一种裁板锯控制系统及方法与流程
1.本发明涉及裁板锯技术领域,更具体地说,本发明涉及一种裁板锯控制系统及方法。
背景技术:
2.裁板锯可用于各种人造板如贴面刨花板、纤维板、胶合板及实木板、塑料板、铝合金等多种材料的纵剖横切,广泛应用于板式家具行业以及车船制造等木材加工行业,属于木工机械当中的通用设备,市场需求量大;在现有技术中,裁板锯针对较薄的板材进行上料时,由于板材容易产生变形,在推料机构向前推送板材进行上料时,容易使得板材上料失败,出现多上料的现象,影响裁板锯的工作效率。因此,有必要提出一种裁板锯控制系统及方法,以至少部分地解决现有技术中存在的问题。
技术实现要素:
3.在发明内容部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本发明的发明内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
4.为至少部分地解决上述问题,本发明提供了一种裁板锯控制系统,包括:升降控制模块,控制承载板材的升降台上升至推料高度;前挡控制模块,调节位于板材前侧的前挡机构的初始高度;上料控制模块,控制位于板材后侧的推料机构向前推动位于上料位的板材,使板材前端通过前挡机构预设距离;前挡控制模块控制前挡机构上升至安全高度,再通过上料控制模块控制推料机构继续向前推动位于上料位的板材。
5.优选的是,还包括:前压控制模块,用于在升降控制模块控制升降台上升至推料高度之前,控制位于升降台前侧的前压机构移动至板材的上方,以使升降台上升至推料高度时使前压机构对板材形成压紧力;还用于在上料控制模块控制推料机构使板材的前端通过前挡机构预设距离后,控制前压机构移动以避让板材的输送线。
6.优选的是,所述前挡控制模块包括:
7.高度检测单元,在升降台上升至推料高度时,用于检测前压机构的高度或板材顶面的高度;
8.第一调整单元,用于依据单个板材的厚度以及高度检测单元检测的高度数据调节前挡机构至初始高度位置,使前挡机构的初始高度满足于使位于上料位的板材通过;
9.第二调整单元,用于在板材的前端通过前挡机构预设距离后,控制前挡机构上升至安全高度。
10.优选的是,所述前压控制模块包括:
11.压接控制单元,用于控制前压机构先上升后旋转,移动至板材的上方的压接位置;
12.避让控制单元,用于控制前压机构先旋转后下降,移动至避让板材的输送线的位置。
13.优选的是,所述上料控制模块包括:
14.到位检测单元,用于检测升降台是否上升至推料高度;
15.第一移动控制单元,用于在升降台上升至推料高度后,控制推料机构移动使板材的前端通过前挡机构预设距离,并控制前压控制模块和前挡控制模块工作;
16.第二移动控制单元,用于在前挡控制模块控制前挡机构上升至安全高度后,控制推料机构对板材进行输送。
17.优选的是,所述到位检测单元的检测过程为,在升降控制模块控制升降台上升过程中,检测板材上升推动后压机构和推料机构是否到达预设推料位置,若到达预设推料位置,则表示升降台上升至推料高度。
18.优选的是,所述上料控制模块还包括:调节单元,用于在升降控制模块控制升降台上升之前,调节后压机构底端和推料机构底端之间在竖直方向的第一距离,以及调节后压机构底端与升降台顶面之间的第二距离,所述第二距离小于升降台上的板材总厚度1mm。
19.优选的是,所述上料控制模块还包括:调整预警单元,所述推料机构的底部转动设有压接滚轮,所述压接滚轮的底端低于推料机构的底面设置,所述压接滚轮用于在推料机构推动位于上料位的板材移动时,对位于下一层的板材产生压紧力,所述调整预警单元用于检测压接滚轮是否对下一层的板材产生有效压紧力,若检测结果为产生无效压紧力,则调整压接滚轮与下一层板材之间的作用力,并发出预警提示。
