一种卫生护理床垫的制作设备及工艺的制作方法
1.本技术涉及卫生护理用品技术领域,尤其是涉及一种卫生护理床垫的制作设备及工艺。
背景技术:
2.卫生护理床垫主要用于长期卧床病人,大小便失禁者及产妇,尿床小孩等,是理想的一次性卫生用品。护理床垫包括下表层、上表层以及设置于上表层和下表层之间的吸收体,下表层、上表层均为卫生纸,卫生纸具有透气性,吸收体由木浆纤维和高分子吸水材料混合制成。
3.现有的护理床垫的吸收体制作设备中,发明人认为存在有以下缺陷:高分子吸水材料在吸收体内固定性较低,成型后的护理床垫的吸收体内的高分子吸水材料容易出现滑动堆积现象,进而导致吸收体吸液不均匀,导致护理床垫容易出现部分吸水部分不吸水现象,因此需要进一步改进。
技术实现要素:
4.一方面,为了提高吸收体吸液的均匀度,本技术的目的之一是提供一种卫生护理床垫的制作设备。
5.本技术提供的一种卫生护理床垫的制作设备采用如下的技术方案:一种卫生护理床垫的制作设备,包括对上卫生纸和下卫生纸进行输送的机体、设置于机体以将木浆粉碎成木浆纤维的粉碎仓、位于粉碎仓下方的吸附床、位于粉碎仓的上游以对下卫生纸的表面进行涂胶的涂胶装置以及位于粉碎仓的下游的高分子下料辊,所述涂胶装置包括转动连接于机体的转运辊,所述转运辊的外表面凸出设置有呈网格状的凸棱部,所述转运辊的凸棱部抵接于下卫生纸的表面,所述涂胶装置还包括对转运辊的凸棱部进行抹胶的抹胶机构。
6.通过采用上述技术方案,通过抹胶机构对转运辊的外周壁进行抹胶作业,使得胶水附着于转运辊的凸棱部,当下卫生纸表面与转运辊凸棱部外表面接触时,附着于转运辊的凸棱部的胶水转移至下卫生纸的表面,从而使得下卫生纸表面呈现网格状的胶水纹路,下卫生纸进行输送经过粉碎仓的下方时,木浆纤维经过吸附床的负压作用,从粉碎仓的出料口掉至下卫生纸表面并粘附于胶水上,从而使得木浆纤维在下卫生纸表面形成具有多个容纳腔的网格状木浆纤维层,后续从高分子下料辊出料的高分子材料掉至网状缝隙内,一方面,提高木浆纤维和高分子吸水材料的分布均匀度,提高护理床垫的吸水能力,另一方面,对高分子吸水材料进行有效限位,从而减少成品护理垫的高分子吸水材料发生滑动的可能,进而提高吸收体吸液的均匀度。
7.优选的,所述抹胶机构包括位于转运辊上方以用于存储胶水的储胶箱、位于转运辊上方的安装座、设置于安装座的涂抹海绵体以及一端连接于储胶箱的输液管,所述安装座开设有第一通孔,所述输液管的另一端连通于第一通孔,所述输液管出液口处的胶水通
过第一通孔流至涂抹海绵体,涂抹海绵体的下端抵接于转运辊的凸棱部外表面。
8.通过采用上述技术方案,储胶箱内的胶水依次通过输液管、第一通孔流至涂抹海绵体上,从而保持涂抹海绵体呈湿润状态,涂抹海绵体与转运辊接触,从而实现涂抹海绵体对转运辊的外周壁进行抹胶作业。
9.优选的,所述安装座的一端开设有沿安装座的长度方向延伸的滑移腔,所述涂抹海绵体的上部固定连接有滑条,所述滑条滑移连接于滑移腔,所述滑条贯穿开设有第二通孔,第二通孔的一端连通于第一通孔,第二通孔的另一端连通于涂抹海绵体。
10.通过采用上述技术方案,设置有滑移腔和滑条,实现涂抹海绵体和安装座的滑动式装配,储胶箱内的胶水依次通过输液管、第一通孔、第二通孔流至涂抹海绵体上,从而保持涂抹海绵体呈湿润状态,涂抹海绵体与转运辊接触,从而实现涂抹海绵体对转运辊的外周壁进行抹胶作业,工作人员可通过滑动滑条改变滑条与安装座的滑移位置,从而改变第二通孔的孔径大小,进而控制胶水的流量,也可以滑动滑条,使得第一通孔和第二通孔呈错位分布,从而实现第一通孔的封堵。
