一种竹杉复合定向结构刨花板及其制造方法与流程
1.本发明涉及集装箱底板用基材的竹杉复合定向结构刨花板领域,特别是一种竹杉复合定向结构刨花板及其制造方法。
背景技术:
2.目前,我国进口木材比例占据50%以上。森林资源总量不足,质量较低,可利用资源少,供需矛盾突出。杉木(学名:cunninghamia lanceolata(lamb.)hook.) 又名:沙木、沙树等,属松柏目,杉科乔木,可高达30米,是我国最重要的速生树种之一、栽培最广、生长快;面积和蓄积量均居全国针叶人工林首位。随着杉木的应用领域被新型建材逐步取代,例如:防盗钢门代替了杉木实木门、铝合金窗代替了杉木窗、多层板包括纤维板等代替杉木板制备家居等,其社会需求量锐减。由于杉木材质较软,特别是小径材杉木未能很好的利用,造成大量的资源浪费。我国竹材资源十分丰富,种植面积、蓄积量以及产量均位居世界第一。竹材生长速度快,3-5年即可成材,砍伐后可实现年年发笋成竹,是一种环境友好型的绿色可再生资源。同时,竹材强度高,韧性好,是热带阔叶林硬木的潜在替代材料。竹筒壁沿径向从外向内依次为竹青、竹肉和竹黄,竹青主要包括蜡质层、硅脂层和维管束最致密的一部分,所谓维管束最致密的部分即维管束含量多,密度大,生长应力大,难以拉伸和压缩,从而难以变形。这一部分竹青皮难于上胶压贴。大部分产品都要去除竹青进行加工。尤其是近十来年来竹木复合集装箱底板以竹席、竹帘、竹束单板、展平竹片、木单板等为原料,由竹席、木单板或浸渍纸等为表层,若干层竹材单元和木材单元为芯层胶合而成,用作货物集装箱底板的竹木复合板生产技术的突破,竹材价格年年走高。但是,竹材直径小,壁薄中空,尖削度大、易霉变,结构不均匀,需要编帘、铺帘等工作,生产成本高,劳动强度大,劳动效率低。产业急需要一种生产效率高,产品性能高的竹杉复合板制备方法,以代替部分竹木复合集装箱底板基材定向结构刨花板的生产方法。2006年公开号cn1851200a一种以定向结构刨花板为基材的建筑模板及其制造方法,解决了小径级材料的高效利用问题。2007年11月公开号 cn101066603a公开了竹质定向结构板的制造方法,说明了竹材加工定向结构刨花板步骤,但对毛竹存在的缺陷没有解决办法。2008年公开号 cn101214669a竹质定向结构刨花板为芯层集装箱、车厢底板及其制造方法,公开了定向结构刨花板芯层为5层铺装结构,铺装麻烦,设备投入大。 2010年公开号cn101664952一种竹杉复合板材的制造方法公开了一种刨花板制备方法,该方法只适用于家具板材的制造等。以上专利文献未对竹杉定向结构刨花板提供合理的解决方案。2011年1月农业机械学报发表了傅万四、沈毅、周建波的《竹质osb刨切机设计与试验》一文,毛竹不是直接刨切削片,而是毛竹破切成竹条,在通过竹条组合在一起进行环刀刨切,生产效率低。2017年公开号cn106493802a一种含有定向结构板的集装箱底板及其制备方法。但对定向结构刨花板制备没有解决方案。
3.现有竹木复合集装箱底板生产线上的竹帘与木单板组坯生产和竹帘木单板浸胶与烘干收帘及收集木单板工作都是人工手工完成。由于浸胶的竹帘与木单板施有酚醛树脂胶,经低温干燥与热压制造后,工作环境中冲刺着大量的游离醛和游离酚,员工的工作条件
非常恶劣。而且每日要把数十吨竹帘与木单板原料搬上搬下,员工的工作劳动强度极高,人力成本高。
技术实现要素:
4.本发明要解决的技术问题,在于提供一种竹杉复合定向结构刨花板及其制造方法,刨花板为三层结构,铺装更简单,通过改变竹刨花旋切刨片方式、改性杉木刨花和竹刨花的性能,制备竹木复合定向刨花结构板,用竹木复合定向结构刨花板代替竹帘木单板组坯结构芯材,用于竹木复合集装箱底板基材使用,提高竹木复合集装箱底板的生产效率,降低劳动强度。
5.本发明是这样实现的:一种竹杉复合定向结构刨花板,包括从下至上依次设置的的下表层、芯层和上表层;
6.所述上表层和下表层分别由若干定向竹刨花铺装而成,其中,所述竹刨花沿板坯长度方向顺纹定向铺装;所述竹刨花的含水率为5%~11%;所述竹刨花的长度为30~300mm,厚度为0.3~1.0mm;宽度为竹子沿径向刨切时的自然宽度;
7.所述芯层由若干定向杉木刨花铺装而成,其中,所述杉木刨花沿板坯长度方向顺纹定向铺装;所述杉木刨花的含水率为4%~7%;所述杉木刨花的长度为30~300mm,宽度为5~60mm,厚度为0.3~0.7mm;