20.优选的是,所述压接滚轮包括:与推料机构底部转动连接的滚轮主体,所述滚轮主体的外侧周向分布有弹性体,所述弹性体内设有空腔,所述滚轮主体上设有与空腔密封连通的控制腔,所述控制腔内设有环形挡板,所述环形挡板靠近弹性体一侧的控制腔内设有塞体,所述环形挡板另一侧的控制腔内设有磁块,所述塞体和磁块之间通过连杆连接,所述连杆穿过环形挡板设置,所述环形挡板和塞体之间设有弹簧,所述弹簧和环形挡板之间设有与调整预警单元电连接的压力传感器,所述滚轮主体的中部设有与调整预警单元电连接的电磁体。
21.本发明还公开了一种裁板锯控制方法,包括:
22.控制位于升降台前侧的前压机构移动至板材的上方;
23.控制承载板材的升降台上升至推料高度,使位于升降台前侧的前压机构和后侧的后压机构对板材形成压紧力;
24.调节位于板材前侧的前挡机构的初始高度;
25.控制位于板材后侧的推料机构向前推动位于上料位的板材,使板材前端通过前挡机构预设距离;
26.控制前压机构移动以避让板材的输送线,然后控制前挡机构上升至安全高度,再控制推料机构继续向前推动位于上料位的板材继续移动。
27.相比现有技术,本发明至少包括以下有益效果:
28.本发明所述的裁板锯控制系统及方法,前挡机构通过测定待上料的板材顶面高度位置,反馈给前挡机构,控制其上升到板材顶面设定位置,确保前挡机构挡住待上料的板材下一层的板材;对于前挡机构的高度控制,可以使得裁板锯在对板材进行上料时,防止少上料或者多上料的情况发生,保证对较薄的板材上料时数量的把控。
29.本发明所述的裁板锯控制系统及方法,本发明的其它优点、目标和特征将部分通
过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
30.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
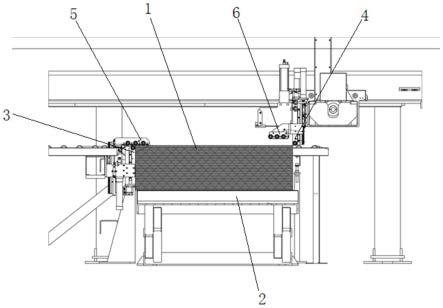
31.图1为本发明所述的裁板锯的结构示意图;
32.图2为本发明所述的裁板锯控制系统的系统框图;
33.图3为本发明所述的裁板锯控制系统中前压机构和前挡机构的结构示意图;
34.图4为本发明所述的裁板锯控制系统中后压机构和推料机构的结构示意图;
35.图5为本发明所述的裁板锯控制系统中压接滚轮的内部结构示意图;
36.图6为本发明所述的裁板锯控制方法的流程图。
具体实施方式
37.下面结合附图以及实施例对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
38.应当理解,本文所使用的诸如“具有”、“包含”以及“包括”术语并不排除一个或多个其它元件或其组合的存在或添加。
39.本发明所述的裁板锯包括:升降台2,升降台2的前侧设有前压机构5和前挡机构3,升降台2的上方前后滑动设有上料组件,上料组件包括移动主体,移动主体上设有多组推料机构4和后压机构6,移动主体上还设有夹板机构,推料机构4和后压机构6滑动设置在移动主体上,升降台2上承载有多层板材1;
40.裁板锯控制系统包括:控制升降台2上下移动的升降控制模块、控制前挡机构3上下移动的前挡控制模块、控制前压机构5上下以及旋转运动的前压控制模块、控制推料机构4和后压机构6单独或同时移动的上料控制模块。
41.具体的如图1-图5所示,本发明提供了一种裁板锯控制系统,包括:升降控制模块,控制承载板材1的升降台2上升至推料高度;前挡控制模块,调节位于板材1前侧的前挡机构3的初始高度(此处是升降台2上升到位后,根据检测出来的板面高度位置反馈控制前挡机构3,控制前挡机构3上升到离板材1顶面的设定位置处);上料控制模块,控制位于板材1后侧的推料机构4向前推动位于上料位的板材1,使板材1前端通过前挡机构3预设距离;前挡控制模块控制前挡机构3上升至安全高度,再通过上料控制模块控制推料机构4继续向前推动位于上料位的板材1(当板材1推动经过前挡机构3一半的时候后,后压机构6上升,推料机构4下方的压接滚轮7压住下一层的板材1向前推动上料的板材1,防止上料的板材1在脱离承载面时由于后压机构6有下压的力而使上料的板材1下压导致推料不准,推料推不到上料的板材1)。
