一种扬琴加工用钻孔装置的制作方法
1.本技术涉及扬琴生产技术的领域,尤其是涉及一种扬琴加工用钻孔装置。
背景技术:
2.扬琴是中国常用的一种击弦乐器,与钢琴同宗,音色具有鲜明的特点,音量宏大,刚柔并济;慢奏时,音色如叮咚的山泉,快奏时音色又如潺潺流水。音色明亮,犹如大珠小珠落玉盘般清脆。表现力极为丰富,可以独奏、合奏或为琴书、说唱和戏曲伴奏,在民间器乐合奏和民族乐队中经常充当"钢琴伴奏"的角色,是一种不可缺少的主要乐器。
3.扬琴是由共鸣箱(由面板、弦轴板、弦钉板、前侧板、后侧板以及音梁等构成)、琴码、左滚轴板、山口、滚轴、变音槽、弦轴、弦钉、小桥码及盖板等构成。
4.扬琴有多种型号,不同型号的扬琴有不同的琴弦数量,譬如:402型扬琴总共有144根琴弦,其中裸线(俗称钢线)63根,缠弦81根;501型扬琴总共有124根琴弦。为了将琴弦固定在共鸣箱上,因此需要用到大量的弦钉和旋轴,在通过弦钉和弦轴将琴弦固定在共鸣箱上,需要在共鸣箱上预先打出供弦钉和旋轴安装用的相对应的安装孔。
5.扬琴在加工的过程中,安装孔的加工质量直接影响着扬琴品质的好坏。由于共鸣箱采用木质材料,为了保证扬琴的加工质量,在对扬琴进行打孔的时候多采用人工打孔的方式,采用人工打孔的方式能够更好的保证所钻孔的质量。
6.由于扬琴上所需预先打好的安装孔的数量较多,因此采用传统的划线打孔的方式,需要浪费大量的时间,使扬琴的生产周期增加,加工成本增高。
技术实现要素:
7.为了缩短扬琴加工时间,降低扬琴的生产成本,本技术提供一种扬琴加工用钻孔装置。
8.本技术提供的一种扬琴加工用钻孔装置采用如下的技术方案:一种扬琴加工用钻孔装置,包括支撑架、支撑柱以及主轴箱,所述主轴箱位于所述支撑柱的顶端,所述主轴箱和所述支撑架上下间隔相对,所述支撑架的顶端滑动连接有能够沿着x轴方向移动的x轴移动座;所述x轴移动座与所述支撑架之间设置有用于驱动所述x轴移动座的驱动组件;所述x轴移动座与所述支撑架之间还设置有用于限制x轴移动座每次移动点位距离的第一点位固定机构;所述x轴移动座的顶端滑动连接有能够沿着y轴方向移动的y轴移动座;所述x轴移动座与所述y轴移动座之间设置有第二点位固定机构,所述第二点位固定机构用于限制y轴移动座每次移动点位距离。
9.通过采用上述技术方案,在对扬琴进行钻孔的时候,首先将扬琴放置在y轴移动座上,通过控制x轴移动座和y轴移动座从而使扬琴上每个安装孔的位置与主轴箱中的主轴相对。在对x轴移动座移动的时候,通过第一点位固定机构来控制每次x轴移动座在x轴方向的
移动距离,每次x轴移动座移动一次,从而使扬琴上每列安装孔所在x轴位置与主轴箱的位置相对。当y轴移动座沿着y轴方向移动的时候,通过第二点位固定机构来限制y轴移动座的移动点位,y轴移动座每移动一次,即可使所在列的安装孔一一与主轴箱的主轴相对,从而实现快速将扬琴上的每个安装孔与主轴箱的主轴之间的定位,缩短扬琴的加工时间,提升了加工效率。
10.可选的,所述第一点位固定机构包括固定在所述支撑架上的长条状的定位条以及固定在x轴移动座上的第一锁定机构,所述定位条的长度沿着x轴方向设置,所述定位条上沿着定位条的长度方向间隔设置的定位卡槽,所述x轴移动座沿着x轴方向移动时,所述第一锁定机构能够一一卡入到定位条上的定位卡槽中。
11.通过采用上述技术方案,x轴移动座沿着x轴进行移动时,当第一锁定机构移动至下一个定位卡槽中的时候,放置在y轴移动座上的扬琴与主轴箱的主轴相对的位置为其中一列安装孔x轴方向所在的位置,每移动一次x轴移动座,从而使下一列安装孔所在的位置移动至主轴箱相对的状态,完成扬琴上安装孔的x轴方向的定位。