8.表层和所述芯层的重量比为:表层的竹刨花占40%~80%,所述芯层的杉木刨花占20%~60%,其中,所述表层为所述上表层和下表层的总和。
9.进一步地,所述的竹刨花为一种改性定向竹刨花,即通过竹青皮气力色选,剔除了竹青皮,并在超声空化连续蒸煮仓内进行超声空化与蒸煮碳化处理,温度为80~100℃,超声空化与蒸煮时间为6~15分钟,然后滤去蒸煮水;竹刨花纹孔变大、去除了一大部分竹材细胞内的淀粉,竹刨花材料的防霉性和竹刨花的渗透性得到提高。
10.进一步地,所述杉木刨花均匀混合有改性增强材料和树脂胶;所述改性增强材料为:醚化2d树脂、杂木刨花、玻璃纤维、碳纤维、偶联剂中的一种或多种混合,且重量为杉木刨花重量的18%~40%。
11.进一步地,所述竹刨花均匀混合有防腐杀虫剂和树脂胶;所述防腐杀虫剂占所述竹刨花中树脂胶的比重为1.5%~3%。
12.进一步地,所述杉木刨花和竹刨花中的树脂胶为酚醛胶、mdi胶或脲醛胶,且树脂胶的用量均为:100kg绝干刨花,施加10~16kg树脂固体。
13.本发明还提供一种竹杉复合定向结构刨花板的制造方法,包括以下步骤:
14.步骤1、刨片:将杉木材去皮,顺其木纹方向刨削加工成薄型长片状的杉木刨花,所述杉木刨花的长度为30~300mm,宽度为5~60mm,厚度为 0.3~0.7mm;
15.选择直径40mm以上的竹子,通过抓取设备把成堆竹子夹紧抓取送到旋切刨片机的料仓,辊筒运输机把成堆捆毛竹送入过渡重压夹紧装置,成堆捆毛竹穿过过渡重压夹紧装置至到刨切长度传感器位置时,所有上压辊、上压板下压,前后侧压板、侧压辊向里压,使成堆捆毛竹牢固的四面压紧,固定住毛竹用于刨切竹刨花;
16.由旋切刨片机把竹子沿径向旋切成竹刨花,所述竹刨花的长度为 30~300mm,厚度为0.3~1.0mm,宽度为竹子沿径向刨切时的自然宽度;
17.步骤2、刨花筛选:将杉木刨花、竹刨花分别加入筛选机中进行筛选;其中,杉木刨花筛选后得到符合要求的杉木刨花,而竹刨花筛选后,还需进行竹青皮气力色选,剔除竹青皮,后得到符合要求的竹刨花;
18.步骤3、合格杉木刨花改性:将筛选合格的杉木刨花烘干至含水率 5%~8%,然后添加杉木刨花改性增强材料,改性增强材料的重量为杉木刨花重量的18%~40%,混合均匀,然后进行步骤5;
19.步骤4、合格竹刨花超声空化与蒸煮碳化处理:将合格的竹刨花装入连续蒸煮仓内进行超声空化与蒸煮碳化处理,温度为80~100℃,超声空化与蒸煮时间为6~15分钟,然后滤去蒸煮水,后进行步骤5;
20.步骤5、干燥:将改性后的杉木刨花干燥至含水率5%~11%;将超声空化与蒸煮碳化处理后的竹刨花干燥至含水率4%~7%;
21.步骤6、拌胶:将步骤5中干燥后的杉木刨花和竹刨花分别用拌胶机拌胶,所用的胶黏剂为树脂胶,刨花施胶量相同,均为100kg绝干刨花,施加 10~16kg树脂固体;其中,在竹刨花拌胶时,其树脂胶中还加入防腐杀虫剂混合均匀,所述防腐杀虫剂占竹刨花中树脂胶的比重为1.5%~3%;
22.步骤7、铺装组坯:将拌胶后的杉木刨花和竹刨花,用定向刨花铺装机沿板坯长度方向顺纹定向铺装,铺装的板坯分成三层,上表层和下表层为竹定向刨花层,芯层为杉木定向刨花层;在板坯中,表层和芯层材料的重量比为:表层竹刨花占40%~80%,芯层杉木刨花占20%~60%,其中,表层为上、下两表层的总和;
23.步骤8、预压:将铺装后的板坯置于预压机中预压,预压的单位压力为1.3~1.8mpa,预压时间为10~40s;
24.步骤9、热压:预压后的板坯进入热压机中,热压至预定的厚度,其中,热压温度为160~200℃,单位压力为2.5~3.5mpa,时间为15~40s/mm;
25.步骤10、后处理:热压后的竹杉木复合定向结构刨花板在室温下通过凉板机冷却,然后进行裁边,堆垛2~3天后进行砂光。
26.进一步地,所述抓取设备为抓木机或装载机。
27.进一步地,所述步骤2中的竹青皮气力色选为:将筛选机筛选后的竹刨花送入竹青皮气力色选机内,竹青皮气力色选机的入口设有一排竹青皮绿色视频监控探头,在入口下设置有一排压缩空气喷嘴,沿竹青皮气力色选机的入口的宽度方向布满,每个压缩空气喷嘴连接一电磁阀,当竹青皮绿色视频监控探头检测到竹青皮时,对应下方位置的压缩空气喷嘴的电磁阀准备延时开启,延时时间为竹青皮下落的时间,达到延时时间后,电磁阀接通压缩空气喷嘴吹出一口压缩空气,把竹青皮吹到预设的竹青皮收料仓里,合格的竹刨花掉落到预设的输送装置或收集装置上。