42.上述技术方案的工作原理和有益效果:首先通过升降控制模块控制升降台2上升至推料高度,此推料高度满足推料机构4对位于上料位的板材1(上料位的板材1可以是一个或多个板材1)进行推动的高度位置,然后依据板材1的总高度以及单个板材1的厚度来控制前挡机构3的初始高度,使前挡机构3仅能使位于上料位的板材1通过,也就是前挡机构3的初始高度不高于下一层板材1的顶面高度;
43.由于在推料机构4推动上料位的板材1移动的同时,位于下一层的板材1与上料位的板材1之间有摩擦力,并且推料机构4也会与下一层板材1的顶面之间产生摩擦力,若是摩擦力较大则会对下一层的板材1产生向前的推动力,由于板材1较薄其变形较大,并且变形后会产生回弹力,从而使得在前压机构5离开板材1时,较薄的板材1产生回弹,回弹后,位于下一层的板材1在摩擦力作用下会有越过前挡机构3的风险,从导致多上板材1,无法保证推料机构4每次仅上料一个板材1;
44.因此,本实施例采用在前挡机构3位于初始高度时,控制推料机构4向前推动位于上料位的板材1的前端通过前挡机构3预设距离,然后控制前挡机构3继续上升至安全高度,此安全高度与初始高度之差的范围为5mm~10mm,以保证前挡机构3的顶端高于下一层板材1的顶面一定距离,以防止下一层板材1回弹而越过前挡机构3的情况发生,然后再次控制推料机构4继续向前推动上料位的板材1,推动至位于前挡机构3前侧的输送平台上,当板材1到达输送平台上后,再通过夹板机构对板材1的后端夹持完成板材1的裁切;
45.前挡机构3如果位置不准确时会发生上料错误,如前挡机构3高了挡住待上料的板材1会导致推料机构4推不上待上料的板材1,导致上料失败,如果前挡机构3的高度低了,前挡机构3的高度无法挡住待上料板材1下一层的板材1,由于板材1间的摩擦力前推,待上料的板材1前移会把下层板材1拖动一同前移,所以本技术中前挡机构3通过测定待上料的板材1顶面高度位置,反馈给前挡机构3,控制其上升到板材1顶面设定位置,确保前挡机构3挡住待上料的板材1下一层的板材1;本发明对于前挡机构3的高度控制,可以使得裁板锯在对板材1进行上料时,防止少上料或者多上料的情况发生,保证对较薄的板材1上料时数量的把控。
46.在一个实施例中,还包括:前压控制模块,用于在升降控制模块控制升降台2上升至推料高度之前,控制位于升降台2前侧的前压机构5移动至板材1的上方,以使升降台2上升至推料高度时使前压机构5对板材1形成压紧力;还用于在上料控制模块控制推料机构4使板材1的前端通过前挡机构3预设距离后,控制前压机构5移动以避让板材1的输送线。
47.上述技术方案的工作原理和有益效果:前压机构5和前挡机构3设置在同一竖直平面(如图3所示),在升降台2上升至推料高度之前,前压机构5移动至板材1的上方,然后升降台2上升会使得板材1的顶面顶起前压机构5,使得前压机构5对板材1形成压紧力,以使得较薄的已经变形的板材1在压紧力作用下能够保持水平,便于对前压机构5压紧板材1时的高度检测的准确性,以使得更精确的调整前挡机构3的挡料高度;并且在位于上料位的板材1通过前挡机构3预设距离后,为了防止前压机构5对板材1的输送形成阻碍,从而控制其移动脱离与板材1的压紧,此时,尽管板材1在竖向回弹,位于下层的板材1回弹后也不会超过前挡机构3的顶端。
48.在一个实施例中,所述前挡控制模块包括:
49.高度检测单元,在升降台2上升至推料高度时,用于检测前压机构5的高度或板材1顶面的高度;
