一种凹陷竹条智能分选加工系统及方法
1.本发明涉及竹材加工技术领域,具体涉及一种凹陷竹条智能分选加工系统及方法。
背景技术:
2.竹条是由原竹经过剖分、粗刨等加工而成的矩形材料,由于原竹具有形状头大尾小、壁厚头大尾小、沿高度方向弯曲变形等特点,初加工的竹条(简称初竹条)外面仍有少量竹青,内面仍有少量竹黄,竹青和竹黄不仅影响产品胶合强度,而且影响外观质量,因此需要根据竹条残留竹青竹黄情况,精刨不同厚度材料以便去除竹青竹黄。根据生产经验,竹条外面统一刨除0.5mm厚度,基本会去除表面竹青,而竹黄需要刨除0.5~2.5mm。现有技术中,竹条精加工主要采用人工肉眼观察,凭经验估计竹黄凹陷深度,分选后送入不同厚度的刨切机器。这种方法劳动强度大、生产效率低、竹黄凹陷评估不准确。
3.鉴于此,有必要提供一种新的方法解决上述技术问题。
技术实现要素:
4.本发明要解决的技术问题是提供一种凹陷竹条智能分选加工系统及方法,可精准地计算出竹条上下面的凹陷深度和凹陷去除量,有利于刨切机精准刨切竹青面和竹黄面的厚度,提高了工作效率和产品质量。
5.为了解决上述问题,本发明的技术方案如下:
6.一种凹陷竹条智能分选加工方法,包括如下步骤:
7.步骤s1,启动竹条输送装置,进行竹条输送;
8.步骤s2,检测竹条散点高度,提供第一单点激光位移传感器和第二单点激光位移传感器,所述第一单点激光位移传感器用于检测竹条宽度方向上下表面的散点高度,所述第二单点激光位移传感器用于检测竹条上下表面中线位置的散点高度;
9.步骤s3,plc控制器根据竹条散点高度检测数据,计算竹条上表面宽度方向的凹陷去除量c
1上
、竹条上表面中线位置的凹陷去除量c
2上
、竹条下表面宽度方向的凹陷去除量c
1下
、竹条下表面中线位置的凹陷去除量c
2下
,并取c
1上
和c
2上
中最大值为竹条上表面凹陷理论去除量c
上
,取c
1下
和c
2下
中最大值为竹条下表面凹陷理论去除量c
下
;
10.步骤s4,根据竹条上表面凹陷理论去除量c
上
、竹条下表面凹陷理论去除量c
下
和设定分级参数,确定竹条上下表面凹陷最终去除量;
11.步骤s5,刨切机根据竹条上下表面凹陷最终去除量进行刨切。
12.进一步地,步骤s2中,所述第一单点激光位移传感器为两组,分布于竹条输送装置上下两侧,且所述第一单点激光位移传感器在竹条宽度方向往返移动;
13.所述第二单点激光位移传感器为两组,分布于竹条输送装置上下两侧,且所述第二单点激光位移传感器固定设置。
14.进一步地,所述第一单点激光位移传感器设置在往复移动模组上,所述往复移动
模组在竹条宽度方向往返移动,其包括主动齿轮、与所述主动齿轮啮合的往复从动齿轮、用于装配所述主动齿轮和往复从动齿轮的滑槽,所述主动齿轮为缺齿齿轮,其具有主动齿的相对一侧为缺齿状,所述往复从动齿轮两侧具有与主动齿啮合的从动齿;当主动齿轮转动,主动齿与从动齿啮合,主动齿轮与往复从动齿轮配合传动,使从动齿轮沿着滑槽延伸方向往复移动。
15.进一步地,步骤s3中,竹条上/下表面宽度方向的凹陷去除量c
1上
/c
下
的计算方法包括如下步骤:
16.步骤s31,计算竹条基础厚度,根据第一单点激光位移传感器检测数据,统计上/下表面竹条宽度方向x个最大散点的高度值,并计算散点高度标准差d1,当满足d1≤f1时,计算散点高度平均值,得到竹条的基础厚度h0;若标准差d1>f1,则去除远离n倍标准差的散点数据,n为≥2的自然数;