11.优选的,所述安装座设置有调节滑条滑移位置的调节组件,所述调节组件包括固定连接于滑条的安装块、固定连接于安装座外侧壁的固定块、螺纹穿设于固定块的调节螺杆以及可拆卸连接于安装块和固定块之间的弹性件,调节螺杆的端部抵接于安装块,所述安装座的侧壁开设有沿其长度方向延伸的滑槽,滑槽连通于滑移腔,安装块滑移穿过滑槽且部分外露于安装座,所述滑槽的槽口延伸至安装座一端。
12.通过采用上述技术方案,通过转动调节螺杆,从而对调节螺杆的进给长度进行调节,进而通过安装块推动滑条进行滑移调节和对滑条的滑移位置进行固定,有效减少滑条在工作过程中发生滑移现象的可能,保证第二通孔的孔径稳定性,进而保证胶水流量的一致性,另外,弹性件与安装块和固定块可拆卸连接,便于对滑条和涂抹海绵体整体进行更换。
13.优选的,所述弹性件为拉伸弹簧,所述安装块和固定块均设置有供拉伸弹簧端部的挂钩勾设的固定环。
14.通过采用上述技术方案,将拉伸弹簧两端的挂钩分别对应挂设于安装块和固定块上的固定环,从而实现拉伸弹簧与安装块、固定块的可拆卸连接,当需要对滑条和涂抹海绵体整体进行更换时,将拉伸弹簧靠近安装块的一端上的挂钩与固定环分离,从而将滑条和涂抹海绵体抽出安装座,对其进行更换。
15.优选的,所述机体转动连接有对下卫生纸卷进行放卷的第一放卷辊、位于第一放卷辊下游的换向辊组、位于换向辊组下游对上卫生纸卷进行放卷的第二放卷辊以及对贴合后的上卫生纸和下卫生纸进行收卷的收卷辊,所述换向辊组包括位于粉碎仓下游的第一换向辊以及位于第一换向辊下游且位于第一换向辊下方的第二换向辊,所述第二换向辊位于第一放卷辊和第一换向辊之间,所述机体设置有对由下卫生纸表面掉落的木浆纤维进行收集的接料槽,所述接料槽上部呈开口设置,接料槽位于第一换向辊的下方。
16.通过采用上述技术方案,位于第一换向辊和第二换向辊之间的下卫生纸表面的未粘附的木浆纤维由于自重掉至接料槽内进行集中收集,从而使得位于第二换向辊和第二放卷辊之间的下卫生纸表面形成网格状木浆纤维层,同时,第二换向辊表面与木浆纤维层接触对木浆纤维进行压实,提高木浆纤维与下卫生纸表面的粘接牢固性。
17.优选的,所述接料槽设置有将接料槽内的木浆纤维抽送至粉碎仓内的抽料组件。
18.通过采用上述技术方案,设置有抽料组件,将接料槽内的木浆纤维抽送至粉碎仓内,实现回收,经过粉碎仓的出料口再次掉至位于涂抹辊和第一换向辊之间的下卫生纸上表面。
19.优选的,所述抽料组件包括连接于接料槽和粉碎仓之间的抽料管以及设置于抽料管以将接料槽内的木浆纤维抽送至粉碎仓的抽气泵,所述抽料管连接有内置于粉碎仓的出料管,出料管的下周壁开设有出料孔,出料孔设置有多个且沿出料管的轴线方向分布。
20.通过采用上述技术方案,通过抽气泵将接料槽内的木浆纤维依次抽送至抽料管和出料管,经出料孔落下,木浆纤维在出料管的气流以及吸附床上的吸附气流共同带动下进行下落,有效提高木浆纤维的下料速度和在下卫生纸表面的分布均匀度。
21.优选的,所述机体转动连接有限位初压辊,限位初压辊位于粉碎仓和第一换向辊之间以对掉落在下卫生纸表面的木浆纤维进行压实作业。
22.通过采用上述技术方案,设置有限位初压辊,对掉落在下卫生纸表面的木浆纤维进行压实,提高木浆纤维与下卫生纸的粘接牢固性。
23.另一方面,为了提高吸收体吸液的均匀度,本技术的目的之二是提供一种卫生护理床垫的制作工艺。
