采用木质素胶黏剂生产密度板的方法与流程
1.本发明涉及密度板生产技术领域,更具体地说,涉及采用木质素胶黏剂生产密度板的方法。
背景技术:
2.密度板全称为密度纤维板,是以木质纤维或其他植物纤维为原料,经纤维制备,施加合成树脂,在加热加压的条件下,压制成的板材。
3.按其密度可分为高密度纤维板、中密度纤维板和低密度纤维板。密度板由于结构均匀,材质细密,性能稳定,耐冲击,易加工,在国内家具、装修、乐器和包装等方面应用比较广泛。
4.目前,国内对于密度板的市场竞争激烈,这成了行业发展的软肋。而随着社会的不断发展,消费者对环保的要求越来越注重,表现在购买密度板方面就是尤其关心购买密度板的甲醛含量方面的问题,虽然密度板本身就含有少量醛类物质,但其含量并不超标,不危害人体健康。密度板的甲醛主要来自胶黏剂,目前,大多数密度板胶黏剂使用脲醛树脂、改性脲醛树脂、酚醛树脂及其改性产品等,这些胶黏剂使用甲醛作为主要原料,不可避免的产生甲醛,因此市面上出现了采用木质素胶黏剂来生产密度板的技术,例如中国发明申请号为201410634458.2的《采用木质素胶黏剂生产密度板的方法》,但是木质素胶黏剂在制备过程中容易产生气泡,在与原料混合压制成型时一旦没有及时消除,一方面会降低密度板的强度,另一方面会降低木质素胶黏剂的黏结效果,尤其对于低密度板而言上述不利影响更为明显。
技术实现要素:
5.1.要解决的技术问题
6.针对现有技术中存在的问题,本发明的目的在于提供采用木质素胶黏剂生产密度板的方法,可以实现在密度板的生产过程中,其中的铺装工序中预埋多个均匀分布的定磁球和动磁球,然后进行预压工序,利用预压过程中的热量将动磁球从锁定状态转变为自由状态,并在定磁球的磁吸作用下,迫使动磁球触发延伸动作,进而在坯料内移动达到消泡的目的,同时延伸后的动磁球在密度板成型之后,可以顺势形成内部的加强结构,大幅提高密度板的强度以及抗裂性,与现有技术相比,本发明可以在预压工序中,通过设置定磁球和动磁球的方式来明显改善木质素胶黏剂与原料结合时存在的气泡现象,进而提高木质素黏结剂的黏结效果以及密度板的成型质量。
7.2.技术方案
8.为解决上述问题,本发明采用如下的技术方案。
9.采用木质素胶黏剂生产密度板的方法,包括以下步骤:
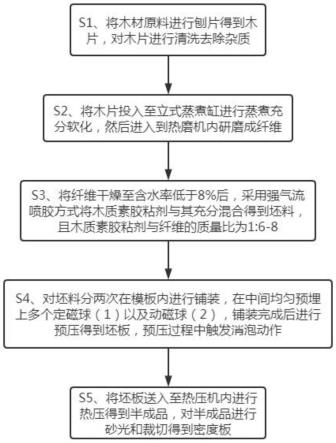
10.s1、将木材原料进行刨片得到木片,对木片进行清洗去除杂质;
11.s2、将木片投入至立式蒸煮缸进行蒸煮充分软化,然后进入到热磨机内研磨成纤
维;
12.s3、将纤维干燥至含水率低于8%后,采用强气流喷胶方式将木质素胶粘剂与其充分混合得到坯料,且木质素胶粘剂与纤维的质量比为1:6-8;
13.s4、对坯料分两次在模板内进行铺装,在中间均匀预埋上多个定磁球以及动磁球,铺装完成后进行预压得到坯板,预压过程中触发消泡动作;
14.s5、将坯板送入至热压机内进行热压得到半成品,对半成品进行砂光和裁切得到密度板。
15.进一步的,所述步骤s4中定磁球和动磁球于坯料内呈棋盘状交错分布,在定磁球和动磁球呈棋盘状交错分布时,动磁球会在密度板内部形成网状的延伸结构,一方面消泡范围及效果都会提高,另一方面对于密度板的强度以及抗裂性也会有所增加。
16.进一步的,所述步骤s4中定磁球和动磁球于坯料内呈排列状交错分布,定磁球和动磁球呈排列状交错分布时,动磁球会在密度板内部形成单一方向上的多条带延伸结构,尽管相较于棋盘状交错分布的效果较差,但是可以降低动磁球的制造成本。