17.步骤s32,统计竹条凹陷个数和每个凹陷的散点个数,判断散点高度ai是否小于h0-g1,如果是,则表明该散点是竹条表面凹点,并将散点ai存入对应的凹陷j;如果ai为凹点,且a
i-1
、ai和a
i+1
均为凹点,则ai为凹陷内部点,否则ai为凹陷边界点,通过统计凹陷边界点,统计出竹条凹陷个数和每个凹陷的散点个数;
18.步骤s33,计算凹陷去除量c
1上
/c
1下
,查找各凹陷的散点高度最小值h
min
,结合该凹陷的散点个数,计算该凹陷的去除量c
1上-j
/c
1下-j
,并根据各凹陷的去除量查找最大值,将其赋值给凹陷去除量c
1上
/c
1下
,c
1上-j
/c
1下-j
的计算方法如下:
19.当该凹陷的散点个数大于e1,去除量c
1上-j
/c
1下-j
=h0-h
min
+ε;
20.当该凹陷的散点个数小于e1且大于e2,去除量c
1上-j
/c
1下-j
=h0-h
min
;
21.当该凹陷的散点个数小于e2且大于e3,,去除量c
1上-j
/c
1下-j
=h0-h
min-ε;
22.当该凹陷的散点个数小于e3,去除量c
1上-j
/c
1下-j
=0;
23.其中,ε=0.1-0.2mm,e1=80-100,e2=10-20,e3=1-3。
24.进一步地,步骤s3中,竹条上/下表面中线位置的凹陷去除量c
2上
/c
2下
的计算方法包括如下步骤:
25.步骤s31a,计算竹条基础厚度,根据第二单点激光位移传感器检测数据,统计上/下表面竹条中线位置y个最大散点的高度值,并计算散点高度标准差d2,当满足d2≤f1时,计算散点高度平均值,得到竹条的基础厚度h0;若标准差d1>f1,则去除远离n倍标准差的散点数据,n为≥2的自然数;
26.步骤s32a,统计竹条凹陷个数和每个凹陷的散点个数,判断散点高度bi是否小于h0-g1,如果是,则表明该散点是竹条表面凹点,并将散点bi存入对应的凹陷k;如果ai为凹点,且a
i-1
、ai和a
i+1
均为凹点,则ai为凹陷内部点,否则ai为凹陷边界点,通过统计凹陷边界点,统计出竹条凹陷个数和每个凹陷的散点个数;
27.步骤s33a,计算凹陷去除量c
2上
/c
2下
,查找各凹陷的散点高度最小值h
min
,结合该凹陷的散点个数,计算该凹陷的去除量c
2上-k
/c
2下-k
,并根据各凹陷的去除量查找最大值,将其赋值给凹陷去除量c
2上
/c
2下
,c
2上-k
/c
2下-k
的计算方法如下:
28.当该凹陷的散点个数大于e1,去除量c
2上-k
/c
2下-k
=h0-h
min
+ε;
29.当该凹陷的散点个数小于e1且大于e2,去除量c
1上-j
/c
1下-j
=h0-h
min
;
30.当该凹陷的散点个数小于e2且大于e3,去除量c
1上-k
/c
2下-k
=h0-h
min-ε;
31.当该凹陷的散点个数小于e3,去除量c
2上-k
/c
2下-k
=0;
32.其中,ε=0.1-0.2mm,e1=80-100,e2=10-20,e3=1-3。
33.进一步地,步骤s4中,确定竹条上下表面凹陷最终去除量的方法如下:
34.当c
上
和c
下
均小于0.5mm时,无需确定竹青面和竹黄面,竹片上下面的最终去除量均为0.5mm;
35.当c
上
<0.5mm,c
下
>0.5mm时,竹片上表面为竹青面,下表面为竹黄面;
36.当c
下
<0.5mm,c
上
>0.5mm时,竹片下表面为竹青面,上表面为竹黄面;
37.当c
上
>0.5mm,c
下
>0.5mm时,取值小的为竹青面,取值大的为竹黄面;
38.竹青面的最终去除量为0.5mm,竹黄面按设定分级参数确定最终去除量。
