一种复合材料球棒生产工艺的制作方法
1.本发明涉及一种复合材料球棒生产工艺。
背景技术:
2.现有的球棒在成型过程中一些端部需要采用复合材料的成型,在成型之前需要预先将复合材料置入球棒的金属打击棒体内,另外由于复合材料再成型的过程中处于柔性状态,需要在模具中通过气压进行支撑,由此需要在复合材料部分与金属打击棒体预接的过程中预先置入充气袋从而能够满足在模具热成型的过程中充气保证复合材料内部形状。
3.现有采用人工操作的方法若没有辅助工具复合材料容易形变且复合材料置入金属打击棒体的端部后位置无法准确,造成后续成型无法达到设计要求。
技术实现要素:
4.为了解决现有的复合材料球棒在成型过程中复合材料制造端盖与金属材料制造球棒无法方便地进行预装配。
5.本发明的技术方案如下:一种复合材料球棒生产工艺,所述复合材料球棒,包括空心的打击棒体及复合管材手柄,所述打击棒体朝向复合管材手柄的一端表面具有镂空的定位孔,所述复合管材手柄朝向打击棒体一端具有嵌入定位孔内的凸部,所述复合管材手柄朝向打击棒体一端延伸入打击棒体下部内,复合管材手柄表面具有配合扣入打击棒体下端的环形凹部;
6.具体生产步骤如下:
7.(1)预制片状复合材料及成型的打击棒体;
8.(2)准备复合材料成型轮廓的芯棒,初始在芯棒表面对应复合材料需要成型的区段包裹一层复合材料,复合材料卷绕在棒状的芯棒表面,首层复合材料内表面紧贴首层的复合材料首尾两端通过胶带固定连接;
9.(3)之后在首层复合材料上表面粘贴片状的复合材料,片状复合材料底面为粘性表面,每贴附一次片状复合材料则旋转芯棒一个角度;
10.(4)重复多次,直至形成的复合管材厚度达到预设要求形成用于成型复合管材手柄的复合材料坯件,将复合材料坯件内置入充气袋,将复合材料坯件的端部置入已经成型打击棒体内;
11.(5)复合材料坯件的边缘需超过打击棒体定位孔,之后将组配好的待成型工件置入模具内,充气袋连接气泵;
12.(6)模具在加热的同时对充气袋充气,保证复合材料坯件内部支撑,待成型完成后解除气泵工作,抽离充气袋即可形成复合材料球棒。
13.优选的,所述复合管材手柄朝向打击棒体的一端延伸至定位孔上端,所述打击棒体为金属材质。
14.优选的,所述定位孔沿圆周方向均匀布设,所述定位孔呈上大下小的水滴状。
15.优选的,所述复合材料利用一贴料机上贴于芯棒上,所述贴料机包括机架及滑动配合于机架上的移动托盘,所述机架上具有驱动移动托盘往复移动的移位驱动装置,所述移动托盘的上方设置有由升降驱动装置驱动的罩板框架,所述罩板框架内部固定有蒙皮,所述罩板框架上还固定有位于蒙皮内部的负压接头,所述负压接头经管路与真空发生器连接,所述芯棒固定于移动托盘上表面。
16.优选的,所述移动托盘上表面固定有成对的芯棒座,所述芯棒座内侧具有用于放置芯棒的放置槽,所述芯棒的两端限位于芯棒座内。
17.优选的,所述机架中部两侧固定有导轨,所述移动托盘两侧与导轨滑动配合,移位驱动装置为固定于机架上的移动气缸,所述移动气缸的伸缩端平行于导轨且与移动托盘下部固定连接。
18.优选的,设置于机架上固定连接有竖向支架,所述竖向支架的顶端固定有横梁,所述升降驱动装置为固定于横梁上的升降气缸,所述升降气缸的伸缩端经连杆与罩板框架连接。
19.优选的,所述蒙皮周侧通过夹钳夹于罩板框架周侧。
20.优选的,所述芯棒座朝向芯棒截面较大的一侧铰接连接有能转动的端盖,端盖内侧具有以供芯棒插入的槽孔,所述端盖外侧面具有内凹的定位凹槽,芯棒座位于端盖外侧端经弹簧连接有设有能顶入定位凹槽与端盖外侧面接触的滚珠,所述芯棒座上表面内凹有用于嵌入弹簧及滚珠的安装槽。
21.与现有技术相比,本发明具有如下有益效果:
22.(1)本发明利用打击棒体的定位孔与复合管材的凸部嵌合从而能够提高连接出的整体强度;保证球击的过程中不会出现手柄与金属打击棒体部分出现分离的现象;
23.(2)复合材料手柄从定位孔中露出形成弹性层,从而在在球棒受球击时,该弹性层保护保护在打击棒体与手柄连接处不会出现裂缝;
