高频电动工具用金属切割锯片的制作方法
[0001]
本实用新型涉及一种高频电动工具用金属切割锯片。
背景技术:
[0002]
高频电动工具一直以来在市场上非常流行,主要应用于装潢以及家用diy加工木材的场合。在金属工件的切断场合应用非常的少,最关键的因素是锯片的性价比不达标。
[0003]
常规的高频电动工具用金属锯片在切割金属件过程中容易产生碎齿以及本体变形等不良,造成最终的寿命偏短,另外还存在一些因为切割过程的刀尖细小崩缺导致切割不走直线,切斜的情况,最终产生产品报废。市场上的金属锯片除了性价比方面的因素外,还有一个缺陷就是切割噪音非常大,已经达到了危害工人听力的程度。
技术实现要素:
[0004]
本实用新型要解决现有金属切割锯片在噪音、崩齿、切割受热变形、切割不走直线的缺点,提出一种高频电动工具用金属切割锯片设计。
[0005]
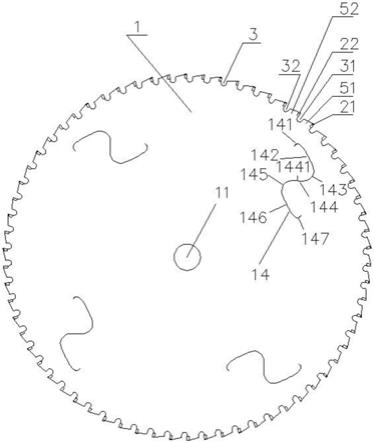
高频电动工具用金属切割锯片,其特征在于:锯片基体1的正中心设有中心孔11。在锯片基体1上有4个沿着中心孔圆周方向均匀分布的消音线14。消音线14呈现左右反写的“s”形,消音线14相对与圆心的距离,更靠近于容屑槽3。锯片周围分布的刀头由梯齿刀头21及平齿刀头22组成,他们在锯片基体1的外圆周方向交替分布。梯齿刀头的顶面211距离中心孔圆心的距离比平齿刀头顶面221距离中心孔的圆心距离大0.20mm。梯齿刀头21的逆时针方向紧接着支撑座ⅰ(51),与平齿刀头22相邻,他们通过容屑槽a(31)紧密连接,在平齿刀头22的逆时针后面挨着支撑座ⅱ(52)。梯齿刀头21及平齿刀头22前刀面呈现平面状。
[0006]
沿逆时针方向依次排列着:与梯齿刀头21紧密相邻的是支撑座ⅰ顶面23,然后接着支撑座ⅰ背面323,然后接着容屑槽a底部322,然后接着平齿刀头支撑座ⅱ前面321,接着是平齿刀头22,接着是平齿刀头支撑座ⅱ的顶面24,以及平齿刀头支撑座ⅱ的背面313,容屑槽b底部312,梯齿刀头支撑座ⅱ的前面311。
[0007]
消音线14由七个小曲线构成,总体形状呈现左右反写的“s”型。消音线14通过中心点1441分成两部分,将其中第一部分绕中心点1441旋转180
°
,与第二部分重合。中心点1441位于小曲线第四段144的中间位置,所述的第一部分包括小曲线第一段141、小曲线第二段142、小曲线第三段143、小曲线第四段144的上半段;所述的第二部分包括小曲线第四段144的下半段、小曲线第五段145、小曲线第6段146、小曲线第七段147。小曲线第一段141与小曲线第七段147形状一样,小曲线第三段143与小曲线第五段145形状一样,小曲线第二段142与小曲线第6段146形状一样。小曲线第二段142与小曲线第四段144的整体形状夹角呈现锐角;小曲线第四段144与小曲线第6段146的整体形状夹角呈现锐角。
[0008]
平齿刀头22的顶面221,呈现一个平面,平面与支撑座ⅱ的顶面24持平,高低差
±
0.10mm。
[0009]
梯齿刀头21的顶面211两侧有45
°
倾斜的第一倒角面214和第二倒角面215。第一倒
角面214与第二倒角面215,倾斜角度一样,面的大小一样,沿着刀头中心线呈现对称分布。
[0010]
支撑座ⅰ的背面323与梯齿刀头前刀面212呈现锐角,角度为20
°±2°
。支撑座ⅱ的背面313与平齿刀头前刀面222呈现锐角,角度为20
°±2°
。
[0011]
优选地,梯齿刀头21与平齿刀头22圆周方向的厚度一样。
[0012]
优选地,梯齿刀头21比平齿刀头22径向方向的长度长0.20mm。
[0013]
优选地,容屑槽a(31)与容屑槽b(32),大小相同,圆周方向容屑的空间宽度3.5
±
0.5mm宽度。
[0014]
锯片上设置消音线用于抗震和消音,消音线也称消音抗震槽,是本领域的现有技术,如cn201621474071、cn201621462318都有描述。
[0015]
切割过程中,通过锯片基体1上面的4处消音线通过削弱震动来解决切割过程中因为锯片基体颤动导致的噪音问题。同时,通过刀头整体嵌入式的设计来改善切割过程因为焊接强度问题导致的掉齿不良,另外通过容屑槽3的空间优化设计,解决合理排屑的问题,降低因为金属屑未及时排除引发的其他不良反应。再者,通过平齿刀头与梯齿刀头组合设计方式解决切割过程中切割到异物导致刀头碎齿问题,与此同时刀头材质的合理应用也非常关键,对产品的切割寿命奠定坚实的基础。