39.进一步地,竹黄面按设定分级参数确定最终去除量,具体如下:
40.当竹黄面凹陷<0.5mm时,竹黄面的最终去除量为0.5mm;
41.当0.5≤竹黄面凹陷<1mm时,竹黄面的最终去除量为1mm;
42.当1≤竹黄面凹陷<1.5mm时,竹黄面的最终去除量为1.5mm;
43.当1.5≤竹黄面凹陷<2mm时,竹黄面的最终去除量为2mm;
44.其余,竹黄面的最终去除量为2.5mm。
45.进一步地,所述竹条输送装置的末端设置有接近开关传感器,当所述接近开关传感器收到竹条启动信号时,plc控制器开始接收第一单点激光位移传感器和第二单点激光位移传感器采集的数据;当所述接近开关传感器收到竹条停止输送信号时,plc控制器停止接收第一单点激光位移传感器和第二单点激光位移传感器采集的数据。
46.本发明还提供一种凹陷竹条智能分选加工系统,包括:
47.竹条输送装置;
48.竹条散点高度检测装置,包括第一单点激光位移传感器和第二单点激光位移传感器,所述第一单点激光位移传感器用于检测竹条宽度方向上下表面的散点高度,所述第二单点激光位移传感器用于检测竹条上下表面中线位置的散点高度;
49.plc控制器,plc控制器根据竹条散点高度检测数据,计算竹条上表面宽度方向的凹陷去除量c
1上
、竹条上表面中线位置的凹陷去除量c
2上
、竹条下表面宽度方向的凹陷去除量c
1下
、竹条下表面中线位置的凹陷去除量c
2下
,并取c
1上
和c
2上
中最大值为竹条上表面凹陷理论去除量c
上
,取c
1下
和c
2下
中最大值为竹条下表面凹陷理论去除量c
下
;并根据竹条上表面凹陷理论去除量c
上
、竹条下表面凹陷理论去除量c
下
和设定分级参数,确定竹条上下表面凹陷最终去除量;
50.刨切机,所述刨切机根据竹条上下表面凹陷最终去除量进行刨切。
51.进一步地,所述第一单点激光位移传感器为两组,分布于竹条输送装置上下两侧;
52.所述第一单点激光位移传感器设置在往复移动模组上,所述往复移动模组在竹条宽度方向往返移动,其包括主动齿轮、与所述主动齿轮啮合的往复从动齿轮、用于装配所述主动齿轮和往复从动齿轮的滑槽,所述主动齿轮为缺齿齿轮,其具有主动齿的相对一侧为缺齿状,所述往复从动齿轮两侧具有与主动齿啮合的从动齿;当主动齿轮转动,主动齿与从动齿啮合,主动齿轮与往复从动齿轮配合传动,使从动齿轮沿着滑槽延伸方向往复移动;
53.所述第二单点激光位移传感器为两组,分布于竹条输送装置上下两侧,且所述第二单点激光位移传感器固定设置。
54.与现有技术相比,本发明提供的凹陷竹条智能分选加工系统及方法,有益效果在于:
55.本发明提供的凹陷竹条智能分选加工系统及方法,通过在竹条输送装置的上下两侧设置第一单点激光位移传感器和第二单点激光位移传感器,其中第一单点激光位移传感器用于检测竹条宽度方向上下表面的散点高度,第二单点激光位移传感器用于检测竹条上下表面中线位置的散点高度,根据散点高度检测数据计算出竹条上下表面凹陷最终去除量,有利于刨切机精准刨切竹青面和竹黄面的厚度,提高了工作效率和产品质量。
附图说明
56.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
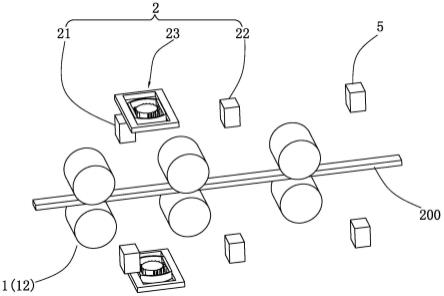
57.图1是本发明提供的凹陷竹条智能分选加工系统的结构示意图;
58.图2是第一单点激光位移传感器采集的散点数据示意图;
59.图3是第二单点激光位移传感器采集的散点数据示意图;