28.进一步地,所述改性增强材料为:醚化2d树脂、杂木刨花、玻璃纤维、碳纤维、偶联剂中的一种或多种混合。
29.进一步地,所述树脂胶为酚醛胶、mdi胶或脲醛胶。
30.本发明具有如下优点:本发明提供一种竹杉复合定向结构刨花板,包括从下至上依次设置的下表层、芯层和上表层;所述上表层和下表层分别由若干定向竹刨花铺装而成,所述芯层由若干定向杉木刨花铺装而成。刨花板为三层结构,铺装更简单。本发明还提供一
种竹杉复合定向结构刨花板的制造方法,通过改变竹刨花旋切刨片方式、改性杉木刨花和竹刨花的性能,制备竹木复合定向刨花结构板,用竹木复合定向刨花结构板代替竹帘木单板组坯结构芯材,用于竹木复合集装箱底板基材使用,提高竹木复合集装箱底板的生产效率,降低劳动强度。
附图说明
31.下面参照附图结合实施例对本发明作进一步的说明。
32.图1为本发明的竹子径向旋切时的刀痕的示意图。
33.图2为本发明的竹刨花进行竹青皮气力色选和竹刨花超声空化与蒸煮碳化的示意图。
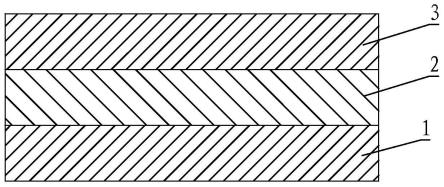
34.图3为本发明提供一种竹杉复合定向结构刨花板的截面图。
35.附图标记说明:
36.下表层1;
37.芯层2;
38.上表层3;
39.入口4;
40.竹青皮绿色视频监控探头5;
41.竹子6,竹青皮61;
42.电磁阀7;
43.压缩空气喷嘴8;
44.空气压缩机9;
45.超声空化与蒸煮碳化仓10,超声波发生器101,拨料机102;
46.刨花出料运输机20;
47.l为竹刨花的宽度。
具体实施方式
48.在对发明的描述中,需要理解的是,指示方位或位置关系的描述为基于附图所示的方位或位置关系,仅是为了便于描述发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对发明保护范围的限制。
49.在发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在发明中的具体含义。
50.本发明的发明构思如下:
51.提供一种利用竹材杉木材料制备复合定向结构刨花板,通过改变竹刨花旋切刨片方式、改性杉木刨花和竹刨花的性能,制备竹木复合定向刨花结构板,用竹木复合定向刨花结构板代替竹帘木单板组坯结构芯材用于竹木复合集装箱底板基材使用,提高竹木复合集
装箱底板的生产效率,降低劳动强度。
52.词语解释:所述竹刨花的宽度为竹子6沿径向刨切时的自然宽度,所述自然宽度的意思为:旋切刨刀沿竹子6径向进行定长定厚刨切时,产生的竹刨花的自然宽度。如图1所示,l为竹刨花的宽度,端面的剖线即为刨切的轨迹或刀痕(此为简化,方便作图,将刨刀的轨迹看作直线,实际刨切的切割轨迹为弧线)。
53.请参阅图1至图3所示。
54.一种竹杉复合定向结构刨花板,包括从下至上依次设置的下表层1、芯层2和上表层3;
55.所述上表层3和下表层1分别由若干定向竹刨花铺装而成,其中,所述竹刨花沿板坯长度方向顺纹定向铺装;所述定向竹刨花的含水率为 5%~11%;所述竹刨花的长度为30~300mm,厚度为0.3~1.0mm;在具体实施中,所述竹刨花的宽度为竹子沿径向刨切时的自然宽度;
56.所述芯层2由若干定向杉木刨花铺装而成,其中,所述杉木刨花沿板坯长度方向顺纹定向铺装;所述杉木刨花的含水率为4%~7%;所述杉木刨花的长度为30~300mm,宽度为5~60mm,厚度为0.3~0.7mm;
57.表层和所述芯层2的重量比为:表层的竹刨花占40%~80%,所述芯层 2的杉木刨花占20%~60%,其中,所述表层为所述上表层3和下表层1的总和。
58.所述的竹刨花为一种改性定向竹刨花,即通过竹青皮气力色选,剔除了竹青皮,并在超声空化连续蒸煮仓内进行超声空化与蒸煮碳化处理,温度为 80~100℃,超声空化与蒸煮时间为6~15分钟,然后滤去蒸煮水。竹刨花纹孔变大、去除了一大部分竹材细胞内的淀粉,竹刨花材料的防霉性和竹刨花的渗透性得到提高。
59.所述竹刨花均匀混合有防腐杀虫剂和树脂胶;所述防腐杀虫剂占所述竹刨花中树脂胶的比重为1.5%~3%。
60.所述杉木刨花均匀混合有改性增强材料和树脂胶;所述改性增强材料为:醚化2d树脂、杂木刨花、玻璃纤维、碳纤维、偶联剂中的一种或多种混合,且重量为杉木刨花重量的18%~40%。由于杉木刨花比较软,所述改性增强材料用于增加杉木刨花的强度,增加芯层2的硬度。