24.一种卫生护理床垫的制作工艺,包括以下步骤:步骤s1、对下卫生纸上表面进行抹胶,储胶箱内的胶水依次通过输液管、第一通孔、第二通孔流至涂抹海绵体上,从而保持涂抹海绵体呈湿润状态,涂抹海绵体与转运辊接触,从而实现涂抹海绵体对转运辊的外周壁进行抹胶作业;转运辊上的胶水转移至下卫生纸上表面,从而在下卫生纸表面形成网格状胶水纹路;步骤s2、在下卫生纸上表面形成网格状木浆纤维层,在粉碎仓内粉碎成型的木浆纤维在吸附床的气流以及出料管的气流共同带动下进行下落至下卫生纸上表面,并且均布于下卫生纸后,经过限位初压辊进行初压作业;步骤s3、在网格状木浆纤维层填充高分子吸水材料,高分子下料辊转动时高分子吸水材料被均匀撒落,被均匀撒落的高分子吸水材料滑入木浆纤维层的网状缝隙,与木浆纤维混合;步骤s4、对上卫生纸和下卫生纸进行封边压实;步骤s5、对成品护理床垫进行收卷。
25.综上所述,本技术包括以下至少一种有益技术效果:木浆纤维在下卫生纸表面形成具有多个容纳腔的网格状木浆纤维层,后续从高分子下料辊出料的高分子材料掉至容纳腔内,一方面,提高木浆纤维和高分子吸水材料的分布均匀度,提高护理床垫的吸水能力,另一方面,对高分子吸水材料进行有效限位,从而减少成品护理垫的高分子吸水材料发生滑动的可能,进而提高吸收体吸液的均匀度;工作人员可通过滑动滑条改变滑条与安装座的滑移位置,从而改变第二通孔的孔径大小,进而控制胶水的流量,也可以滑动滑条,使得第一通孔和第二通孔呈错位分布,从而实现第一通孔的封堵;通过转动调节螺杆,从而对调节螺杆的进给长度进行调节,进而通过安装块推动滑条进行滑移调节和对滑条的滑移位置进行固定,有效减少滑条在工作过程中发生滑移现
象的可能,保证第二通孔的孔径稳定性,进而保证胶水流量的一致性,另外,弹性件与安装块和固定块可拆卸连接,便于对滑条和涂抹海绵体整体进行更换。
附图说明
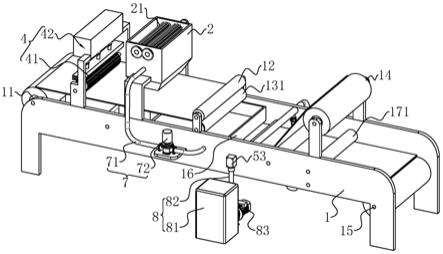
26.图1是一种卫生护理床垫的制作设备的整体结构示意图。
27.图2是换向辊组的结构示意图。
28.图3是转运辊的结构示意图。
29.图4是安装座和滑条的结构示意图。
30.图5是调节组件的结构示意图。
31.图6是图5在a处的局部放大示意图。
32.图7是粉碎仓的内部结构示意图。
33.图8是输料组件和下料管的结构示意图。
34.附图标记说明:1、机体;11、第一放卷辊;12、限位初压辊;131、第一换向辊;132、第二换向辊;14、第二放卷辊;15、收卷辊;16、接料槽;17、封边压缩辊组;171、第一压实辊;172、第二压实辊;18、喷胶枪;2、粉碎仓;21、粉碎辊;3、吸附床;4、涂胶装置;41、转运辊;42、抹胶机构;421、储胶箱;422、输液管;423、安装座;424、涂抹海绵体;425、滑条;426、第一通孔;427、第二通孔;428、流量控制阀;429、滑移腔;420、滑槽;5、下料管;51、下料孔;52、伺服电机;53、旋转接头;6、调节组件;61、安装块;62、固定块;63、调节螺杆;64、调节轮;65、拉伸弹簧;66、固定环;7、抽料组件;71、抽料管;72、抽气泵;73、出料管;74、出料孔;8、输料组件;81、储料箱;82、输料管;83、输料泵。
具体实施方式
35.以下结合附图1
‑
8对本技术作进一步详细说明。