60.图4是固定第一单点激光位移传感器的往复位移模组的结构示意图;
61.图5是本发明提供的凹陷竹条智能分选加工方法的流程示意图。
具体实施方式
62.为了使本技术领域的人员更好地理解本发明实施例中的技术方案,并使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式作进一步的说明。
63.在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
64.本发明的凹陷竹条智能分选加工方法,竹青面/竹黄面的去除量计算基于如下规律:
65.凹陷深度在竹条横向上两边小、中间大、变化较大,在竹条纵向上变化较小;凹陷最深处基本位于竹黄的纵向中线处,大部分竹黄纵向中线位于竹条中线附近;竹黄凹陷在纵向中线附近凹陷深度变化比较缓慢。因此,本发明通过两组单点激光器检测竹黄凹陷大小,一组为固定式,位于竹条中线上方,另一组为往复移动式,可检测竹条全宽方向。
66.请参阅图1,是本发明提供的凹陷竹条智能分选加工系统的结构示意图。本发明的凹陷竹条智能分选加工系统包括竹条输送装置1、竹条散点高度检测装置2、plc控制器(未图示)、刨切机(未图示)、及设于竹条输送装置末端的接近开关传感器5。
67.竹条输送装置1用于输送竹条200,包括传送带(未图示)、设于传送带上的多个输送辊12,输送辊12的间距为50-150mm,用于将翘曲的竹条压平整。
68.竹条散点高度检测装置2包括第一单点激光位移传感器21、第二单点激光位移传感器22、以及往复位移模组23,且第一单点激光位移传感器21固定于往复位移模组23上,并
由往复位移模组23带动在竹条宽度方向做往复运动,以检测竹条宽度方向的散点高度,因此,由第一单点激光位移传感器检测的散点呈曲线分布,如图2所示;第二单点激光位移传感器用于检测竹条中线位置的散点高度,其为固定设置,即在检测过程中,第二单点激光位移传感器固定,由于竹条运动,因此,由第二单点激光位移传感器检测的散点在竹条中线位置呈直线型分布,如图3所示。
69.本发明中,第一单点激光位移传感器21为两组,分布于竹条输送装置上下两侧;第二单点激光位移传感器为两组,分布于竹条输送装置上下两侧。通过分别对竹条的竹青面和竹黄面进行宽度方向和中线方向的数据检测,使检测数据更精准。
70.请结合参阅图4,是固定第一单点激光位移传感器的往复位移模组的结构示意图。本发明中,往复位移模组23包括主动齿轮231、与主动齿轮231啮合的往复从动齿轮232、用于装配主动齿轮232和往复从动齿轮232的滑槽233。主动齿轮231为缺齿齿轮,其具有主动齿234的相对一侧为缺齿状,往复从动齿轮232两侧具有与主动齿啮合的从动齿235,即从动齿235设置在往复位移模组23的位移方向。当主动齿轮231转动,主动齿234与从动齿235啮合,主动齿轮与往复从动齿轮配合传动,使从动齿轮沿着滑槽延伸方向往复移动。具体的,当主动齿轮231转动,主动齿234与图4中右侧的从动齿235啮合,主动齿轮231带动往复从动齿轮232向下运动;当主动齿轮231继续转动,使主动齿234与左侧从动齿235啮合,主动齿轮231带动往复从动齿轮232向上运动,以此实现往复移动模组上下往复移动。
71.竹条散点高度检测装置2的第一单点激光位移传感器21和第二单点激光位移传感器22的检测信号发送至plc控制器,并由plc控制器根据逻辑运算计算竹条上下表面的去除量。在信号传输过程中,通过设于竹条输送装置末端的接近开关传感器5判断信号传输的起始和停止。