24.(3)发明中利用往复移动的移动托盘能够满足双工位制造复合材料坯件的工作,通过芯棒作为基础模型在多层复合材料贴附的情况下满足对球棒局部复合材料型体的生产,提高了生产效率和质量。
附图说明
25.图1为本发明实施例复合管材手柄与打击棒体配合结构剖面示意图;
26.图2为本发明实施例复合管材手柄与打击棒体分解状态连接处结构示意图;
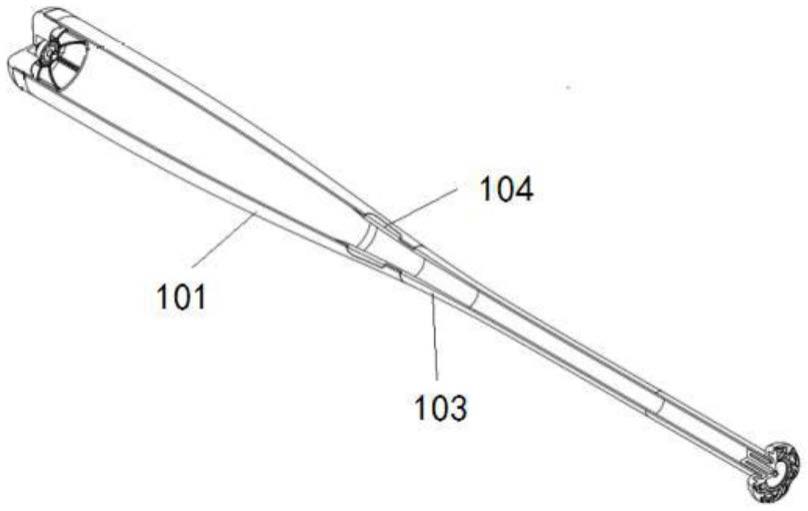
27.图3为本发明整体结构示意图;
28.图4为本发明移动托盘下方结构示意图;
29.图5为本发明实施例带有端盖的芯棒座结构示意图;
30.图中:101-打击棒体,102-定位孔,103-复合管材手柄,104-凸部,105-环形凹部,10-机架,110-导轨,120-竖向支架,130-横梁,140-升降气缸,20-移动托盘,210-滑块,220-移动气缸,230-保护覆膜,30-罩板框架,310-蒙皮,320-负压接头,40-芯棒,410-芯棒座,420-端盖,421-槽孔,422-定位凹槽,423-滚珠,424-弹簧,430-螺栓,50-衬套。
具体实施方式
31.下面结合附图和具体实施例来对本发明进行详细的说明。
32.参见图1-4,一种复合材料球棒生产工艺,所述复合材料球棒,包括包括空心的打击棒体101及复合管材手柄103,所述打击棒体101朝向复合管材手柄的一端表面具有镂空的定位孔102,所述复合管材手柄朝向打击棒体一端外周面具有嵌入定位孔内的凸部104。
33.本实施例中,所述复合管材手柄朝向打击棒体一端延伸入打击棒体下部内,复合管材手柄表面具有配合扣入打击棒体下端的环形凹部105。
34.本实施例中,所述复合管材手柄103朝向打击棒体的一端延伸至定位孔上端,通过环形凹部105与定位孔102的设置能让复合管材手柄103与打击棒体101连接处交替嵌合,从而提高连接出的整体强度;保证球击的过程中不会出现手柄与金属打击棒体部分出现分离的现象。
35.一般地环形凹部105可以是复合管材手柄端部厚度减小实现,凸部104外表面与打击棒体101的外表面光滑过渡。
36.由于复合材料手柄从定位孔102中露出形成弹性层,从而在在球棒受球击时,该弹性层保护保护在打击棒体与手柄连接处不会出现裂缝;
37.本实施例中,所述打击棒体为金属材质,所述定位孔102沿圆周方向均匀布设保证连接均匀,所述复合管材的材料为玻璃纤维复合材料。
38.具体生产步骤如下:
39.(1)预制片状复合材料及成型的打击棒体;
40.(2)准备复合材料成型轮廓的芯棒,初始在芯棒表面对应复合材料需要成型的区段包裹一层复合材料,复合材料卷绕在棒状的芯棒表面,首层复合材料内表面紧贴首层的复合材料首尾两端通过胶带固定连接;
41.(3)之后在首层复合材料上表面粘贴片状的复合材料,片状复合材料底面为粘性表面,每贴附一次片状复合材料则旋转芯棒一个角度;
42.(4)重复多次,直至形成的复合管材厚度达到预设要求形成用于成型复合管材手柄的复合材料坯件,将复合材料坯件内置入充气袋,将复合材料坯件的端部置入已经成型打击棒体内;
43.(5)复合材料坯件的边缘需超过打击棒体定位孔,之后将组配好的待成型工件置入模具内,充气袋连接气泵;
44.(6)模具在加热的同时对充气袋充气,保证复合材料坯件内部支撑,待成型完成后解除气泵工作,抽离充气袋即可形成复合材料球棒。
45.为了能够更好地减少结合处的应力集中,所述定位孔设计成与球棒整体外径轮廓变化相符的呈上大下小的水滴状。
46.所述复合材料利用一贴料机上贴于芯棒上,所述贴料机包括机架10及滑动配合于机架上的移动托盘20,所述机架上具有驱动移动托盘往复移动的移位驱动装置,所述移动托盘的上方设置有由升降驱动装置驱动的罩板框架30,所述罩板框架内部固定有蒙皮310,所述罩板框架上还固定有位于蒙皮内部的负压接头320,所述负压接头320经管路与真空发生器连接,所述移动托盘上表面的两侧固定有作为形状模板的芯棒40。
