一种板材热压装置的制作方法
[0001]
本实用新型涉及板材加工技术领域,具体涉及一种板材热压装置。
背景技术:
[0002]
热压机是板材贴面生产中的重要装置,用于将板材和其表面的装饰纸压贴在一起。热压机一般包括上热压板和下热压板,双面压贴时,先将板材的上下表面均铺设装饰纸,再将已铺设装饰纸的板材放置在下热压板上,然后驱动下热压板向上热压板运动,直至将上述板材压紧在上、下热压板之间,由于装饰纸上有胶,通过高温热压,胶会融化产生粘性,从而使得装饰纸贴压在板材上,但是这种结构的热压机会导致板材下表面接触热压板的时间较长,而板材上表面接触热压板的时间较短,也即导致板材上下表面的压贴时间相差较多,从而直接影响板材压贴质量。
技术实现要素:
[0003]
本实用新型要解决的技术问题是提供一种板材热压装置,能够有效缩短板材上、下表面的压贴时间差,利于提高板材压贴质量。
[0004]
为了解决上述技术问题,本实用新型提供的技术方案如下:
[0005]
一种板材热压装置,包括架体、上热压板和下热压板,其特征在于,还包括活动支架,所述架体的两侧均铰接有所述活动支架,所述活动支架的一端和所述架体相铰接,另一端连接有搭接台,位于所述架体两侧的活动支架上的搭接台之间形成用于支撑板材的支撑部,所述上热压板和所述架体相连接,所述下热压板通过第一驱动装置和所述架体相连接,所述第一驱动装置用于驱动所述下热压板相对所述上热压板移动,所述下热压板的两侧均连接有推动器,所述推动器和所述活动支架一一对应,每个所述推动器用于推动相应的所述活动支架摆动。
[0006]
在其中一个实施方式中,所述推动器上设置有滚动件,所述推动器推动所述活动支架摆动时,所述滚动件抵顶在所述活动支架上。
[0007]
在其中一个实施方式中,所述活动支架上设置有用于和所述滚动件相抵顶的弧形部。
[0008]
在其中一个实施方式中,所述架体两侧的所述活动支架呈对称设置。
[0009]
在其中一个实施方式中,所述活动支架均通过安装座和所述架体相连接,所述安装座和所述活动支架通过销轴相铰接,所述安装座上还连接有限位销。
[0010]
在其中一个实施方式中,所述搭接台上连接有保护垫板。
[0011]
在其中一个实施方式中,所述保护垫板采用四氟乙烯垫板。
[0012]
在其中一个实施方式中,所述搭接台上连接有多个保护垫板,相邻两个所述保护垫板之间留有间隙。
[0013]
在其中一个实施方式中,所述第一驱动装置采用液压缸或气缸。
[0014]
本实用新型具有以下有益效果:本实用新型的板材热压装置,能够有效缩短板材
上、下表面的压贴时间差,大大提高了板材压贴质量。
附图说明
[0015]
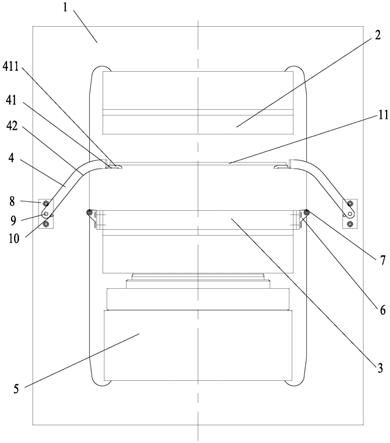
图1是本实用新型的板材热压装置的结构示意图;
[0016]
图2是图1所示的板材热压装置的俯视图;
[0017]
图3是图1所示的板材热压装置的闭合状态示意图;图中:1、架体,2、上热压板,3、下热压板,4、活动支架,41、搭接台,411、保护垫板,42、弧形部,5、第一驱动装置,6、推动器,7、滚动件,8、安装座,9、销轴,10、限位销,11、板材。
具体实施方式
[0018]
下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
[0019]
如图1所示,本实施例公开了一种板材热压装置,包括架体1、上热压板2和下热压板3,还包括活动支架4,架体1的左右两侧均铰接有活动支架4,活动支架4的一端和架体1相铰接,另一端连接有搭接台41,位于架体1两侧的活动支架4上的搭接台41之间形成用于支撑板材11的支撑部,上热压板2和架体1相连接,下热压板3均可移动地连接在架体1上,下热压板3通过第一驱动装置5和架体1相连接,第一驱动装置5用于驱动下热压板相对上热压板移动,下热压板3的两侧均连接有推动器6,推动器6和活动支架4一一对应,每个推动器6用于推动相应的活动支架4摆动。
[0020]
其中,第一驱动装置5用于驱动下热压板3做升降运动,第一驱动装置5驱动下热压板3上升时会带动推动器6上升而推动活动支架4做摆动运动。
[0021]
在其中一个实施方式中,推动器6上设置有滚动件7,推动器6推动活动支架4摆动时,滚动件7抵顶在活动支架4上。利用滚动件7来抵顶活动支架4,可以有效减少两者之间的摩擦,可有效防止活动支架4损伤。