72.具体的,当接近开关传感器5收到竹条启动信号时,plc控制器开始接收第一单点激光位移传感器21和第二单点激光位移传感器22采集的数据;当接近开关传感器5收到竹条停止输送信号时,plc控制器停止接收第一单点激光位移传感器21和第二单点激光位移传感器22采集的数据。
73.plc控制器根据竹条散点高度检测数据,计算竹条上表面宽度方向的凹陷去除量c
1上
、竹条上表面中线位置的凹陷去除量c
2上
、竹条下表面宽度方向的凹陷去除量c
1下
、竹条下表面中线位置的凹陷去除量c
2下
,并取c
1上
和c
2上
中最大值为竹条上表面凹陷理论去除量c
上
,取c
1下
和c
2下
中最大值为竹条下表面凹陷理论去除量c
下
;然后再根据竹条上表面凹陷理论去除量c
上
、竹条下表面凹陷理论去除量c
下
和设定分级参数,确定竹条上下表面凹陷最终去除量。
74.具体的,竹条上/下表面宽度方向的凹陷去除量c
1上
的计算方法包括如下步骤:
75.①
计算竹条基础厚度,根据第一单点激光位移传感器检测数据,统计上/下表面竹条宽度方向x个最大散点的高度值(x取值10-20),并计算散点高度标准差d1,当满足d1≤f1时(f1取值0.1-0.4mm),计算散点高度平均值,得到竹条的基础厚度h0;若标准差d1>f1,则去除远离n倍标准差的散点数据,n为≥2的自然数;例如:统计x个最大散点的高度值,计算其标准差,去除远离3倍标准差的散点数据,再计算其标准差d1,检验标准差是否小于f1,如果标准差小于f1,计算它们的平均值,得到竹条的基础厚度h0,否则去除远离2倍标准差的散点数据,继续求剩下数据的标准差,直到标准差小于f1。
76.②
统计竹条凹陷个数和每个凹陷的散点个数,判断散点高度ai是否小于h0-g1(g1取值0.2-0.4),如果是,则表明该散点是竹条表面凹点,并将散点ai存入对应的凹陷j;该步骤中,如果ai为凹点,且a
i-1
、ai和a
i+1
均为凹点,则ai为凹陷内部点,否则ai为凹陷边界点,通过统计凹陷边界点,统计出竹条凹陷个数和每个凹陷的散点个数。
77.③
计算凹陷去除量c
1上
/c
1下
,查找各凹陷的散点高度最小值h
min
,结合该凹陷的散点个数,计算该凹陷的去除量c
1上-j
/c
1下-j
,并根据各凹陷的去除量查找最大值,将其赋值给凹陷去除量c
1上
/c
1下
,c
1上-j
/c
1下-j
的计算方法如下:
78.当该凹陷的散点个数大于e1,去除量c
1上-j
/c
1下-j
=h0-h
min
+ε;
79.当该凹陷的散点个数小于e1且大于e2,去除量c
1上-j
/c
1下-j
=h0-h
min
;
80.当该凹陷的散点个数小于e2且大于e3,,去除量c
1上-j
/c
1下-j
=h0-h
min-ε;
81.当该凹陷的散点个数小于e3,去除量c
1上-j
/c
1下-j
=0;
82.其中,ε=0.1-0.2mm,e1=80-100,e2=10-20,e3=1-3。
83.竹条上/下表面中线位置的凹陷去除量c
2上
/c
2下
的计算方法如下:
84.①
计算竹条基础厚度,根据第二单点激光位移传感器检测数据,统计上/下表面竹条中线位置y个最大散点的高度值,并计算散点高度标准差d2,当满足d2≤f1时(f1取值0.1-0.4mm),计算散点高度平均值,得到竹条的基础厚度h0;若标准差d1>f1,则去除远离n倍标准差的散点数据,n为≥2的自然数;例如:统计y个最大散点的高度值,计算其标准差,去除远离3倍标准差的散点数据,再计算其标准差d1,检验标准差是否小于f1,如果标准差小于f1,计算它们的平均值,得到竹条的基础厚度h0,否则去除远离2倍标准差的散点数据,继续求剩下数据的标准差,直到标准差小于f1。