61.所述杉木刨花和竹刨花中的树脂胶为酚醛胶、mdi胶或脲醛胶,且树脂胶的用量均为:100kg绝干刨花,施加10~16kg树脂固体。
62.本发明的定向结构刨花板由上表层3、芯层2和下表层1铺装后热压而成,只需铺装3层,相比现有技术的5层结构,可使得铺装工艺和设备更简单。
63.本发明还提供一种竹杉复合定向结构刨花板的制造方法,包括以下步骤:
64.步骤1、刨片:将杉木材去皮,顺其木纹方向刨削加工成薄型长片状的杉木刨花,所述杉木刨花的长度为30~300mm,宽度为5~60mm,厚度为 0.3~0.7mm;
65.选择直径40mm以上的竹子,在具体实施中,竹子可选用新鲜的楠竹(也称毛竹),通过抓取设备把成堆竹子夹紧抓取送到旋切刨片机的料仓,辊筒运输机把成堆捆毛竹送入过渡重压夹紧装置,成堆捆毛竹穿过过渡重压夹紧装置至到刨切长度传感器位置时,所有上压辊、上压板下压,前后侧压板、侧压辊向里压,使成堆捆毛竹牢固的四面压紧,固定住毛竹用于刨切竹刨花。由旋切刨片机把竹子沿径向旋切成竹刨花,所述竹刨花的长度为 30~
300mm,厚度为0.3~1.0mm,宽度为竹子沿径向刨切时的自然宽度;由于竹子是中空的结构,沿径向刨切时,竹刨花的宽度不是固定的,例如,在中空部位时,宽度近似为竹子壁厚,而在两侧实心部位则为自然的弧长。在具体实施中,所述抓取设备为抓木机或装载机,本发明通过抓取设备将竹子成堆或成捆在抓取到料仓,无需人工搬运,降低劳动强度,提高工作效率,且直接旋切生成竹刨花,无需事先将竹子破切成竹条,简化生产工序,进一步提高工作效率。
66.在具体一实施例中,新鲜楠竹(毛竹)由抓木机(装载机)的机爪直接成堆或成捆抓取放入毛竹料仓中,由毛竹料仓下的毛竹皮带运输机送入辊筒运输机中。辊筒运输机的侧压辊和上压辊与底部的下辊筒(托辊)同步速,即同步运动。辊筒运输机把成堆成捆毛竹送入过渡重压夹紧装置,成堆成捆毛竹穿过过渡重压夹紧装置到刨切长度传感器位置时,所有上压辊、上压板下压,前后侧压板、侧压混向里压,使成堆成捆毛竹牢固的四面压紧固定住,用于刨切竹刨花。旋切刨片机主机启动,刀环刀盘外圈上置有切割刀组件和切削刀组件和刨花通道。旋切刨片机在滑座上向左移动,刨切毛竹刨花片,其中毛竹靠板从左面顶住要刨切的毛竹。特征是:刀环刀盘外圈上置有切割刀组件和切削刀组件和刨花通道。切割刀组件和切削刀组件,其中一个用于刨切,另一个用于定长切断。刀环高速旋转,通过安装在刀环外侧的刀片对竹材进行切削,旋切刨片机在滑座上向左移动,实现定厚定长切削。继续进给刀环,完成一个切削工作任务。随后旋切刨片机(刀环)在滑座上向右移动到初始位置,等待下一个成堆成捆毛竹进给到成堆成捆毛竹穿过过渡重压夹紧装置到刨切长度传感器位置时,再次向左移动。毛竹各夹紧机构放松,辊筒运输机再次把一段(切削长度的长度)成堆成捆毛竹送入过渡重压夹紧装置,成堆成捆毛竹穿过过渡重压夹紧装置到刨切长度传感器位置时,所有上压辊、上压板下压,前后侧压板、侧压混向里压,使成捆毛竹牢固的四面压紧,用于等待刨切竹刨花,重复下一个指令。
67.步骤2、刨花筛选:将杉木刨花、竹刨花分别加入筛选机中进行筛选,筛除粉尘、颗粒状竹屑和杉木屑(杉木屑可用于普通刨花板制备),以及剔除大块不合格刨花材料和未旋切的小毛竹筒等。其中,杉木刨花筛选后得到符合要求的杉木刨花,而竹刨花筛选后,还需进行竹青皮气力色选,剔除竹青皮,后得到符合要求的竹刨花;竹青主要包括蜡质层、硅脂层和维管束最致密的一部分,所谓维管束最致密的部分即维管束含量多,密度大,生长应力大,难以拉伸和压缩,从而难以变形。因此,竹青硬度大,表面光滑,常规办法无法施胶压贴,影响最终板材。在生产线上必须去除竹青皮。(注解:在本发明的竹刨花制作中,每一根(段)毛竹筒刨切都会有两条竹青皮61,即径向旋切时每根竹子6最初的一片和最后一片为竹青皮61,例如,10cm 直径毛竹,1mm厚刨片,竹青皮约占1-2%左右,它对产品性能会有影响,在大批量生产中为了保证产品质量,必须去除竹青皮61,而在其余部位的竹青皮由于在竹刨花的侧面,在沿板坯长度方向顺纹定向铺装时,这些部位的竹青皮处于侧面(厚度方向),不影响铺装胶黏,因此,无需剔除,可大大提高竹青皮的利用率,即提高竹材剩余物的利用率,