17.进一步的,所述步骤s4中预压温度为95-100℃,预压压力为0.5-0.8kpa,所述步骤s5中的热压温度为140-160℃,热压压力为0.8-1.5mpa。
18.进一步的,所述定磁球包括轻半球、重半球以及磁吸环,所述轻半球和重半球上下对称连接,所述磁吸环镶嵌套接于轻半球和重半球的中间连接处,磁吸环用于触发动磁球的磁性延伸动作,进而达到消泡的目的,而重半球由于重量大于轻半球可以在坯料中始终保持预设的姿态,进而保证动磁球延伸动作的顺利实施。
19.进一步的,所述轻半球和重半球均采用硬质材料制成,且轻半球密度小于重半球,所述磁吸环采用钕铁硼磁铁材料制成,钕铁硼磁铁材料的最高工作温度为200℃,在预压温度下仍保留有一定的磁性来触发动磁球的延伸动作,而在热压温度下磁性会逐渐消除,进而避免后期密度板成型后的磁性影响。
20.进一步的,所述动磁球包括内主球、多个热熔环以及多根根磁延线,所述热熔环套接于内主球外端,所述磁延线环形阵列连接于内主球的外端并埋设于热熔环内侧,热熔环起到在正常状态下对磁延线的限制作用,在预压温度下会发生熔化动作,此时在定磁球的磁吸作用下,磁延线会主动靠近定磁球从而在坯料内进行延伸,达到消泡的目的。
21.进一步的,所述内主球采用硬质材料制成,所述热熔环采用热熔性树脂材料制成,且热熔环的熔点低于预压温度。
22.进一步的,所述磁延线包括依次连接的柔性初线、消泡束以及磁吸触点,且柔性初线与内主球之间固定连接,柔性初线可以自由弯曲和拉伸,在磁吸触点受到磁吸作用时会主动靠近定磁球,而消泡束可以依靠自身弹力作用来保持基本的形状,从而在坯料内消除可能存在的气泡。
23.进一步的,所述消泡束包括多根弹性分丝,所述弹性分丝靠近柔性初线的一端呈一体集束状态,远离柔性初线的一端呈放射状分布,所述磁吸触点与位于中心的弹性分丝固定连接,弹性分丝可以进行一定的弹性形变来降低磁延线整体延伸时的阻力,同时也可以保持基本的形状来扩大对坯料的消泡范围,进而提高消泡效果。
24.3.有益效果
25.相比于现有技术,本发明的优点在于:
26.(1)本方案可以实现在密度板的生产过程中,其中的铺装工序中预埋多个均匀分布的定磁球和动磁球,然后进行预压工序,利用预压过程中的热量将动磁球从锁定状态转变为自由状态,并在定磁球的磁吸作用下,迫使动磁球触发延伸动作,进而在坯料内移动达到消泡的目的,同时延伸后的动磁球在密度板成型之后,可以顺势形成内部的加强结构,大幅提高密度板的强度以及抗裂性,与现有技术相比,本发明可以在预压工序中,通过设置定磁球和动磁球的方式来明显改善木质素胶黏剂与原料结合时存在的气泡现象,进而提高木质素黏结剂的黏结效果以及密度板的成型质量。
27.(2)本方案中在定磁球和动磁球呈棋盘状交错分布时,动磁球会在密度板内部形成网状的延伸结构,一方面消泡范围及效果都会提高,另一方面对于密度板的强度以及抗裂性也会有所增加。
28.(3)本方案中在定磁球和动磁球呈排列状交错分布时,动磁球会在密度板内部形成单一方向上的多条带延伸结构,尽管相较于棋盘状交错分布的效果较差,但是可以降低动磁球的制造成本。
29.(4)本方案中定磁球包括轻半球、重半球以及磁吸环,轻半球和重半球上下对称连接,磁吸环镶嵌套接于轻半球和重半球的中间连接处,磁吸环用于触发动磁球的磁性延伸动作,进而达到消泡的目的,而重半球由于重量大于轻半球可以在坯料中始终保持预设的姿态,进而保证动磁球延伸动作的顺利实施。
