一种用于烟草行业加料罐料液互通装置的制作方法
1.本实用新型涉及制丝设备技术领域,特别是涉及一种用于烟草行业加料罐料液互通装置。
背景技术:
2.sj型加料机是制叶线中的关键工序设备,其功能是给烟片加料,用来改善物料吸味,满足增香、保润、防霉等各种要求;且同时对物料进行加温、加湿处理,进而保证后工序的工艺生产加工需求,其中配套的加料装置主要承担料液供给任务;当前,由于工艺生产加工流量提升及品牌单批次总投量的增加需求,现有的单料罐所盛放料液容量无法满足单批次总投量所设加料比例的要求,为此只能依靠人工在后半程生产过程中定期缓慢往料罐中补充料液,以既能确保料液充足的情况下,又能保障整罐料液温度的稳定性,最终确保产品质量的稳定性。然而,人工倒注补料过程不仅严重增加了操作人员的劳动强度及登高作业的危险系数,而且整罐料液温度的稳定性无法有效保障,严重时甚至易导致因计算补充料液重量的不准确性造成尾料无法加到料液,进而给产品带来极大的工艺质量隐患。基于此,本实用新型设计了一种用于烟草行业加料罐料液互通装置,以解决上述存在的问题。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供一种用于烟草行业加料罐料液互通装置。
4.为解决上述技术问题,本实用新型提供如下技术方案:一种用于烟草行业加料罐料液互通装置,包括加料罐一、手动三通球阀一、三通球阀二、截止阀、软管路和加料罐二,所述加料罐一的底部分别设置有快接接头一和快接接头二,所述加料罐二的底部分别设置有快接接头三和快接接头四,所述手动三通球阀一通过软管路两端分别连接快接接头一和快接接头二,所述手动三通球阀二通过软管路两端分别连接快接接头三和快接接头四。
5.作为本实用新型的一种优选技术方案,所述快接接头一通过软管路与加料罐一底部出料口连接相通,所述快接接头二通过软管路与加料罐一供料管路相通。
6.作为本实用新型的一种优选技术方案,所述快接接头四通过软管路与加料罐二底部出料口相通,所述快接接头三通过软管路与加料罐二供料管路相通。
7.作为本实用新型的一种优选技术方案,所述手动三通球阀一与手动三通球阀二的另一路均与截止阀连通。
8.作为本实用新型的一种优选技术方案,所述快接接头一、快接接头二、快接接头三和快接接头四均通过软管卡箍与软管路连通。
9.作为本实用新型的一种优选技术方案,所述手动三通球阀一和手动三通球阀二均为t型。
10.作为本实用新型的一种优选技术方案,所述截止阀选用卡箍式快装截止阀。
11.与现有技术相比,本实用新型能达到的有益效果是:
12.1、快接接头一、快接接头二、快接接头三和快接接头四直接通过软管卡箍与软管路连通,既便于连通软管路,又便于连通手动三通球阀一和手动三通球阀二,安装拆卸简便。
13.2、手动三通球阀一和手动三通球阀二均选用t型,实现三条正交的管道相互联通和切断第三条通道,满足加料罐一和加料罐二间的料液互通需求。
14.3、截止阀选用卡箍式快装截止阀,既便于料液的互通,又能起到在单料罐使用时手动三通球阀一和手动三通球阀二同时磨损泄露下的切断作用,安装拆卸简便。
15.4、加料罐一和加料罐二能够通过改进设计供料罐路预热的plc逻辑关系,实现其互通时下的同步预热功能。
附图说明
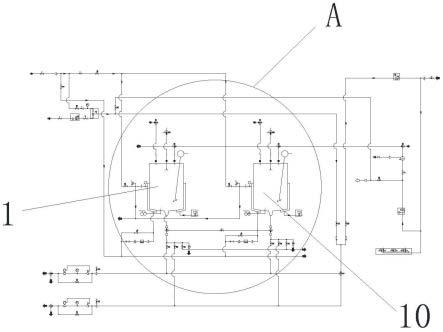
16.图1为本实用新型该装置总体的结构示意图;
17.图2为本实用新型图1中a处放大的结构示意图;
18.其中:1、加料罐一;2、快接接头一;3、手动三通球阀一;4、快接接头二;5、软管路;6、截止阀;7、快接接头三;8、三通球阀二;9、快接接头四;10、加料罐二。
具体实施方式