50.第一调整单元,用于依据单个板材1的厚度以及高度检测单元检测的高度数据调节前挡机构3至初始高度位置,使前挡机构3的初始高度满足于使位于上料位的板材1通过;
51.第二调整单元,用于在板材1的前端通过前挡机构3预设距离后,控制前挡机构3上升至安全高度。
52.上述技术方案的工作原理和有益效果:升降台2上升至推料高度时,前压机构5与板材1之间产生压紧力,从而使得变形的板材1被压的部分能够保持水平,便于高度检测单元检测前压机构5的高度或板材1顶面的高度(指的是被前压机构5压紧部分的板材1顶面高度),然后依据需要的上料位的板材1的数量以及单个板材1的厚度,通过第一调整单元调整前挡机构3的初始高度位置,然后,在前压机构5还与板材1压紧的状态下,使位于上料位的板材1通过前挡机构3预设距离,保证通过前挡机构3的板材1数量,然后,通过第二调整单元控制前挡机构3继续上升一定高度至安全高度,也就是继续上升5mm-10mm,此安全高度对应于所有板材1在前压机构5的压紧力撤去后的回弹高度,防止板材1回弹后越过前挡机构3。
53.在一个实施例中,所述前压控制模块包括:
54.压接控制单元,用于控制前压机构5先上升后旋转,移动至板材1的上方的压接位置;
55.避让控制单元,用于控制前压机构5先旋转后下降,移动至避让板材1的输送线的位置。
56.上述技术方案的工作原理和有益效果:前压机构5包括:前压板,前压板上转动设有多个与板材1压紧的压轮,前压板的一端设有驱动其转动的转动组件,所述转动组件设置在驱动前压板升降的升降组件上;在升降台2上升之前,前压机构5首先通过压接控制单元,控制其先上升后逆时针旋转90度至板材1的上方,便于升降台2上升后与板材1产生压紧力,然后在板材1通过前挡机构3预设距离后,通过避让控制单元控制前压机构5先顺时针旋转90度至与板材1脱离,然后再下降一定高度,将板材1的输送线让开,能够配合对板材1进行压紧以及避让。
57.在一个实施例中,所述上料控制模块包括:
58.到位检测单元,用于检测升降台2是否上升至推料高度;
59.第一移动控制单元,用于在升降台2上升至推料高度后,控制推料机构4移动使板材1的前端通过前挡机构3预设距离,并控制前压控制模块和前挡控制模块工作;
60.第二移动控制单元,用于在前挡控制模块控制前挡机构3上升至安全高度后,控制推料机构4对板材1进行输送;
61.所述到位检测单元的检测过程为,在升降控制模块控制升降台2上升过程中,检测板材1上升推动位于板材上方的后压机构6和推料机构4是否到达预设推料位置,若到达预设推料位置,则表示升降台2上升至推料高度;
62.所述上料控制模块还包括:调节单元,用于在升降控制模块控制升降台2上升之前,调节后压机构6底端和推料机构4底端之间在竖直方向的第一距离,以及调节后压机构6底端与升降台2顶面之间的第二距离,所述第二距离小于升降台2上的板材1总厚度1mm。
63.上述技术方案的工作原理和有益效果:上料控制模块的工作过程为,在未上料前,通过调节单元,调节后压机构6和推料机构4高度,使第一距离满足上料位的板材1的厚度,例如一次性上料三个板材1,则第一距离为三个板材1的厚度,第二距离要小于升降台2上板材1的总厚度,例如,每个板材1的厚度为6mm,则升降台2上有十个板材1的总厚度为60mm,则第二距离为59mm,便于在升降台2上升时,板材1的顶面推动顶起前压机构5后,继续上升推动顶起后压机构6,则后压机构6与推料机构4同时被顶升,由于后压机构6和推料机构4设有多组,而板材1每一处的变形量不同,随着板材1上升对后压机构6推压,位于板材1不同处的
后压机构6均顶升到位时(此处采用到位检测单元进行检测,到位检测单元为检测开关,每一组后压机构6和推料机构4上均设有检测开关,当顶升到位后,检测开关即断开,当所有检测开关均断开后,顶升到位),则表示板材1到达了预设推料位置(即升降台2上升至推料高度),则可以继续后续的工作,保证每一组推料机构4均能够有效的对板材1进行推送,保证板材1上料的稳定性。