36.本技术实施例公开一种卫生护理床垫的制作设备,参照图1、图2,包括对上卫生纸和下卫生纸进行输送的机体1、设置于机体1以将木浆粉碎成木浆纤维的粉碎仓2、位于粉碎仓2下方的吸附床3、位于粉碎仓2的上游以对下卫生纸的表面进行涂胶的涂胶装置4以及位于粉碎仓2的下游的高分子下料辊,粉碎仓2内转动连通有一对粉碎辊21。
37.参照图1、图2,机体1转动连接有位于涂胶装置4的上游以对下卫生纸卷进行放卷的第一放卷辊11、位于粉碎仓2下游的限位初压辊12、位于粉碎仓2下游的换向辊组、位于换向辊组下游对上卫生纸卷进行放卷的第二放卷辊14以及对贴合后的上卫生纸和下卫生纸进行收卷的收卷辊15。第一放卷辊11位于涂胶装置4的上游,换向辊组位于高分子下料辊的上游,第二放卷辊14位于高分子下料辊的下游。
38.参照图2、图3,涂胶装置4包括转动连接于机体1且位于下卫生纸上方的转运辊41以及对转运辊41外周壁进行抹胶的抹胶机构42,转运辊41的长度方向平行于下卫生纸的宽度方向,转运辊41的长度小于下卫生纸的宽度。转运辊41的外表面凸出设置有呈网格状的凸棱部,转运辊41的凸棱部抵接于下卫生纸的上表面。抹胶机构42包括位于转运辊41上方以用于存储胶水的储胶箱421、位于转运辊41和储胶箱421之间的安装座423、设置于安装座423的涂抹海绵体424以及一端连接于储胶箱421的输液管422,储胶箱421固定连接于机体1。
39.参照图3、图4,安装座423的一端开设有沿安装座423的长度方向延伸的滑移腔429,安装座423的上端面开设有连通于滑移腔429的第一通孔426,第一通孔426设置有多个且沿安装座423的长度方向分布,输液管422的另一端连通于第一通孔426,输液管422设置有控制其通闭的流量控制阀428。涂抹海绵体424的上部固定连接有滑条425,滑条425滑移连接于滑移腔429,滑条425贯穿开设有第二通孔427,第二通孔427的一端连通于第一通孔426,第二通孔427的另一端连通于涂抹海绵体424,当第一通孔426和第二通孔427连通时,输液管422出液口处的胶水依次通过第一通孔426、第二通孔427流至涂抹海绵体424,涂抹海绵体424的下端抵接于转运辊41的凸棱部外表面。
40.参照图5、图6,安装座423设置有调节滑条425滑移位置的调节组件6,调节组件6包括固定连接于滑条425的安装块61、固定连接于安装座423外侧壁的固定块62、螺纹穿设于固定块62的调节螺杆63、同轴固定套设于调节螺杆63的端部的调节轮64以及可拆卸连接于安装块61和固定块62之间的弹性件。调节螺杆63的端部抵接于安装块61,安装座423的侧壁开设有沿其长度方向延伸的滑槽420,滑槽420连通于滑移腔429,安装块61滑移穿过滑槽420且部分外露于安装座423,滑槽420的槽口延伸至安装座423一端。弹性件为拉伸弹簧65,安装块61和固定块62均设置有供拉伸弹簧65端部的挂钩勾设的固定环66。
41.参照图1、图2,换向辊组包括转动连接于机体1且位于粉碎仓2下游的第一换向辊131以及位于第一换向辊131下游且位于第一换向辊131下方的第二换向辊132,第一换向辊131位于限位初压辊12的正下方。第二换向辊132转动连接于机体1,第二换向辊132位于第一放卷辊11和第一换向辊131之间,第二换向辊132位于吸附床3的下方。机体1设置有对由下卫生纸表面掉落的木浆纤维进行收集的接料槽16,接料槽16上部呈开口设置,接料槽16位于第一换向辊131的下方。