68.步骤3、合格杉木刨花改性:将筛选合格的杉木刨花烘干至含水率 5%~8%,然后添加杉木刨花改性增强材料,改性增强材料的重量为杉木刨花重量的18%~40%,混合均匀,然后进行步骤5;由于杉木刨花较软,通过改性可提高杉木芯层的强度,提高加工性能;
69.步骤4、合格竹刨花超声空化与蒸煮碳化处理:将合格的竹刨花装入连续超声空化与蒸煮碳化仓10内进行超声空化与蒸煮碳化处理,温度为 80~100℃,超声空化与蒸煮时
间为6~15分钟,使竹材纹孔变大、去除竹材细胞内的淀粉,提高竹材的防霉性,提高竹材的渗透性,然后滤去蒸煮水,后进行步骤5;
70.步骤5、干燥:将改性后的杉木刨花干燥至含水率5%~11%;将超声空化与蒸煮碳化处理后的竹刨花干燥至含水率4%~7%;
71.步骤6、拌胶:将步骤5中干燥后的杉木刨花和竹刨花分别用拌胶机拌胶,所用的胶黏剂为树脂胶,刨花施胶量相同,均为100kg绝干刨花,施加 10~16kg树脂固体;其中,在竹刨花拌胶时,其树脂胶中还加入防腐杀虫剂混合均匀,所述防腐杀虫剂占竹刨花中树脂胶的比重为1.5%~3%;竹刨花容易生虫、发霉,因此通过所述防腐杀虫剂起防虫、防霉的作用。如树脂胶可采用环保改性酚醛胶或用改性脲醛胶、mdi胶制备,可用于家居板材等。
72.步骤7、铺装组坯:将拌胶后的杉木刨花和竹刨花,用定向刨花铺装机沿板坯长度方向顺纹定向铺装,铺装的板坯分成三层,上表层和下表层为竹定向刨花层,芯层为杉木定向刨花层;在板坯中,表层和芯层材料的重量比为:表层竹刨花占40%~80%,芯层杉木刨花占20%~60%,其中,表层为上、下两表层的总和;
73.步骤8、预压:将铺装后的板坯置于预压机中预压,预压的单位压力为 1.3~1.8mpa,预压时间为10~40s;
74.步骤9、热压:预压后的板坯进入热压机中,热压至预定的厚度,其中,热压温度为160~200℃,单位压力为2.5~3.5mpa,时间为15~40s/mm;在具体实施中,板的厚度根据需求去生产,采用厚度规控制厚度。
75.步骤10、后处理:热压后的竹杉木复合定向结构刨花板在室温下通过凉板机冷却,然后进行裁边,堆垛2~3天后进行砂光。
76.所述抓取设备为抓木机或装载机。
77.所述步骤2中的竹青皮气力色选为:将筛选机筛选后的竹刨花送入竹青皮气力色选机内,竹青皮气力色选机的入口4设有一排竹青皮绿色视频监控探头5,在入口4下设置有一排压缩空气喷嘴8,沿竹青皮气力色选机的入口4的宽度方向布满,每个压缩空气喷嘴8连接一电磁阀7,当竹青皮绿色视频监控探头5检测到竹青皮时,对应下方位置的压缩空气喷嘴8的电磁阀 7准备延时开启,延时时间为竹青皮61下落的时间,达到延时时间后,电磁阀7接通压缩空气喷嘴8吹出一口压缩空气,把竹青皮61吹到预设的竹青皮收料仓里,合格的竹刨花掉落到预设的输送装置或收集装置上。
78.所述改性增强材料为:醚化2d树脂、杂木刨花、玻璃纤维、碳纤维、偶联剂中的一种或多种混合。
79.所述树脂胶为酚醛胶、mdi胶或脲醛胶。
80.实施例一:
81.本发明一种竹杉复合定向结构刨花板的制造方法,包括以下步骤:
82.(11)刨片:将杉木材去皮,用长材刨片机顺其木纹方向刨削加工成薄型长片状杉木刨花,刨花长度为30mm,宽度为5mm,厚度为0.3mm。
83.选择直径40mm以上新鲜楠竹(毛竹),通过竹材运输机把一段段成堆捆毛竹夹紧送到旋切刨片机,把毛竹旋切成刨花长度为30mm,厚度为 0.3mm,宽度为竹子沿径向刨切的自然宽度的竹子刨花。(通过竹刨花生成设备来生产竹刨花)。
84.所述新鲜楠竹(毛竹)由抓木机装载机爪直接成堆成捆抓取放入毛竹料仓中,由毛
竹料仓下的毛竹皮带运输机送入辊筒运输机中。辊筒运输机的侧压辊和上压辊与底部的下辊筒(托辊)同步速。辊筒运输机把成堆成捆毛竹送入过渡重压夹紧装置,成堆成捆毛竹穿过过渡重压夹紧装置到刨切长度传感器位置时(即预定长度),所有上压辊、上压板下压,前后侧压板、侧压混向里压,使成捆毛竹牢固的四面压紧,用于刨切竹刨花。旋切刨片机主机启动,刀环刀盘外圈上置有切割刀组件和切削刀组件。旋切刨片机在滑座上向左移动,刨切毛竹刨花片,其中毛竹靠板从左面顶住要刨切的毛竹。特征是:刀环刀盘外圈上置有切割刀组件和切削刀组件和刨花通道。刀环高速旋转,通过安装在刀环外侧的刀片对竹材进行切削,旋切刨片机在滑座上向左移动,实现定厚定长切削。继续进给刀环,完成一个切削工作任务。随后旋切刨片机(刀环)在滑座上向右移动到初始位置,等待下一个成堆成捆毛竹进给到成堆成捆毛竹穿过过渡重压夹紧装置到刨切长度传感器位置时,再次向左移动。毛竹各夹紧机构放松,辊筒运输机再次把一段成堆成捆毛竹送入过渡重压夹紧装置,成堆成捆毛竹穿过过渡重压夹紧装置到刨切长度传感器位置(刨切长度)时,所有上压辊、上压板下压,前后侧压板、侧压混向里压,使成捆毛竹牢固的四面压紧,用于等待刨切竹刨花,重复下一个指令。