30.(5)本方案中轻半球和重半球均采用硬质材料制成,且轻半球密度小于重半球,磁吸环采用钕铁硼磁铁材料制成,钕铁硼磁铁材料的最高工作温度为200℃,在预压温度下仍保留有一定的磁性来触发动磁球的延伸动作,而在热压温度下磁性会逐渐消除,进而避免后期密度板成型后的磁性影响。
31.(6)本方案中动磁球包括内主球、多个热熔环以及多根根磁延线,热熔环套接于内主球外端,磁延线环形阵列连接于内主球的外端并埋设于热熔环内侧,热熔环起到在正常状态下对磁延线的限制作用,在预压温度下会发生熔化动作,此时在定磁球的磁吸作用下,磁延线会主动靠近定磁球从而在坯料内进行延伸,达到消泡的目的。
32.(7)本方案中磁延线包括依次连接的柔性初线、消泡束以及磁吸触点,且柔性初线与内主球之间固定连接,柔性初线可以自由弯曲和拉伸,在磁吸触点受到磁吸作用时会主动靠近定磁球,而消泡束可以依靠自身弹力作用来保持基本的形状,从而在坯料内消除可能存在的气泡。
33.(8)本方案中消泡束包括多根弹性分丝,弹性分丝靠近柔性初线的一端呈一体集束状态,远离柔性初线的一端呈放射状分布,磁吸触点与位于中心的弹性分丝固定连接,弹性分丝可以进行一定的弹性形变来降低磁延线整体延伸时的阻力,同时也可以保持基本的形状来扩大对坯料的消泡范围,进而提高消泡效果。
附图说明
34.图1为本发明的流程示意图;
35.图2为本发明预压时的结构示意图;
36.图3为本发明定磁球的结构示意图;
37.图4为本发明动磁球的结构示意图;
38.图5为本发明磁延线的结构示意图;
39.图6为本发明定磁球和动磁球棋盘状分布时的结构示意图;
40.图7为本发明定磁球和动磁球排列状分布时的结构示意图。
41.图中标号说明:
42.1定磁球、11轻半球、12重半球、13磁吸环、2动磁球、21内主球、22热熔环、23磁延线、231柔性初线、232消泡束、233磁吸触点。
具体实施方式
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
45.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
46.实施例:
47.请参阅图1-2,采用木质素胶黏剂生产密度板的方法,包括以下步骤:
48.s1、将木材原料进行刨片得到木片,对木片进行清洗去除杂质;
49.s2、将木片投入至立式蒸煮缸进行蒸煮充分软化,然后进入到热磨机内研磨成纤维;
50.s3、将纤维干燥至含水率低于8%后,采用强气流喷胶方式将木质素胶粘剂与其充分混合得到坯料,且木质素胶粘剂与纤维的质量比为1:6-8;
51.s4、对坯料分两次在模板内进行铺装,在中间均匀预埋上多个定磁球1以及动磁球2,铺装完成后进行预压得到坯板,预压过程中触发消泡动作;
52.s5、将坯板送入至热压机内进行热压得到半成品,对半成品进行砂光和裁切得到密度板。
53.请参阅图6,步骤s4中定磁球1和动磁球2于坯料内呈棋盘状交错分布,在定磁球1和动磁球2呈棋盘状交错分布时,动磁球2会在密度板内部形成网状的延伸结构,一方面消泡范围及效果都会提高,另一方面对于密度板的强度以及抗裂性也会有所增加。