12.可选的,所述第二点位固定机构包括位于所述x轴移动座上的安装座,所述安装座上回转连接有定位辊,所述定位辊的轴向方向沿着y轴方向设置,所述定位辊的侧壁上设置有多组沿着定位辊的轴向方向间隔排列设置的定位豁口,每组定位豁口均与扬琴上其中一列安装孔相对应,所述第二点位固定机构还包括固定在所述y轴移动座上的第二锁定机构,所述第二锁定机构与所述定位辊相对设置,所述y轴移动座沿着y轴方向移动时,所述第二锁定机构能够依次卡入到一组定位豁口中的每个定位豁口内。
13.同时采用定位辊并在定位辊的圆周方向设置,能够合理利用空间,减少第二点位固定结构所占用的空间。
14.通过采用上述技术方案,通过对定位辊进行转动,从而选择与所要钻出的一列安装孔相对应的那一组定位豁口,在进行钻孔的时候,通过拉动y轴移动座,每当第二锁定机构卡入到定位豁口内部的时候,此时扬琴上与主轴相对的位置为安装孔的孔位,当第二锁定机构卡入到下一个定位豁口中的时候,则为下一个安装孔的钻孔位置。
15.可选的,所述安装座通过微调机构与所述x轴移动座相连,所述微调机构能够带动所述安装座沿着y轴方向进行移动。
16.通过采用上述技术方案,能够对安装座所在的位置进行微调,从而确保扬琴上的安装孔的位置与定位辊上定位豁口之间对应关系的准确性。
17.可选的,所述微调机构包括固定在x轴移动座上的调节座,所述调节座上开设有调节槽,所述调节槽的长度方向沿着y轴方向设置,所述安装座的底端设置有伸入到调节槽内的移动块,所述调节槽内回转连接有调节丝杠,所述调节丝杠贯穿所述移动块且与所述移动块螺纹相连。
18.通过采用上述技术方案,通过采用调节丝杠带动移动块进行移动,从而使移动块能够停留在调节槽中任意位置出,从而能够对安装座的位置调节的更加精准。
19.可选的,所述定位辊上设置有棘轮,所述安装座上铰接有棘爪,所述棘爪上相邻的齿之间的齿槽的数量与定位豁口的组数相同,所述齿槽与每组定位豁口一一对应,所述棘爪卡入到齿槽内时,所对应的定位豁口与所述第二锁定机构相对。
20.通过采用上述技术方案,通过棘轮棘爪的配合,从而使定位辊只能向一个方向进
行转动,避免工作在工作的时候,忘记转动方向,出现定位豁口不能与扬琴上安装孔对应,从而降低因操作失误所出现的加工错误。
21.可选的,所述x轴移动座的顶端表面设置有至少两条沿着y轴方向设置的滑轨,所述y轴移动座的底端与每根滑轨相对的位置设置有至少两个沿着滑轨的长度方向排列设置的滚轮。
22.通过采用上述技术方案,便于对y轴移动座的移动方向进行控制,同时便于对y轴移动座进行拉动。
23.可选的,所述y轴移动座包括座体以及位于座体上方的呈倾斜设置的承载板。
24.通过采用上述技术方案,在将扬琴防止在y轴移动座上的时候,扬琴上需要钻孔的表面接近水平状态,从而利于钻孔。
25.可选的,所述承载板的表面朝向支撑柱的一侧设置有定位挡板,承载板远离支撑柱的一端设置有尾挡,所述尾挡滑动连接在所述承载板上,所述承载板上设置有滑槽,所述承载板能够向所述定位柱方向靠近或远离,所述承载板上设置有螺杆,所述螺杆上螺纹连接有用于将尾挡压紧固定在承载板上的螺母,所述尾挡和定位挡板之间设置有固定在承载板上的侧挡,所述定位挡板、尾挡以及侧挡之间形成用于放置扬琴的存放空间。
26.通过采用上述技术方案,在将扬琴放置到承载板上的时候,定位挡板、围挡以及侧挡之间能够对扬琴进行定位固定,从而能够有效防止在对扬琴进行钻孔的时候扬琴的位置出现移动,从而降低出现废品的概率。
27.可选的,所述驱动组件包括固定在所述x轴移动座上的齿条以及与所述齿条相啮合的齿轮,所述齿条的长度方向沿着x轴方向设置,所述齿轮回转连接在所述支撑架上,所述齿轮上设置有伸出至支撑架外侧的把手。