64.在一个实施例中,所述上料控制模块还包括:调整预警单元,所述推料机构4的底部转动设有压接滚轮7,所述压接滚轮7的底端低于推料机构4的底面设置,所述压接滚轮7用于在推料机构4推动位于上料位的板材1移动时,对位于下一层的板材1产生压紧力,所述调整预警单元用于检测压接滚轮7是否对下一层的板材1产生有效压紧力,若检测结果为产生无效压紧力,则调整压接滚轮7与下一层板材1之间的作用力,并发出预警提示;
65.所述压接滚轮7包括:与推料机构4底部转动连接的滚轮主体710,所述滚轮主体710的外侧周向分布有弹性体720,所述弹性体720内设有空腔721,所述滚轮主体710上设有与空腔721密封连通的控制腔711,所述控制腔711内设有环形挡板730,所述环形挡板730靠近弹性体720一侧的控制腔711内设有塞体740,所述环形挡板730另一侧的控制腔711内设有磁块750,所述塞体740和磁块750之间通过连杆760连接,所述连杆760穿过环形挡板730设置,所述环形挡板730和塞体740之间设有弹簧780,所述弹簧780和环形挡板730之间设有与调整预警单元电连接的压力传感器,所述滚轮主体710的中部设有与调整预警单元电连接的电磁体770。
66.上述技术方案的工作原理和有益效果:为了进一步保证上料稳定性,防止在板材1上料过程中,下一层板材1回弹而导致多上料的情况,设置调整预警单元,能够检测在压接滚轮7与下层板材1发生滑动摩擦时,适应性对压接滚轮7进行调整,调整其与板材1之间的压紧力,若是调节完压紧力后,仍然发生滑动摩擦,则发出报警提示;
67.位于塞体740靠近空腔721一侧的控制腔711以及空腔721连通,且设有流体,填充体为空气或者液体,压接滚轮7随推料机构4一同向前移动,通过电磁体770的电流改变,则会使得电磁体770与磁块750之间的作用力产生变化,从而改变压接滚轮7与板材1之间的作用力,实现压接滚轮7的适应性调整;
68.在压接滚轮7对下一层的板材1产生有效压紧力时,电磁体770不通电,与磁块750之间无作用力,位于外侧的弹性体720能够与下一层板材1产生滚动摩擦,压接滚轮7正常转动,则随着压接滚轮7的转动,与板材1接触的弹性体720受压后,使得空腔721容积减小,从而使得空腔721和控制腔711内的流体被挤压从而对塞体740产生推动力压缩弹簧780,使得对应的压力传感器产生压力值,若是压接滚轮7与下一层板材1之间为滚动摩擦,则压接滚轮7会一直转动,则每个压力传感器会循环产生压力值,并且在弹性体720转动至与板材1不接触时,在弹簧780的回弹作用下,压力传感器的压力值会发生变化,此种状态为有效压紧力状态,表明下一层板材1没有被推料机构4以及上层板材1的摩擦力影响下而向前移动;
69.在压接滚轮7转动过程中,由于弹性体720能够与板材1弹性滚动连接,能够保证压接滚轮7正常的随推料机构4的移动而转动,对下一层板材1产生有效的压紧力,从而防止对下一层板材1产生向前推动的摩擦力,以阻止下一层板材1向前移动越过前挡机构3;
70.在压接滚轮7对下一层的板材1产生无效压紧力时,也就是下层板材1的回弹程度较大或其它因素影响,使得压接滚轮7的转动被下层板材1的变形影响,阻碍压接滚轮7转
