堵料,甚至是机械干涉的情况出现。
17.所述丝束抱紧机构的一个传动组件通过常规齿轮传动机构与定长分切动力机相连,刀盘的盘轴通过常规锥齿轮和/或万向节与定长分切动力机相连,以便在定长分切动力机驱动下,使丝束抱紧机构和切刀同步转动。
18.所述丝束抱紧机构和切刀下方的丝束段输送带,用于将定长分切完成后的丝束段送至下一工序,丝束段输送带为常规设备,其与丝束段输送动力机相连,以便在丝束段输送动力机带动下使丝束段输送带运行。
19.本实用新型具有下列优点和效果:采用上述技术方案,不仅减少刀具产生的力矩、
增加刀具使用寿命,而且能对若干丝束进行汇聚,降低了切割难度,不堵料,保障切丝的质量和效果,尤其是切丝长度可调,满足烟草制丝中烟丝长度需具有一定比例的长丝、中丝、短丝要求,最终满足烟支填充率的要求,本实用新型切割刀盘与输送机构同步运动,实现在线连续切割。
附图说明
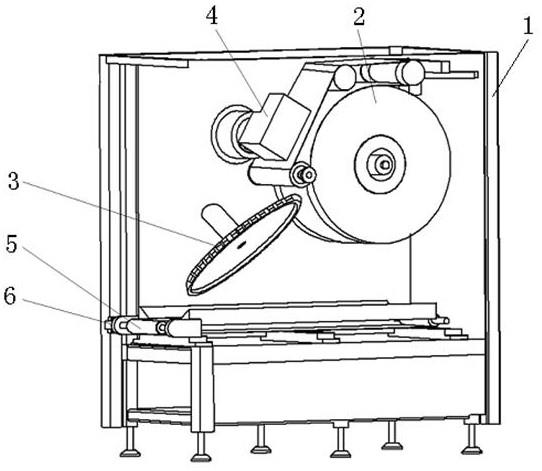
20.图1为本实用新型结构示意图;
21.图2为图1中的丝束抱紧机构示意图;
22.图3为图2中的丝束汇聚组件示意图;
23.图4为图2的丝束汇聚组件剖面图;
24.图5为图4的局部放大示意图;
25.图6为图4中的凸组件示意图;
26.图7为图5中的夹持块示意图;
27.图8为图1中的横切刀盘示意图;
28.图9为图8的局部放大示意图。
具体实施方式
29.下面结合附图对本实用新型做进一步描述。
30.本实用新型提供的丝状物料定长分切装置,包括框架1,该框架1上具有一个操纵丝束汇聚抱紧的丝束抱紧机构2,与丝束抱紧机构2配接的、操纵汇聚抱紧丝束横向切断的切刀3,操纵丝束段送出的丝束段输送带5,如图1;
31.所述丝束抱紧机构2包括操纵丝束汇聚抱紧的丝束汇聚组件22,位于丝束汇聚组件22输入端的入口导向机构21和位于丝束汇聚组件22上方的防止丝束在汇聚抱紧过程中冒出的丝束压紧组件23,以便将进入的丝束经入口导向机构21送入丝束汇聚组件22进行收拢或汇集、抱紧,再通过丝束压紧组件23防止丝束在收拢、抱紧过程中冒出,以满足定长分切要求,如图2;
32.所述入口导向机构21包括位于丝束汇聚组件22中心线两侧的前、后挡板,前、后挡板之间形成右端宽、左端窄的喇叭口通道,以便将进入的丝束进行预抱紧后导入丝束汇聚组件22中,如图2;
33.所述丝束汇聚组件包括:沿丝束输送路径两侧设置的传动组件,以及分别与两传动组件相连且间隔设置的若干根导向轴223,每一根或几根导向轴223两端分别滑动套设有其内端设若干夹持块226的滑块225,滑块225与驱动机构相连,以便在驱动机构带动下,使每一根或几根导向轴223两端的滑块225相向滑动,进而使相向的滑块225上的夹持块226合拢而夹持丝束、分开而松开对丝束的夹持;
34.所述传动组件包括:中心轴221,分别通过轴承滚动设置在中心轴221两端的齿盘222,其中一端的齿盘222与动力机相连,以便通过动力机带动两齿盘222绕中心轴221转动;在两齿盘222外圆间隔设有若干根连接两齿盘222的导向轴223,每一根或几根导向轴223两端分别滑动套设有其内端设若干夹持块226的滑块225,滑块225与驱动机构相连,以便在驱动机构带动下,使每一根或几根导向轴223两端的滑块225相向滑动,进而使相向的滑块225
上的夹持块226合拢而夹持丝束(如图3中的丝束汇聚组件的合拢段h)、分开而使丝束进入的若干夹持块226之间(如图3中的丝束汇聚组件的丝束进入段j),如图3、图4、图5;
35.所述夹持块226包括其顶部设挡料钩2261、下部设挡料板2262的竖直块2263,且挡料板2262倾斜设置,以便用顶部的挡料钩2261和底部的倾斜的挡料板2262收拢丝束,如图3、图4、图5、图7;