85.(12)刨花筛选:将杉木刨花、竹刨花分别加入筛选机中进行筛选,筛除粉尘、颗粒状竹屑和杉木屑,以及剔除大块不合格刨花材料和未旋切的小毛竹筒等。
86.竹刨花的竹青皮气力色选:将机械筛选合格的竹刨花送入竹青皮气力色选机内(入口4设有一排竹青皮绿色视频监控探头5,在入口4下一定高度位置设置有一排压缩空气喷嘴8和电磁阀7),当竹青皮气力色选机入口4 的竹青皮绿色视频监控探头5检测到竹青皮61时,下方位置的压缩空气气动阀准备开启,延时时间为竹青皮61下落的时间,压缩空气喷嘴8吹出一口压缩空气,把竹青皮61吹到后方竹皮收料仓里(用于其它用途)。筛选合格的竹刨花用刨花出料运输机20送入竹刨花超声空化与蒸煮碳化仓处理。
87.(13)合格杉木刨花改性:将筛选合格的杉木刨花烘干至含水率5%,然后添加杉木刨花改性增强材料。例如均匀添加醚化2d树脂(固含量为38%左右树脂),醚化2d树脂的比例为杉木刨花重量的40%。所述杉木刨花改性增强材料为:醚化2d树脂、杂木刨花、玻璃纤维、碳纤维、偶联剂等的一种或几种混合。然后把改性的杉木刨花再送入干燥窑进行干燥,即进入下述步骤(15)。
88.(14)合格竹刨花超声空化与蒸煮碳化处理:将竹刨花装入连续蒸煮仓内进行超声空化与蒸煮碳化处理,温度80℃,超声空化与蒸煮时间6分钟,使竹材纹孔变大、去除竹材细胞内的淀粉,提高竹材的防霉性,提高竹材的渗透性,然后滤去蒸煮水。最后把滤去蒸煮水的竹刨花送入干燥窑进行干燥,即进入下述步骤(15)。
89.(15)干燥:将改性的杉木刨花干燥至含水率5%。将蒸煮碳化处理的竹刨花干燥至7%。
90.(16)拌胶:杉木刨花和竹刨花分别用拌胶机拌胶,所用的胶黏剂为环保改性酚醛胶。刨花施胶量相同,均为100kg绝干刨花,施加10kg树脂固体。其中,竹刨花的树脂中还加入1.5%的防腐杀虫剂。
91.(17)铺装组坯:将拌胶后的薄型长片状刨花,用定向刨花铺装机沿板坯长度方向顺纹定向铺装。所述铺装机为3个铺装头(台)组成一台铺装设备。铺装的板坯分成三层,上下两表面层为竹定向刨花层,芯层为杉木定向刨花层。在板坯中,表、芯层材料的重量比为:
表层竹刨花占40%,芯层杉木刨花占60%。
92.(18)预压:将铺装的板坯置于预压机中预压,预压的单位压力1.3mpa,预压时间为10s。
93.(19)热压:预压后的板坯进入热压机中进行热压,热压温度为160℃,单位压力为2.5mpa,时间为15s/mm,采用厚度规控制厚度至所需尺寸。
94.(20)后处理:热压后的竹杉木复合定向结构刨花板在室温下通过凉板机冷却,然后进行裁边,堆垛2天后进行砂光。
95.实施例2:
96.本发明一种竹杉复合定向结构刨花板的制造方法,包括以下步骤:
97.(21)刨片:将杉木材去皮,用长材刨片机顺其木纹方向刨削加工成薄型长片状杉木刨花,刨花长度为165mm,宽度为33mm,厚度为0.5mm。
98.选择直径40mm以上新鲜楠竹(毛竹),通过竹材运输机把一段段成堆捆毛竹夹紧送到旋切刨片机,把毛竹旋切成刨花长度为165mm,厚度为 0.7mm,竹子自然壁厚和自然幅度宽度为宽度的竹子刨花。
99.所述新鲜楠竹(毛竹)由抓木机装载机爪直接成堆成捆抓取放入毛竹料仓中,由毛竹料仓下的毛竹皮带运输机送入辊筒运输机中。辊筒运输机的侧压辊和上压辊与底部的下辊筒(托辊)同步速。辊筒运输机把成堆成捆毛竹送入过渡重压夹紧装置,成堆成捆毛竹穿过过渡重压夹紧装置到刨切长度传感器位置时,所有上压辊、上压板下压,前后侧压板、侧压混向里压,使成捆毛竹牢固的四面压紧,用于刨切竹刨花。旋切刨片机主机启动,刀环刀盘外圈上置有切割刀组件和切削刀组件。旋切刨片机在滑座上向左移动,刨切毛竹刨花片,其中毛竹靠板从左面顶住要刨切的毛竹。特征是:刀环刀盘外圈上置有切割刀组件和切削刀组件和刨花通道。刀环高速旋转,通过安装在刀环外侧的刀片对竹材进行切削,旋切刨片机在滑座上向左移动,实现定厚定长切削。继续进给刀环,完成一个切削工作任务。随后旋切刨片机(刀环) 在滑座上向右移动到初始位置,等待下一个成堆成捆毛竹进给到成捆毛竹穿过过渡重压夹紧装置到刨切长度传感器位置时,再次向左移动。毛竹各夹紧机构放松,辊筒运输机再次把一段成堆成捆毛竹送入过渡重压夹紧装置,成堆成捆毛竹穿过过渡重压夹紧装置到刨切长度传感器位置时,所有上压辊、上压板下压,前后侧压板、侧压混向里压,使成堆成捆毛竹牢固的四面压紧,用于等待刨切竹刨花,重复下一个指令。