[0022]
在其中一个实施方式中,活动支架4上设置有用于和滚动件7相抵顶的弧形部42,也即滚动件7是沿弧形部42逐渐滚动上升而驱动活动支架4向外摆动,可使得活动支架4的运动更加平稳,且可有效避免活动支架4发生损伤。
[0023]
在其中一个实施方式中,架体1左右两侧的活动支架4呈对称设置,以更好的保证两个活动支架4对板材11的支撑稳定性。
[0024]
进一步地,如图2所示,架体1的同一侧可设置两个活动支架4,同侧的两个活动支架4之间连接有搭接台41。
[0025]
在其中一个实施方式中,活动支架4均通过安装座8和架体1相连接,安装座8和活动支架4通过销轴9相铰接,安装座8上还连接有限位销10,以限位活动支架4的摆动角度。
[0026]
在其中一个实施方式中,搭接台41上连接有保护垫板411,以保护板材11和其下表面的装饰纸,避免活动支架4在运动过程中损坏装饰纸。
[0027]
进一步地,如图2所示,搭接台上连接有多个保护垫板,相邻两个保护垫板之间留有间隙。
[0028]
在其中一个实施方式中,保护垫板411采用四氟乙烯垫板,光滑度较高,摩擦力小,能够有效减少其与板材11下表面装饰纸之间的摩擦可有效保护装饰纸,避免装饰纸发生损
坏;另外,四氟乙烯垫板还具有耐高温、耐腐蚀和无毒害的作用。在其中一个实施方式中,第一驱动装置5采用液压缸或气缸。
[0029]
在其中一个实施方式中,上热压板2和下热压板3上均设置有用于加注导热油的油槽。
[0030]
在其中一个实施方式中,上热压板2和下热压板3均采用钢板。
[0031]
在上述装置中,上热压板2直接固定在和架体1,或者上热压板2可移动地连接在架体1上,使得上热压板2也可以向着下热压板3的方向移动。
[0032]
本实施例的板材热压装置的使用方法为:
[0033]
如图1所示,先将架体1两侧活动支架4的搭接台41均摆动至上热压板2和下热压板3之间,并因限位销10的限位作用,使得活动支架4最终摆动至限位销10位置后停止,再将板材11(板材11的上、下表面均已铺设装饰纸)的一端搭接位于在架体1一侧的活动支架4的搭接台41上,另一端搭接在位于架体1另一侧的活动支架4的搭接台41上,启动第一驱动装置5驱动下热压板3向上运动,从而带动推动器6一起向上运动,推动器6逐渐上升至和活动支架4相接触,并逐渐抵顶活动支架4而使得活动支架4向外侧摆动,从而使得架体1两侧的活动支架4逐渐张开,当张开至一定角度时,板材11从搭接台41上脱离而落至下热压板3上,也即使得板材11的下表面和下热压板3相接触;
[0034]
若上热压板2直接固定在和架体1上,则在板材11落至下热压板3上后,如图3所示,下热压板3继续上升直到板材11的上表面和上热压板2接触,从而使得上热压板2和下热压板3闭合而压紧两者之间的板材11,闭合后,第一驱动装置5停止工作。上述过程中,通过两侧的活动支架4可对板材11起到临时支撑作用,使得上热压板2和下热压板3接触板材11的时间差大大缩短,大大提高了双面压贴板材的质量,使得板材11的上、下表面的装饰纸均能够均匀稳定的贴附在板材表面;
[0035]
若上热压板2可移动地连接在架体1上,则在板材11落至下热压板3之前,上热压板2也持续做下降运动,当板材11落至下热压板3上时,上热压板2也基本下降至板材11的上表面处,之后,上热压板2和下热压板3闭合而压紧两者之间的板材11,该方式使得上热压板2和下热压板3接触板材11(上热压板2和板材11的上表面接触,下热压板3和板材11的下表面接触)的时间基本同步,闭合后,第一驱动装置5停止工作。上述过程中,通过两侧的活动支架4可对板材11起到临时支撑作用,使得上热压板2和下热压板3接触板材11的时间差大大缩短,使得上热压板2和下热压板3几乎可以同时接触板材11,能够更好的保证板材11上下表面压贴时间的一致性,从而大大提高了双面压贴板材的质量,使得板材11的上、下表面的装饰纸均能够均匀稳定的贴附在板材表面;在热压结束后,启动第一驱动装置5带动下热压板3下落,活动支架4在重力作用下自动回落摆动,当摆动至限位销10位置因受到限位作用而停止摆动,从而恢复到初始状态。
[0036]
本实施例的板材热压装置,大大缩短了板材上、下表面的压贴时间差,大大提高了双面压贴板材的质量。
[0037]
以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1