47.本实施例中,所述移动托盘上表面固定有成对的芯棒座410,所述芯棒座内侧具有
用于放置芯棒的放置槽411,所述芯棒40的两端限位于芯棒座410内。
48.本实施例中,所述真空发生器可以采用笔形真空发生器,直接与负压接头320连接布设在罩板框架周侧。
49.工作时,将芯棒40放置在芯棒座410的放置槽411内,芯棒40的形状外轮廓与待成型的复合材料轮廓一致,初始在芯棒表面对应复合材料需要成型的区段包裹一层复合材料,复合材料卷绕在棒状的芯棒40表面,首层复合材料内表面紧贴首层的复合材料首尾两端通过胶带固定连接,之后在首层复合材料上表面粘贴片状的复合材料,片状复合材料底面为粘性表面,片状的复合材料的宽度仅能覆盖局部的芯棒且片状复合材料只需要对沿芯棒轴向的两端对齐贴在首层复合材料表面即可无需手动操作包裹在芯棒表面;
50.之后移动托盘20在移位驱动装置的驱动下移动至罩板框架30的下方,罩板框架30在升降驱动装置的驱动下下移,蒙皮310覆盖在片状复合材料的表面,真空发生器工作,负压接头向蒙皮与移动托盘20之间的空间抽真空,利用蒙皮310的柔性的特性,将片状复合材料贴合芯棒40轮廓包裹在首层复合材料的外表面,之后解除负压,罩板框架30与移动托盘20分别在移位驱动装置与升降驱动装置的驱动下依次复位,即完成一次贴附操作。
51.每完成一次操作旋转芯棒一个角度继续贴附片状复合材料,再重复上述移动托盘与罩板框架的,直至在达到预定均匀厚度的要求,之后将完成的复合材料型体从芯棒中拔出即完成漏斗状或筒状的复合材料形态,之后与球棒的其他金属构件组合热塑后即可成型球棒。
52.本实施例中,所述的移动托盘20上表面两侧各有两个芯棒即两个操作工位上各设有两个复合材料的工作区域,能同时满足两个操作人员交替进行两个复合材料的贴附工作。
53.在本发明的一个实施例中,所述机架中部两侧固定有导轨110,所述移动托盘20底部固定有与导轨配合的滑块210,移位驱动装置为固定于机架上的移动气缸220,所述移动气缸的伸缩端平行于导轨且与移动托盘20下部固定连接。
54.在本发明的一个实施例中,设置于机架10上固定连接有竖向支架120,所述竖向支架的顶端固定有横梁130,所述升降驱动装置为固定于横梁上的升降气缸140,所述升降气缸的伸缩端经连杆与罩板框架30连接。
55.本实施例中,所述蒙皮周侧通过夹钳夹于罩板框架周侧,蒙皮材料为皮质或塑料。
56.在本发明的一个实施例中,为了方便操作人员对芯棒40每次旋转角度的定位,所述芯棒座410朝向芯棒截面较大的一侧铰接连接有能转动的端盖420,端盖420内侧具有以供芯棒插入的槽孔421,所述端盖外侧面具有内凹的定位凹槽422,芯棒座410位于端盖外侧端经弹簧423连接有设有能顶入定位凹槽与端盖外侧面接触的滚珠424。所述芯棒座上表面内凹有用于嵌入弹簧及滚珠的安装槽425。
57.本实施例中,所述的端盖420内的槽孔421用于置入芯棒40截面较大的一端,芯棒40与端盖420内壁配合较为紧密,在端盖420转动的过程中能够同步带动芯棒40转动,定位凹槽422设置有多个,多个定位凹槽422处于同一半径的圆环内,滚珠423在弹簧424的作用下持续与端盖420的表面接触,当遇到定位凹槽422时通过滚珠423在弹簧424的作用下顶入定位凹槽422内能发出声音并对端盖的旋转产生阻力,操作时,操作人员通过旋转端盖420带动芯棒的旋转,当滚珠423时接触到定位凹槽422时,操作人员能够感觉到阻力从而保证
旋转角度的准确,继续转动时只需要提高用力程度克服弹簧424的弹力即可继续旋转直至滚珠423接触下一个定位凹槽422。
58.采用本实施例方案能够提高操作人员的角度定位使复合材料更加均匀。
59.所述的端盖420可以通过螺栓实现与芯棒座410的铰接连接也可以通过轴承实现。
60.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1