19.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本实用新型,但下述实施例仅仅为本实用新型的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本实用新型的保护范围。下述实施例中的实验方法,如无特殊说明,均为常规方法,下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
20.如图1、图2所示,一种用于烟草行业加料罐料液互通装置,包括加料罐一1、手动三通球阀一3、三通球阀二8、截止阀6、软管路5和加料罐二10,加料罐一1的底部分别设置有快接接头一2和快接接头二4,加料罐二10的底部分别设置有快接接头三7和快接接头四9,手动三通球阀一3通过软管路5两端分别连接快接接头一2和快接接头二4,手动三通球阀二8通过软管路5两端分别连接快接接头三7和快接接头四9,快接接头一2通过软管路5与加料罐一1底部出料口连接相通,快接接头二4通过软管路5与加料罐一1供料管路相通,快接接头四9通过软管路5与加料罐二10底部出料口相通,需要加料罐一1和加料罐二10互通式时,首先只需分别开启手动三通球阀一3和手动三通球阀二8至所需位置,然后手动开启截止阀6,其次加料罐一1和加料罐二10的料液供给,最后点击控制屏上的加料罐一1和加料罐二10同步预热功能按钮,即可实现加料罐一1和加料罐二10的互通,且加料罐一1和加料罐二10内部的料液温度能够同步预热至所需温度值且供料正常,如只需单料罐时,首先只需对应开启手动三通球阀一3至所需位置,另一手动三通球阀二8则关闭,然后手动关闭截止阀6,其次正常进行加料罐一1和加料罐二10的料液供给,最后点击控制屏上的加料罐一1和加料罐二10上对应的预热功能按钮,即可确保单料罐的使用,快接接头三7通过软管路5与加料罐二10供料管路相通,手动三通球阀一3与手动三通球阀二8的另一路均与截止阀6连通,快接接头一2、快接接头二4、快接接头三7和快接接头四9均通过软管卡箍与软管路5连通,手
动三通球阀一3和手动三通球阀二8均为t型,截止阀6选用卡箍式快装截止阀。
21.使用时,快接接头一2、快接接头二4、快接接头三7和快接接头四9直接通过软管卡箍与软管路5连通,既便于连通软管路5,又便于连通手动三通球阀一3和手动三通球阀二8,安装拆卸简便;
22.手动三通球阀一3和手动三通球阀二8均选用t型,实现三条正交的管道相互联通和切断第三条通道,满足加料罐一1和加料罐二10间的料液互通需求;
23.截止阀6选用卡箍式快装截止阀,既便于料液的互通,又能起到在单料罐使用时手动三通球阀一3和手动三通球阀二8同时磨损泄露下的切断作用,安装拆卸简便;
24.加料罐一1和加料罐二10能够通过改进设计供料罐路预热的plc逻辑关系,实现其互通时下的同步预热功能;
25.当需要加料罐一1和加料罐二10互通式时,首先只需分别开启手动三通球阀一3和手动三通球阀二8至所需位置,然后手动开启截止阀6,其次加料罐一1和加料罐二10的料液供给,最后点击控制屏上的加料罐一1和加料罐二10同步预热功能按钮,即可实现加料罐一1和加料罐二10的互通,且加料罐一1和加料罐二10内部的料液温度能够同步预热至所需温度值且供料正常,如只需单料罐时,首先只需对应开启手动三通球阀一3至所需位置,另一手动三通球阀二8则关闭,然后手动关闭截止阀6,其次正常进行加料罐一1和加料罐二10的料液供给,最后点击控制屏上的加料罐一1和加料罐二10上对应的预热功能按钮,即可确保单料罐的使用。
26.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本实用新型宗旨的前提下还可以作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1