36.所述驱动机构包括对称且间隔固连在中心轴221上、且位于两齿盘222之间的两个定凸组件227,沿定凸组件227滚动或滑动设置的若干滚组件228,每一滚组件228均与对应的滑块225下端固连,滑块225外端与套设于导向轴223上的弹簧224相配接,如图4、图5、图6,以便若干导向轴223、若干滑块225、若干弹簧224、若干滚组件228在随两齿盘222转动的过程中,使若干导向轴223两端的滚组件228均沿定凸组件227的组件面滚动,当滚动至定凸组件227的低组件面时,在对应弹簧224作用下推动对应滑块225沿导向轴223向内移动,使相向的夹持块226合拢而夹持丝束后,方便切断丝束;反之,当滚组件228滚动至定凸组件227的高组件面时,由滚组件228带动对应滑块225压缩弹簧224而沿导向轴223向外移动,使相向的夹持块226分开而使丝束进入相向的夹持块226之间,如此,完成丝束的进入、收拢、抱紧,以备横切刀盘将其分切成丝束段;
37.显然,所述传动组件包括:一个主动轴、一个或多个从动轴,分别设置在一个主动轴、一个或多个从动轴两端的链组件或带组件,主、从动轴一端的所有链组件或带组件与第一链条或同步带相连、另一端的所有链组件或带组件与第二链条或同步带相连,主动轴与动力机相连,并在动力机带动下使链条或同步带移动,形成与链条或同步带运行轨迹相适应的丝束输送路径;在两链条或同步带之间间隔设置若干根导向轴,每一根或几根导向轴两端分别滑动套设有其内端设若干夹持块的滑块,滑块与驱动机构相连,该驱动机构包括对称且间隔固连在两链条或同步带之间的两个与链条或同步带运行轨迹相适应的定凸轮,沿定凸轮滚动或滑动设置的若干滚轮,每一滚轮均与对应的滑块下端固连,滑块外端与套设于导向轴上的弹簧相配接,以便若干导向轴、若干滑块、若干弹簧、若干滚轮在随两链条或同步带运行的过程中,使若干导向轴两端的滚轮均沿凸轮的轮面滚动,当滚动至凸轮的低轮面时,在对应弹簧作用下推动对应滑块向内移动,使相向的夹持块合拢而夹持丝束;反之,当滚动至凸轮的高轮面时,由滚轮带动对应滑块压缩弹簧而向外移动,使相向的夹持块分开而松开对丝束的夹持,如此,完成对丝束的进一步收拢、抱紧,以备后序的横切刀盘将其分切成丝束段;
38.所述丝束压紧组件23包括工作面上设齿条2311的皮带231,支撑在皮带231两端及中部的带辊232,形成与丝束汇聚组件相适应的弧形丝束压紧组件23;通过皮带231上间隔设置的若干齿条2311防止丝束在夹持块抱紧的过程中,从相向设置的夹持块226之间冒出,确保丝束能够全部被相向设置的夹持块226所抱紧,皮带231为一条闭合带,如图2;
39.所述切刀3包括刀盘31,设于刀盘31外圆的若干刀座32,设于每一刀座32上的刀片33,使刀片33在刀盘31外圆形成锯齿刀,以便将进入丝束抱紧机构2抱紧的丝束横向切成设定长度的丝束段;
40.所述每个刀片33的外表面与刀盘31的中轴之间具有设定夹角,该夹角与刀盘31和丝束抱紧机构2之间的空间交角相对应;
41.所述刀片33垂直于对应滑块225上的被若干夹持块226抱紧后的丝束,且依次从丝
束汇聚组件22上的相邻两个滑块225之间通过而切断丝束,使丝束长度与滑块225宽度相适应,从而完成定长分切,同时保持与丝束抱紧机构2相同的线速度向前运行,用于将被夹持块226抱紧后的丝束分切成设定长度的丝束段。
42.所述刀片33的运动均有水平和竖直两个方向的类似椭圆的运动合成,其中:水平方向的运动用于将丝束抱紧机构2中已经抱紧的丝束按照特定的长度横切成丝束段;竖直方向的运动用于保证在切割过程中,其竖直方向的线速度与已经被丝束抱紧机构2抱紧的丝束线速度相对应,避免丝束的拉扯、堵料,甚至是机械干涉的情况出现;
43.所述丝束抱紧机构2的一个齿盘222通过常规齿组件传动机构与定长分切动力机4相连,刀盘31的盘轴通过常规锥齿组件和/或万向节与定长分切动力机4相连,以便在定长分切动力机4驱动下,使丝束抱紧机构2和横切刀盘3同步转动;
44.所述丝束抱紧机构2和切刀3下方的丝束段输送带5,用于将定长分切完成后的丝束段送至下一工序,丝束段输送带5为常规设备,其与丝束段输送动力机6相连,以便在丝束段输送动力机6带动下使丝束段输送带5运行。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1