42.参照图2、图7,接料槽16设置有将接料槽16内的木浆纤维抽送至粉碎仓2内的抽料组件7,抽料组件7包括连接于接料槽16和粉碎仓2之间的抽料管71以及设置于抽料管71以将接料槽16内的木浆纤维抽送至粉碎仓2的抽气泵72,抽料管71连接有内置于粉碎仓2的出料管73,出料管73位于粉碎辊21的下方,出料管73的下周壁开设有出料孔74,出料孔74设置有多个且沿出料管73的轴线方向分布。
43.参照图1、图8,高分子下料辊为具有空腔的下料管5,下料管5转动连接于机体1,下料管5的周壁开设有一排下料孔51,下料管5的一端连接有驱动下料管5转动的伺服电机52,下料管5的另一端连接有输料组件8。输料组件8包括通过旋转接头53连接于下料管5的输料管82、连接于输料管82的另一端以对高分子吸水材料储存的储料箱81以及将储料箱81内的高分子吸水材料抽送至下料管5的输料泵83。机体1转动连接有对贴合后的下卫生纸和上卫生纸进行压实的封边压缩辊组17,封边压缩辊组17包括第一压实辊171和第二压实辊172,第一压缩辊抵接于上卫生纸上表面,第二压实辊172抵接于下卫生纸下表面。机体1设置有对下卫生纸上表面边缘两侧进行喷胶的喷胶枪18,喷胶枪18位于下料管5下游且位于封边压缩辊组17上游。
44.本技术实施例还公开一种卫生护理床垫的制作工艺,包括以下步骤:步骤s1、对下卫生纸上表面进行抹胶,储胶箱421内的胶水依次通过输液管422、第一通孔426、第二通孔427流至涂抹海绵体424上,从而保持涂抹海绵体424呈湿润状态,涂抹海绵体424与转运辊41接触,从而实现涂抹海绵体424对转运辊41的外周壁进行抹胶作业;
转运辊41上的胶水转移至下卫生纸上表面,从而在下卫生纸表面形成网格状胶水纹路,进行抹胶工作前,先通过胶水将涂抹海绵体424内的空气挤出,并使得涂抹海绵体424呈湿润状态。
45.步骤s2、在下卫生纸上表面形成网格状木浆纤维层,在粉碎仓2内粉碎成型的木浆纤维在吸附床3的气流以及出料管73的气流共同带动下进行下落至下卫生纸上表面,并且均布于下卫生纸后,经过限位初压辊12进行初压作业,提高木浆纤维与胶水的接触面积,从而提高木浆纤维与下卫生纸的粘接牢固性,下卫生纸经过第一换向辊131和第二换向辊132转运,位于第一换向辊131和第二换向辊132之间的下卫生纸表面的未粘附的木浆纤维由于自重掉至接料槽16内进行集中收集,从而使得位于第二换向辊132和第二放卷辊14之间的下卫生纸表面形成网格状木浆纤维层。
46.步骤s3、在网格状木浆纤维层填充高分子吸水材料,伺服电机52驱动高分子下料辊转动时,输料泵83将高分子吸水材料抽送至下料管5,高分子吸水材料被均匀撒落,被均匀撒落的高分子吸水材料掉入木浆纤维层的网状缝隙,与木浆纤维混合,一方面,提高木浆纤维和高分子吸水材料的分布均匀度,提高护理床垫的吸水能力,另一方面,对高分子吸水材料进行有效限位,从而减少成品护理垫的高分子吸水材料发生滑动的可能,进而提高吸收体吸液的均匀度。
47.步骤s4、对上卫生纸和下卫生纸进行封边压实,通过喷胶枪18对下卫生纸位于木浆纤维层两侧边缘处进行喷胶作业,上卫生纸和下卫生纸贴合后,经过第一压实辊171和第二压实辊172进行封边压实,防止木浆纤维和高分子吸水材料漏出。
48.步骤s5、对成品护理床垫进行收卷,通过收卷辊15进行收卷作业。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1