28.通过采用上述技术方案,只需通过把手转动齿轮,当齿轮转动的时候,通过齿轮与齿条的配合,从而带动整个x轴移动座沿着x轴方向进行移动,从而便于调节x轴移动座的位置。
29.综上所述,本技术包括以下至少一种有益技术效果:1.通过对x轴移动座沿着x轴方向的点位距离进行控制以及y轴移动座沿着y轴方向的点位距离进行控制,从而使扬琴上每个安装孔均能够与主轴箱的主轴相对,实现安装孔与主轴箱的主轴之间的快速定位,从而缩短扬琴加工的时间;2.通过对定位辊进行转动,从而选择与所要钻出的一列安装孔相对应的那一组定位豁口,在进行钻孔的时候,通过拉动y轴移动座,每当第二锁定机构卡入到定位豁口内部的时候,此时扬琴上与主轴相对的位置为安装孔的孔位,当第二锁定机构卡入到下一个定位豁口中的时候,则为下一个安装孔的钻孔位置。
附图说明
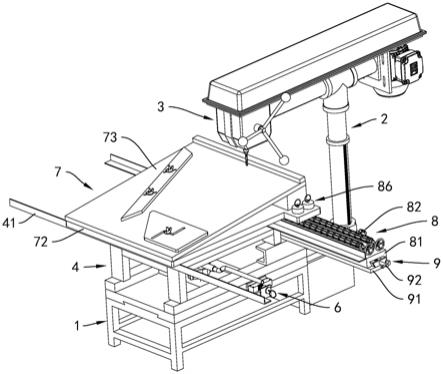
30.图1是本技术实施例的扬琴加工用钻孔装置的结构示意图;图2是本技术实施例中支撑架与x轴移动座之间的连接结构示意图;图3是本技术实施例中支撑架与x轴移动座之间的连接结构的剖视图;图4是图3中a部位的局部放大图;图5是本技术实施例中x轴移动座与y轴移动座之间的连接结构示意图;
图6是图5中沿b-b处的剖视图;图7是图6中c部位的局部放大图;图8是本技术实施例中第二锁定机构中安装座与微调机构的控制端处的结构示意图;图9是本技术实施例中第二锁定机构中安装座与微调机构的连接结构的剖视图;图10是本技术实施例中的y轴移动座的结构示意图。
31.附图标记说明:1、支撑架;2、支撑柱;3、主轴箱;4、x轴移动座;41、滑轨;5、驱动组件;51、齿条;52、齿轮;53、把手;6、第一点位固定机构;61、定位条;611、定位卡槽;62、第一锁定机构;621、第一固定套;6211、滑动腔;622、第一销杆;6221、滑动片;623、弹簧;624、第一拉环;63、连接座;7、y轴移动座;71、滚轮;72、座体;73、承载板;731、定位挡板;732、尾挡;7321、滑槽;733、螺杆;734、元宝螺母;735、侧挡;74、垫块;8、第二点位固定机构;81、安装座;811、移动块;82、定位辊;821、凸棱;8211、定位豁口;83、棘轮;84、棘爪;85、扭簧;86、第二锁定机构;861、第二固定套;862、第二销杆;863、第二拉环;9、微调机构;91、调节座;911、调节槽;92、调节丝杠。
具体实施方式
32.以下结合附图1-10对本技术作进一步详细说明。
33.本技术实施例公开了一种扬琴加工用钻孔装置。
34.参照图1、扬琴加工用钻孔装置包括支撑架1、竖向设置的支撑柱2以及主轴箱3,其中支撑柱2的底端与支撑架1固定相连,主轴箱3固定在支撑柱2的顶端处。主轴箱3以及支撑架1位于支撑柱2的同一侧。主轴箱3以及支撑架1之间上下间隔相对设置。主轴箱3采用现有的钻床主轴箱,位于主轴箱3的内部设置有呈竖直状态的主轴以及带动主轴回转以及上下移动的驱动机构(图中未示出)。
35.参照图1、图2,位于支撑架1的顶端表面滑动连接有能够沿着x轴方向移动的x轴移动座4。位于支撑架1和x轴移动座4之间设置有带动x轴移动座4进行移动的驱动组件。x轴移动座4与支撑架1之间还设置有第一点位固定机构6,第一点位固定机构6用于限制x轴移动座4每次移动的点位距离。
36.位于x轴移动座4的顶端端面上滑动连接有能够沿着y轴方向移动的y轴移动座7,y轴移动座7与x轴移动座4之间设置有第二点位固定机构8,第二点位固定机构8用于限制y轴移动座7每次移动的点位距离。