100.(22)刨花筛选:将杉木刨花、竹刨花分别加入筛选机中进行筛选,筛除粉尘、颗粒状竹屑和杉木屑(用于普通刨花板制备),以及剔除大块不合格刨花材料和未旋切的小毛竹筒等。
101.竹刨花的竹青皮气力色选:竹青主要包括蜡质层、硅脂层和维管束最致密的一部分,所谓维管束最致密的部分即维管束含量多,密度大,生长应力大,难以拉伸和压缩,从而难以变形。因此,竹青硬度大,表面光滑,常规办法无法施胶压贴。在生产线上必须去除竹青皮。将机械筛选合格的竹刨花送入竹青皮气力色选机内(入口设有一排竹青皮绿色视频监控探头,在入口下一定高度位置设置有一排压缩空气喷嘴和电磁阀),当竹青皮气力色选机入口的竹青皮绿色视频监控探头检测到竹青皮时,下方位置的压缩空气气动阀准备开启,延时时间为竹青皮下落的时间,压缩空气喷嘴吹出一口压缩空气,把竹青皮吹到后方竹皮收料仓里(用于其它用途)。筛选合格的竹刨花用刨花出料运输机20送入竹刨花超声空化与
蒸煮碳化仓处理。
102.(23)合格杉木刨花改性:将筛选合格的杉木刨花烘干至含水率6.5%,然后添加杉木刨花改性增强材料。例如均匀添加醚化2d树脂(固含量为40%左右树脂),醚化2d树脂的比例为杉木刨花重量的30%。所述杉木刨花改性增强材料为:醚化2d树脂、杂木刨花、玻璃纤维、碳纤维、偶联剂等的一种或几种混合。然后把改性的杉木刨花再送入干燥窑进行干燥,即进入下述步骤(25)。
103.(24)合格竹刨花超声空化与蒸煮碳化处理:将竹刨花装入连续蒸煮仓内进行超声空化与蒸煮碳化处理,温度90℃,超声空化与蒸煮时间11分钟,使竹材纹孔变大、去除竹材细胞内的淀粉,提高竹材的防霉性,提高竹材的渗透性,然后滤去蒸煮水。最后把滤去蒸煮水的竹刨花送入干燥窑进行干燥,即进入下述步骤(25)。
104.(25)干燥:将改性的杉木刨花干燥至含水率8%。将蒸煮碳化处理的竹刨花干燥至5.5%。
105.(26)拌胶:杉木刨花和竹刨花分别用拌胶机拌胶,所用的胶黏剂为为环保改性酚醛胶。刨花施胶量相同,均为100kg绝干刨花,施加13kg树脂固体。其中,竹刨花的树脂胶中还加入2.3%的防腐杀虫剂。
106.(27)铺装组坯:将拌胶后的薄型长片状刨花,用定向刨花铺装机沿板坯长度方向顺纹定向铺装。所述铺装机为3个铺装头(台)组成一台铺装设备。铺装的板坯分成三层,上下两表面层为竹定向刨花层,芯层杉木定向刨花层。在板坯中,表、芯层材料的重量比为:表层竹刨花占60%,芯层杉木刨花占40%。
107.(28)预压:将铺装的板坯置于预压机中预压,预压的单位压力1.5mpa,预压时间为25s。
108.(29)热压:预压后的板坯进入热压机中进行热压,热压温度为180℃,单位压力为3mpa,时间为28s/mm,采用厚度规控制厚度。
109.(30)后处理:热压后的竹杉木复合定向结构刨花板在室温下通过凉板机冷却,然后进行裁边,堆垛2.5天后进行砂光。
110.实施例三:
111.本发明一种竹杉复合定向结构刨花板的制造方法,包括以下步骤:
112.(31)刨片:将杉木材去皮,用长材刨片机顺其木纹方向刨削加工成薄型长片状杉木刨花,刨花长度为300mm,宽度为60mm,厚度为0.7mm。选择直径40mm以上新鲜楠竹(毛竹),通过竹材运输机把一段段成堆捆毛竹夹紧送到旋切刨片机,把毛竹旋切成刨花长度为300mm,厚度为1.0mm,竹子自然壁厚和自然幅度宽度为宽度的竹子刨花。
113.所述新鲜楠竹(毛竹)由抓木机装载机爪直接成堆成捆抓取放入毛竹料仓中,由毛竹料仓下的毛竹皮带运输机送入辊筒运输机中。辊筒运输机的侧压辊和上压辊与底部的下辊筒(托辊)同步速。辊筒运输机把成堆成捆毛竹送入过渡重压夹紧装置,成堆成捆毛竹穿过过渡重压夹紧装置到刨切长度传感器位置时,所有上压辊、上压板下压,前后侧压板、侧压混向里压,使成堆成捆毛竹牢固的四面压紧,用于刨切竹刨花。旋切刨片机主机启动,刀环刀盘外圈上置有切割刀组件和切削刀组件。旋切刨片机在滑座上向左移动,刨切毛竹刨花片,其中毛竹靠板从左面顶住要刨切的毛竹。特征是:刀环刀盘外圈上置有切割刀组件和切削刀组件和刨花通道。刀环高速旋转,通过安装在刀环外侧的刀片对竹材进行切削,旋切