54.请参阅图7,步骤s4中定磁球1和动磁球2于坯料内呈排列状交错分布,定磁球1和动磁球2呈排列状交错分布时,动磁球2会在密度板内部形成单一方向上的多条带延伸结构,尽管相较于棋盘状交错分布的效果较差,但是可以降低动磁球2的制造成本。
55.步骤s4中预压温度为95-100℃,预压压力为0.5-0.8kpa,步骤s5中的热压温度为140-160℃,热压压力为0.8-1.5mpa。
56.请参阅图3,定磁球1包括轻半球11、重半球12以及磁吸环13,轻半球11和重半球12上下对称连接,磁吸环13镶嵌套接于轻半球11和重半球12的中间连接处,磁吸环13用于触发动磁球2的磁性延伸动作,进而达到消泡的目的,而重半球12由于重量大于轻半球11可以在坯料中始终保持预设的姿态,进而保证动磁球2延伸动作的顺利实施。
57.轻半球11和重半球12均采用硬质材料制成,且轻半球11密度小于重半球12,磁吸环13采用钕铁硼磁铁材料制成,钕铁硼磁铁材料的最高工作温度为200℃,在预压温度下仍保留有一定的磁性来触发动磁球2的延伸动作,而在热压温度下磁性会逐渐消除,进而避免后期密度板成型后的磁性影响。
58.请参阅图4,动磁球2包括内主球21、多个热熔环22以及多根根磁延线23,热熔环22套接于内主球21外端,磁延线23环形阵列连接于内主球21的外端并埋设于热熔环22内侧,热熔环22起到在正常状态下对磁延线23的限制作用,在预压温度下会发生熔化动作,此时在定磁球1的磁吸作用下,磁延线23会主动靠近定磁球1从而在坯料内进行延伸,达到消泡的目的。
59.内主球21采用硬质材料制成,热熔环22采用热熔性树脂材料制成,且热熔环22的熔点低于预压温度。
60.请参阅图5,磁延线23包括依次连接的柔性初线231、消泡束232以及磁吸触点233,且柔性初线231与内主球21之间固定连接,柔性初线231可以自由弯曲和拉伸,在磁吸触点233受到磁吸作用时会主动靠近定磁球1,而消泡束232可以依靠自身弹力作用来保持基本的形状,从而在坯料内消除可能存在的气泡。
61.消泡束232包括多根弹性分丝,弹性分丝靠近柔性初线231的一端呈一体集束状态,远离柔性初线231的一端呈放射状分布,磁吸触点233与位于中心的弹性分丝固定连接,弹性分丝可以进行一定的弹性形变来降低磁延线23整体延伸时的阻力,同时也可以保持基本的形状来扩大对坯料的消泡范围,进而提高消泡效果。
62.值得注意的是柔性初线231以及消泡束232在材料选择上具备一定的耐高温性,磁吸触点233则同样采用钕铁硼磁铁材料制成,技术人员可以选择或者定制特定磁力性能的钕铁硼磁铁材料,从而满足在热压温度之前保留磁性,热压温度之后消除磁性,具体情况在此不再赘述。
63.本发明可以实现在密度板的生产过程中,其中的铺装工序中预埋多个均匀分布的定磁球1和动磁球2,然后进行预压工序,利用预压过程中的热量将动磁球2从锁定状态转变为自由状态,并在定磁球1的磁吸作用下,迫使动磁球2触发延伸动作,进而在坯料内移动达到消泡的目的,同时延伸后的动磁球2在密度板成型之后,可以顺势形成内部的加强结构,大幅提高密度板的强度以及抗裂性,与现有技术相比,本发明可以在预压工序中,通过设置定磁球1和动磁球2的方式来明显改善木质素胶黏剂与原料结合时存在的气泡现象,进而提高木质素黏结剂的黏结效果以及密度板的成型质量。
64.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1