37.位于x轴移动座4的顶端表面设置有长度方向沿着y轴方向设置的滑轨41,滑轨41焊接固定在x轴移动座4的顶端表面上。y轴移动座7的底端端面与每根滑轨41相对的位置处均安装有两个滚轮71。与每根滑轨41相对的两个滚轮71之间的排列方向沿着滑轨41的长度方向设置。滚轮71的底端抵接在滑轨41上。当y轴移动座7沿着y轴方向进行移动的时候,滚轮71在滑轨41上滚动。
38.参照图2,驱动组件包括焊接固定在x轴移动座4上的齿条51以及回转连接在支撑架1上且与齿条51相啮合的齿轮52,齿条51的长度方向沿着x轴方向设置。齿轮52上焊接固定有把手53,把手53远离齿轮52的一端自支撑架1的侧向伸出至支撑架1的外面。当需要控
制x轴移动座4沿着x轴方向进行移动的时候,手持把手53对齿轮52进行转动,即可通过相啮合的齿轮52和齿条51的作用下带动x轴移动座4进行移动。
39.参照图3、图4,第一点位固定机构6包括焊接固定在支撑架1上的长条状的定位条61,定位条61背离支撑架1的一侧表面沿着定位条61的长度方向间隔设置的定位卡槽611。
40.第一点位固定机构6还包括通过连接座63与x轴移动座4固定在的一起的第一锁定机构62,第一锁定机构62包括与定位条61上带有定位卡槽611的表面相对设置的第一固定套621,第一固定套621的内孔与定位条61上带有定位卡槽611的表面相对。位于第一固定套621的内孔中滑动连接有第一销杆622。
41.第一固定套621的内部设置有与第一固定套621的内孔相连通的滑动腔6211。第一销杆622上焊接固定有伸入到滑动腔6211中的滑动片6221。滑动片6221位于滑动腔6211中并沿着第一固定套621的轴向方向移动。
42.位于滑动片6221与滑动腔6211的腔壁之间设置有压缩弹簧623,压缩弹簧623套装在第一销杆622的外部。当压缩弹簧623处于自由状态时,第一销杆622朝向定位条61的一端能够插入到定位条61上与第一销杆622相对的定位卡槽611中。
43.第一销杆622远离定位条61的一端自第一固定套621远离定位条61的一端伸出。第一销杆622自第一固定套621远离定位条61的一端伸出的一端固定有第一拉环624。通过第一拉环624拉动第一销杆622,使第一销杆622向远离定位条61的方向移动时,第一销杆622能够自定位条61上的定位卡槽611中脱离。
44.参照图5,第二点位固定机构8包括位于x轴移动座4顶端表面的安装座81,位于安装座81上回转连接有定位辊82,定位辊82的数量可为一根,也可为多根。本实施例中定位辊82的数量以两根为例。两根定位辊82的轴向方向均沿着y轴方向设置。两根定位辊82之间的排列方向沿着x轴方向并排设置。
45.定位辊82的轴身上设置有多个向外突出的凸棱821,凸棱821与定位辊82一体成型。凸棱821的长度方向沿着定位辊82的轴向方向通长设置。凸棱821沿着定位辊82的圆周方向等距离排列。位于凸棱821上沿着凸棱821的长度方向间隔设置有多个定位豁口8211,一个凸棱821上的定位豁口8211为一组。凸棱821的数量与扬琴上所需打出的安装孔的列数相匹配。凸棱821上的定位豁口8211之间的距离与对应的每列安装孔的孔距相匹配。
46.参照图6、图7,位于每个定位辊82的正上方均设置有第二锁定机构86,第二锁定机构86包括竖直设置的第二固定套861,第二固定套861与y轴移动座7固定在一起。位于第二固定套861的内孔中滑动连接有第二销杆862,第二销杆862的底端自第二固定套861的底端伸出,第二销杆862的顶端自第二固定套861的顶端伸出。第二销杆862受重力的作用下下落并能够卡入到所对的凸棱821上的定位豁口8211中。当第二销杆862插入到定位豁口8211中,第二销杆862的顶端位于第二固定套861的顶端上方。第二销杆862的顶端固定有第二拉环863。在移动y轴移动座7的时候,y轴移动座7沿着所对对凸棱821的长度方向移动。y轴移动座7每移动一次,第二销杆862插入到对应的定位豁口8211中,从而对y轴移动座7的移动点位进行控制。