85.②
统计竹条凹陷个数和每个凹陷的散点个数,判断散点高度bi是否小于h0-g1(g1取值0.2-0.4),如果是,则表明该散点是竹条表面凹点,并将散点bi存入对应的凹陷k;同样,该步骤中,如果ai为凹点,且a
i-1
、ai和a
i+1
均为凹点,则ai为凹陷内部点,否则ai为凹陷边界点,通过统计凹陷边界点,统计出竹条凹陷个数和每个凹陷的散点个数。
86.③
计算凹陷去除量c
2上
/c
2下
,查找各凹陷的散点高度最小值h
min
,结合该凹陷的散点个数,计算该凹陷的去除量c
2上-k
/c
2下-k
,并根据各凹陷的去除量查找最大值,将其赋值给凹陷去除量c
2上
/c
2下
,c
2上-k
/c
2下-k
的计算方法如下:
87.当该凹陷的散点个数大于e1,去除量c
2上-k
/c
2下-k
=h0-h
min
+ε;
88.当该凹陷的散点个数小于e1且大于e2,去除量c
1上-j
/c
1下-j
=h0-h
min
;
89.当该凹陷的散点个数小于e2且大于e3,去除量c
1上-k
/c
2下-k
=h0-h
min-ε;
90.当该凹陷的散点个数小于e3,去除量c
2上-k
/c
2下-k
=0;
91.其中,ε=0.1-0.2mm,e1=80-100,e2=10-20,e3=1-3。
92.并取c
1上
和c
2上
中最大值为竹条上表面凹陷理论去除量c
上
,取c
1下
和c
2下
中最大值为竹条下表面凹陷理论去除量c
下
,然后根据竹条上表面凹陷理论去除量c
上
、竹条下表面凹陷理论去除量c
下
和设定分级参数,确定竹条上下表面凹陷最终去除量,最终去除量计算方法具体如下:
93.当c
上
和c
下
均小于0.5mm时,无需确定竹青面和竹黄面,竹片上下面的最终去除量均为0.5mm;
94.当c
上
<0.5mm,c
下
>0.5mm时,竹片上表面为竹青面,下表面为竹黄面;
95.当c
下
<0.5mm,c
上
>0.5mm时,竹片下表面为竹青面,上表面为竹黄面;
96.当c
上
>0.5mm,c
下
>0.5mm时,取值小的为竹青面,取值大的为竹黄面;
97.竹青面的最终去除量为0.5mm,竹黄面按设定分级参数确定最终去除量,具体如下:
98.当竹黄面凹陷<0.5mm时,竹黄面的最终去除量为0.5mm;
99.当0.5≤竹黄面凹陷<1mm时,竹黄面的最终去除量为1mm;
100.当1≤竹黄面凹陷<1.5mm时,竹黄面的最终去除量为1.5mm;
101.当1.5≤竹黄面凹陷<2mm时,竹黄面的最终去除量为2mm;
102.其余情况下,竹黄面的最终去除量为2.5mm。
103.plc控制器将凹陷最终去除量数据信息发送至刨切机,刨切机根据该数据信息对竹条上下表面进行刨切,从而使竹条表面刨切厚度满足产品需求。
104.结合上述凹陷竹条智能分选加工系统,本发明还提供一种凹陷竹条智能分选加工方法。
105.请结合参阅图5,是本发明提供的凹陷竹条智能分选加工方法的流程示意图。本发明的凹陷竹条智能分选加工方法,包括如下步骤:
106.步骤s1,启动竹条输送装置,进行竹条输送;
107.步骤s2,检测竹条散点高度,第一单点激光位移传感器用于检测竹条宽度方向上下表面的散点高度,所述第二单点激光位移传感器用于检测竹条上下表面中线位置的散点高度;