刨片机在滑座上向左移动,实现定厚定长切削。继续进给刀环,完成一个切削工作任务。随后旋切刨片机(刀环)在滑座上向右移动到初始位置,等待下一个成堆成捆毛竹进给到成捆毛竹穿过过渡重压夹紧装置到刨切长度传感器位置时,再次向左移动。毛竹各夹紧机构放松,辊筒运输机再次把一段成堆成捆毛竹送入过渡重压夹紧装置,成堆成捆毛竹穿过过渡重压夹紧装置到刨切长度传感器位置时,所有上压辊、上压板下压,前后侧压板、侧压混向里压,使成堆成捆毛竹牢固的四面压紧,用于等待刨切竹刨花,重复下一个指令。
114.(32)刨花筛选:将杉木刨花、竹刨花分别加入筛选中进行筛选,筛除粉尘、颗粒状竹屑和杉木屑(用于普通刨花板制备),以及剔除大块不合格刨花材料和未旋切的小毛竹筒等。
115.竹刨花的竹青皮气力色选:竹青主要包括蜡质层、硅脂层和维管束最致密的一部分,所谓维管束最致密的部分即维管束含量多,密度大,生长应力大,难以拉伸和压缩,从而难以变形。因此,竹青硬度大,表面光滑,常规办法无法施胶压贴。在生产线上必须去除竹青皮。将机械筛选合格的竹刨花送入竹青皮气力色选机内(入口设有一排竹青皮绿色视频监控探头,在入口下一定高度位置设置有一排压缩空气喷嘴和电磁阀),当竹青皮气力色选机入口的竹青皮绿色视频监控探头检测到竹青皮时,下方位置的压缩空气气动阀准备开启,延时时间为竹青皮下落的时间,压缩空气喷嘴吹出一口压缩空气,把竹青皮吹到后方竹皮收料仓里(用于其它用途)。筛选合格的竹刨花用刨花出料运输机20送入竹刨花超声空化与蒸煮碳化仓处理。
116.(33)合格杉木刨花改性:将筛选合格的杉木刨花烘干至含水率8%,然后添加杉木刨花改性增强材料。例如均匀添加醚化2d树脂(固含量为38%左右树脂),醚化2d树脂的比例为杉木刨花重量的18%。所述杉木刨花改性增强材料为:醚化2d树脂、杂木刨花、玻璃纤维、碳纤维、偶联剂等的一种或几种混合。然后再把改性的杉木刨花送入干燥窑进行干燥,即进入下述步骤(35)。
117.(34)合格竹刨花超声空化与蒸煮碳化处理:将竹刨花装入连续蒸煮仓内进行超声空化与蒸煮碳化处理,温度100℃,超声空化与蒸煮时间15分钟,使竹材纹孔变大、去除竹材细胞内的淀粉,提高竹材的防霉性,提高竹材的渗透性,然后滤去蒸煮水。最后把滤去蒸煮水的竹刨花送入干燥窑进行干燥,即进入下述步骤(35)。
118.(35)干燥:将改性的杉木刨花干燥至含水率11%。将蒸煮碳化处理的竹刨花干燥至4%。
119.(36)拌胶:杉木刨花和竹刨花分别用拌胶机拌胶,所用的胶黏剂为环保改性酚醛胶。刨花施胶量相同,均为100kg绝干刨花,施加16kg树脂固体。其中,竹刨花的树脂胶中还加入3%的防腐杀虫剂。
120.(37)铺装:将拌胶后的薄型长片状刨花,用定向刨花铺装机沿板坯长度方向顺纹定向铺装。所述铺装机为3个铺装头(台)组成一台铺装设备。铺装的板坯分成三层,上下两表面层为竹定向刨花层,芯层杉木定向刨花层。在板坯中,表、芯层材料的重量比为:表层竹刨花占80%,芯层杉木刨花占20%。
121.(38)预压:将铺装的板坯置于预压机中预压,预压的单位压力1.8mpa,预压时间为40s。
122.(39)热压:预压后的板坯进入热压机中进行热压,热压温度为200℃,单位压力为
3.5mpa,时间为40s/mm,采用厚度规控制厚度。
123.(40)后处理:热压后的竹杉木复合定向结构板在室温下通过凉板机冷却,然后进行裁边,堆垛3天后进行砂光。
124.上述实施例中所用的设备:连续蒸煮仓、筛选机、拌胶机、定向铺装机、预压机、热压机等都是人造板板材制造行业常见的设备和工艺,非本发明的要点。
125.本发明的有益效果:毛竹原竹直接成堆成捆刨切刨花,减少了破竹工序等,提高了刨切毛竹的生产效率,提高杉木、竹材小径材林业剩余物的利用率,同时进一步提高竹材杉木与竹材的加工性能和防霉性能,提高竹木复合集装箱底板组坯效率,以及使刨花板板材更适合家居使用。
126.虽然以上描述了本发明的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本发明的范围的限定,熟悉本领域的技术人员在依照本发明的精神所作的等效的修饰以及变化,都应当涵盖在本发明的权利要求所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1