47.参照图8,位于定位辊82的端头处固定有与定位辊82同轴的棘轮83。位于安装座81上铰接有棘爪84,棘爪84能够卡入到棘轮83的内部。位于安装座81和棘爪84之间设置有扭簧85。扭簧85一端与安装座81固定相连,扭簧85的另一端与棘爪84相连,通过扭簧85的作
用,能够拉住棘爪84使棘爪84一直与棘轮83相抵接。
48.棘轮83上相邻齿之间的齿槽与定位辊82上的凸棱821的数量相同。当棘爪84卡入到其中一个齿槽内的时候,定位辊82上与该齿槽相对的凸棱821处于竖直朝向上方的状态。
49.参照图6、图9,安装座81与x轴移动座4之间设置有微调机构9,微调机构9包括固定在x轴移动座4的调节座91,调节座91的表面开设有沿着y轴方向设置的调节槽911。安装座81的底端设置有伸入到调节槽911中的移动块811,移动块811与安装座81一体成型或焊接固定。
50.位于调节槽911的内部回转连接有调节丝杠92,调节丝杠92的轴向方向沿着y轴方向设置,调节丝杠92贯穿移动块811且与移动块811螺纹相连。当调节丝杠92发生转动的时候,随着调节丝杠92的转动能够同步带动安装座81沿着y轴方向进行移动。
51.参照图10,y轴移动座7包括位于下方的座体72以及位于座体72上方承载板73,承载板73朝向支撑柱2的一端高度相较承载板73远离支撑柱2的一端高度低,从而使承载板73处于倾斜状态。承载板73远离支撑柱2的一端直接与座体72固定相连,承载板73朝向支撑柱2的一端与座体72之间通过垫块74相连,垫块74分别与承载板73和座体72固定相连。
52.承载板73的上表面,承载板73朝向支撑柱2的一端设置有定位挡板731,定位挡板731固定在承载板73上。承载板73远离支撑柱2的一侧滑动连接有尾挡732。尾挡732贴合在承载板73的上表面移动且能够靠近定位挡板731或远离定位挡板731。尾挡732的表面开设有滑槽7321,滑槽7321贯穿尾挡732。承载板73上设置有贯穿滑槽7321的螺杆733,螺杆733能够在滑槽7321的内部沿着滑槽7321进行滑动。螺杆733上螺纹连接有元宝螺母734,元宝螺母734的宽度相较滑槽7321的宽度大,元宝螺母734位于承载板73的上表面的外侧且与承载板73的上表面相抵接。
53.位于定位挡板731和尾挡732之间还设置有侧挡735,侧挡735固定在承载板73上。定位挡板731、尾挡732和侧挡735之间形成用于放置扬琴的空间。
54.本技术实施例的扬琴加工用钻孔装置的实施原理为:在对扬琴进行打孔的时候,将扬琴放置在承载板73上,并分别与定位挡板731和侧挡735相抵接,推动尾挡732与扬琴相抵接,即可将扬琴限制在承载板73上。
55.通过控制x轴移动座4的位置,来调节主轴箱3中的主轴与扬琴之间的位置,从而使安装到主轴上的钻头与扬琴上所需钻孔的位置相对。在定位完毕进行钻孔时,通过拉动y轴移动座7使y轴移动座7沿着y轴方向移动,随着y轴移动座7的移动,从而使第二锁定机构86依次卡入到定位辊82上的定位豁口8211中,打完一个孔后拉动依次y轴移动座7,此时第二锁定机构86卡入掉下一个定位豁口8211中。
56.在将扬琴上的一列安装孔打完后,将y轴移动座7回至原位。控制x轴移动座4沿着x轴移动,从而使主轴箱3的主轴与下一列所需打孔位置相对,重复y轴方向的打孔步骤,直至将扬琴上所有的安装孔打孔完毕。
57.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1