[0016]
本实用新型的有益效果是:在保证焊接强度的同时,能明显降低使用过程中崩齿,噪音、变形以及小崩尖的发生。
附图说明
[0017]
图1为本实用新型的结构示意图。
[0018]
图2为本实用新型的梯形齿及平齿结构图。
具体实施方式
[0019]
下面结合附图进一步说明本实用新型
[0020]
高频电动工具用金属切割锯片,其特征在于:锯片基体1的正中心设有中心孔11。在锯片基体1上有4个沿着中心孔圆周方向均匀分布的消音线14。消音线14呈现左右反写的“s”形,消音线14相对与圆心的距离,更靠近于容屑槽3。锯片周围分布的刀头由梯齿刀头21及平齿刀头22组成,他们在锯片基体1的外圆周方向交替分布。梯齿刀头的顶面211距离中心孔圆心的距离比平齿刀头顶面221距离中心孔的圆心距离大0.20mm。梯齿刀头21的逆时针方向紧接着支撑座ⅰ(51),与平齿刀头22相邻,他们通过容屑槽a(31)紧密连接,在平齿刀头22的逆时针后面挨着支撑座ⅱ(52)。梯齿刀头21及平齿刀头22前刀面呈现平面状。
[0021]
沿逆时针方向依次排列着:与梯齿刀头21紧密相邻的是支撑座ⅰ顶面23,然后接着支撑座ⅰ背面323,然后接着容屑槽a底部322,然后接着平齿刀头支撑座ⅱ前面321,接着是平齿刀头22,接着是平齿刀头支撑座ⅱ的顶面24,以及平齿刀头支撑座ⅱ的背面313,容屑槽b底部312,梯齿刀头支撑座ⅱ的前面311。
[0022]
消音线14由七个小曲线构成,总体形状呈现左右反写的“s”型。消音线14通过中心点1441分成两部分,将其中第一部分绕中心点1441旋转180
°
,与第二部分重合。中心点1441位于小曲线第四段144的中间位置,所述的第一部分包括小曲线第一段141、小曲线第二段142、小曲线第三段143、小曲线第四段144的上半段;所述的第二部分包括小曲线第四段144
的下半段、小曲线第五段145、小曲线第6段146、小曲线第七段147。小曲线第一段141与小曲线第七段147形状一样,小曲线第三段143与小曲线第五段145形状一样,小曲线第二段142与小曲线第6段146形状一样。小曲线第二段142与小曲线第四段144的整体形状夹角呈现锐角;小曲线第四段144与小曲线第6段146的整体形状夹角呈现锐角。
[0023]
梯齿刀头21与平齿刀头22圆周方向的厚度一样。
[0024]
梯齿刀头21比平齿刀头22径向方向的长度长0.20mm。
[0025]
平齿刀头22的顶面221,呈现一个平面,平面与支撑座ⅱ的顶面24持平,高低差
±
0.10mm。
[0026]
梯齿刀头21的顶面211两侧有45
°
倾斜的第一倒角面214和第二倒角面215。第一倒角面214与第二倒角面215,倾斜角度一样,面的大小一样,沿着刀头中心线呈现对称分布。
[0027]
容屑槽a(31)与容屑槽b(32),大小相同,圆周方向容屑的空间宽度3.5
±
0.5mm宽度。
[0028]
支撑座ⅰ的背面323与梯齿刀头前刀面212呈现锐角,角度为20
°±2°
。支撑座ⅱ的背面313与平齿刀头前刀面222呈现锐角,角度为20
°±2°
。
[0029]
本实用新型所述的高频电动工具用金属切割锯片,通过容屑槽b与容屑槽a,对切割过程产生的铁屑进行合理收集,通过支撑座ⅰ的背面323与梯齿刀头前刀面212呈现锐角,角度为20
°±2°
。支撑座ⅱ的背面313与平齿刀头前刀面222呈现锐角,角度为20
°±2°
。实现了切割过程的稳定性,保证齿部的强度,防止出现断齿不良。通过梯齿刀头21的梯形设计,减轻了后刃平齿刀头22的切割量,提升了切割的品质。平齿刀头22的顶面221,呈现一个平面,平面与支撑座ⅱ的顶面24持平,高低差
±
0.10mm,足够的齿背支撑刀头,保证刀头不崩齿。通过锯片基体1上面的4处消音线通过削弱震动来解决切割过程中因为锯片基体颤动导致的噪音问题。同时,通过刀头整体嵌入式的设计来改善切割过程因为焊接强度问题导致的掉齿不良
[0030]
本说明书实施例所述的内容仅仅是对实用新型构思的实现形式的列举,本实用新型的保护范围不应当被视为仅限于实施例所陈述的具体形式,本实用新型的保护范围也包括本领域技术人员根据本实用新型构思所能够想到的等同技术手段。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1