动,使得压接滚轮7与下一层板材1之间产生了非滚动摩擦,或者板材1的某一处变形较大或有异物,压接滚轮7无法通过时,使得压接滚轮7的某一个弹性体720始终与下一层板材1压紧,使得对应的压力传感器在预设时间段内无压力变化,而其他压力传感器在预设时间段内未检测到压力值,则控制电磁体770通电对磁块750产生吸附作用,则多个磁块750同时向滚轮主体710中心移动,使得塞体740靠近空腔721一侧的控制腔711和空腔721的容积增加,流体对弹性体720的支撑作用力减小,则会使弹性体720在外力作用下被压缩的量更大,使压接滚轮7更容易通过板材1变形较大处,以防止压接滚轮7与下一层板材1之间产生非滚动摩擦,保证对下一层板材1的有效压紧;对压紧滚轮7调整完后,若是检测结果仍然是压接滚轮7对下一层的板材1产生无效压紧力,则发出预警提示,则会出现下一层板材1被推动的风险,提示工作人员及时查看,或调整前挡机构3的安全高度,以保证板材1输送的稳定性。
71.如图6所示,本发明还公开了一种裁板锯控制方法,包括:
72.s1、控制位于升降台2前侧的前压机构5移动至板材1的上方;
73.s2、控制承载板材1的升降台2上升至推料高度,使位于升降台2前侧的前压机构5和后侧的后压机构6对板材1形成压紧力;
74.s3、调节位于板材1前侧的前挡机构3的初始高度;
75.s4、控制位于板材1后侧的推料机构4向前推动位于上料位的板材1,使板材1前端通过前挡机构3预设距离;
76.s5、控制前压机构5移动以避让板材1的输送线,然后控制前挡机构3上升至安全高度,再控制推料机构4继续向前推动位于上料位的板材1继续移动。
77.上述技术方案的工作原理和有益效果:本发明阐述的机构的移动均通过伺服控制,在对板材1进行上料前,首先对前压机构5、后压机构6以及推料机构4的高度位置进行调整(已在本发明裁板锯控制系统的实施例中阐明,此处不再赘述),然后控制升降台2上升至推料高度,在上升过程中,会首先使升降台2上的板材1顶升前压机构5产生压紧力,然后继续上升后板材1会顶升后压机构6,带动前压机构5、后压机构6以及推料机构4同时上升至推料高度;再对板材1当前的高度进行检测,并对前挡机构3挡料的初始高度进行调整,使推料机构4推动位于上料位的板材1通过前挡机构3预设距离后,控制前挡机构5脱离板材1,并控制前挡机构3上升至安全高度,安全高度比初始高度高5mm-10mm,以使得位于下层的板材1回弹后不会越过前挡机构3,保证板材1不会出现多上料的情况,保证对较薄的板材1上料时数量的把控。
78.本发明整体的工作原理:首先通过伺服控制后压机构6相对推料机构4上升到设定高度即所需上料板材1的高度,此时后压机构6与推料机构4的高度是相对固定的(依据待上料板材1的数量和厚度预先调整好);与此同时前压机构5上升到安全位置并旋转90度使前压机构5位于板材1的上方;然后升降台2上升,板材1上升顶升后压机构6与推料机构4上升(由于后压机构6与推料机构4是相对固定的)检测开关断开后反馈给升降台2已经上升到位;此处是升降台2上升到位后,通过前挡控制模块所检测出来板面位置后反馈控制前挡机构3上升到离板材1顶面设定位置(即挡住待上料板材1下层的板材1);推料机构4向前推一小段距离即待上料板材1推过前挡机构3,前压机构5上升到安全位置并回转90度,然后下降到安全位置,并控制前挡机构3上升至安全高度;推料机构4继续前推板材1移动,并控制后压机构6上升,上升后推料机构4下端的压接滚轮7会压住待上料板材1的下一层板材1,使推
料机构4前推待上料板材1向前移动。
79.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
80.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接或彼此可通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
81.尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节与这里示出与描述的图例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1