108.具体的,竹条散点高度检测装置2的第一单点激光位移传感器21和第二单点激光位移传感器22的检测信号发送至plc控制器,并由plc控制器根据逻辑运算计算竹条上下表面的去除量。在信号传输过程中,通过设于竹条输送装置末端的接近开关传感器5判断信号传输的起始和停止。具体的,当接近开关传感器5收到竹条启动信号时,plc控制器开始接收第一单点激光位移传感器21和第二单点激光位移传感器22采集的数据;当接近开关传感器5收到竹条停止输送信号时,plc控制器停止接收第一单点激光位移传感器21和第二单点激光位移传感器22采集的数据。
109.步骤s3,plc控制器根据竹条散点高度检测数据,计算竹条上表面宽度方向的凹陷去除量c
1上
、竹条上表面中线位置的凹陷去除量c
2上
、竹条下表面宽度方向的凹陷去除量c
1下
、竹条下表面中线位置的凹陷去除量c
2下
,并取c
1上
和c
2上
中最大值为竹条上表面凹陷理论去除量c
上
,取c
1下
和c
2下
中最大值为竹条下表面凹陷理论去除量c
下
;
110.具体的,竹条上/下表面宽度方向的凹陷去除量c
1上
/c
下
的计算方法包括如下步骤:
111.步骤s31,计算竹条基础厚度,根据第一单点激光位移传感器检测数据,统计上/下表面竹条宽度方向x个最大散点的高度值,并计算散点高度标准差d1,当满足d1≤f1时,计算散点高度平均值,得到竹条的基础厚度h0;若标准差d1>f1,则去除远离n倍标准差的散点数据,n为≥2的自然数;
112.步骤s32,统计竹条凹陷个数和每个凹陷的散点个数,判断散点高度ai是否小于h0-g1,如果是,则表明该散点是竹条表面凹点,并将散点ai存入对应的凹陷j;如果ai为凹点,且a
i-1
、ai和a
i+1
均为凹点,则ai为凹陷内部点,否则ai为凹陷边界点,通过统计凹陷边界点,统计出竹条凹陷个数和每个凹陷的散点个数;
113.步骤s33,计算凹陷去除量c
1上
/c
1下
,查找各凹陷的散点高度最小值h
min
,结合该凹陷的散点个数,计算该凹陷的去除量c
1上-j
/c
1下-j
,并根据各凹陷的去除量查找最大值,将其赋值给凹陷去除量c
1上
/c
1下
,c
1上-j
/c
1下-j
的计算方法如下:
114.当该凹陷的散点个数大于e1,去除量c
1上-j
/c
1下-j
=h0-h
min
+ε;
115.当该凹陷的散点个数小于e1且大于e2,去除量c
1上-j
/c
1下-j
=h0-h
min
;
116.当该凹陷的散点个数小于e2且大于e3,,去除量c
1上-j
/c
1下-j
=h0-h
min-ε;
117.当该凹陷的散点个数小于e3,去除量c
1上-j
/c
1下-j
=0;
118.其中,ε=0.1-0.2mm,e1=80-100,e2=10-20,e3=1-3。
119.竹条上/下表面中线位置的凹陷去除量c
2上
/c
2下
的计算方法包括如下步骤:
120.步骤s31a,计算竹条基础厚度,根据第二单点激光位移传感器检测数据,统计上/下表面竹条中线位置y个最大散点的高度值,并计算散点高度标准差d2,当满足d2≤f1时,计算散点高度平均值,得到竹条的基础厚度h0;若标准差d1>f1,则去除远离n倍标准差的散点数据,n为≥2的自然数;
121.步骤s32a,统计竹条凹陷个数和每个凹陷的散点个数,判断散点高度bi是否小于h0-g1,如果是,则表明该散点是竹条表面凹点,并将散点bi存入对应的凹陷k;如果ai为凹点,且a
i-1
、ai和a
i+1
均为凹点,则ai为凹陷内部点,否则ai为凹陷边界点,通过统计凹陷边界点,统计出竹条凹陷个数和每个凹陷的散点个数;
122.步骤s33a,计算凹陷去除量c
2上
/c
2下
,查找各凹陷的散点高度最小值h
min
,结合该凹陷的散点个数,计算该凹陷的去除量c
2上-k
/c
2下-k
,并根据各凹陷的去除量查找最大值,将其赋值给凹陷去除量c
2上
/c
2下
,c
2上-k
/c
2下-k
的计算方法如下:
123.当该凹陷的散点个数大于e1,去除量c
2上-k
/c
2下-k
=h0-h
min
+ε;
124.当该凹陷的散点个数小于e1且大于e2,去除量c
1上-j
/c
1下-j
=h0-h
min
;
125.当该凹陷的散点个数小于e2且大于e3,去除量c
1上-k
/c
2下-k
=h0-h
min-ε;
126.当该凹陷的散点个数小于e3,去除量c
2上-k
/c
2下-k
=0;
127.其中,ε=0.1-0.2mm,e1=80-100,e2=10-20,e3=1-3。
128.取c
1上
和c
2上
中最大值为竹条上表面凹陷理论去除量c
上
,取c
1下
和c
2下
中最大值为竹条下表面凹陷理论去除量c
下
。
129.步骤s4,根据竹条上表面凹陷理论去除量c
上
、竹条下表面凹陷理论去除量c
下
和设定分级参数,确定竹条上下表面凹陷最终去除量;
130.具体的,最终去除量计算方法如下:
131.当c
上
和c
下
均小于0.5mm时,无需确定竹青面和竹黄面,竹片上下面的最终去除量均为0.5mm;
132.当c
上
<0.5mm,c
下
>0.5mm时,竹片上表面为竹青面,下表面为竹黄面;
133.当c
下
<0.5mm,c
上
>0.5mm时,竹片下表面为竹青面,上表面为竹黄面;
134.当c
上
>0.5mm,c
下
>0.5mm时,取值小的为竹青面,取值大的为竹黄面;
135.竹青面的最终去除量为0.5mm,竹黄面按设定分级参数确定最终去除量,具体如下:
136.当竹黄面凹陷<0.5mm时,竹黄面的最终去除量为0.5mm;
137.当0.5≤竹黄面凹陷<1mm时,竹黄面的最终去除量为1mm;
138.当1≤竹黄面凹陷<1.5mm时,竹黄面的最终去除量为1.5mm;
139.当1.5≤竹黄面凹陷<2mm时,竹黄面的最终去除量为2mm;
140.其余情况下,竹黄面的最终去除量为2.5mm。
141.步骤s5,刨切机根据竹条上下表面凹陷最终去除量进行刨切。
142.需要说明的是,以上“上”、“下”、“左”、“右”方位是根据附图的图示位置进行表述,当往复移动模组的安装方位发生改变时,其相应的方位发生改变。
143.与现有技术相比,本发明提供的凹陷竹条智能分选加工系统及方法,有益效果在于:
144.本发明提供的凹陷竹条智能分选加工系统及方法,通过在竹条输送装置的上下两侧设置第一单点激光位移传感器和第二单点激光位移传感器,其中第一单点激光位移传感器用于检测竹条宽度方向上下表面的散点高度,第二单点激光位移传感器用于检测竹条上下表面中线位置的散点高度,根据散点高度检测数据计算出竹条上下表面凹陷最终去除量,有利于刨切机精准刨切竹青面和竹黄面的厚度,提高了工作效率和产品质量。
145.以上结合附图对本发明的实施方式作出详细说明,但本发明不局限于所描述的实施方式。对本领域的技术人员而言,在不脱离本发明的原理和精神的情况下对这些实施例进行的多种变化、修改、替换和变型均仍落入在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1