一种用于木窗双端复合精铣机床内框定位夹紧工作台
1.本实用新型涉及木工机械加工技术领域,尤其是一种用于木窗双端复合精铣机床内框定位夹紧工作台。
背景技术:
2.被动式门窗作为被动式建筑中重要组成之一,对于其木窗加工精度有着严格要求,但是现在的双端铣装装备加工的精度较低,其主要一个重要因素是单侧定位精度较低,在单侧定位过程中,左右框公差不同,左右框自带误差,以存在误差的窗户框一侧作为基准去对中窗户框另一侧,则必然增加窗户框的误差,单侧定位只能保证基准尺寸误差,不能保证窗户框左右两侧精度完全一致,所以导致窗户框密封性不好。因此,设计了一种用于木窗双端复合精铣机床内框定位夹紧工作台。
3.通过定位销、定位靠尺之间的相互配合工作,使得木窗在加工时候可以内侧定位,提高了加定位精度,从而保证了窗户从而保证后续双端铣削加工精度,进而提高窗户密封性。
技术实现要素:
4.本实用新型专利要解决的技术问题是:提供一种用于木窗双端铣削加工的木窗内框定位夹紧装置,解决单侧定位只能保证基准尺寸误差,不能保证窗户框左右两侧精度完全一致,所以导致窗户框密封性不好问题。
5.为了实现上述目的,本实用新型采用的技术方案是:
6.一种用于木窗双端复合精铣机床内框定位夹紧工作台;由机架1、y向定位销安装板2、x向推料气缸安装板3、主动压辊4、被动压辊5、压辊安装板滚珠升降丝杠6、压辊安装架7、螺栓8、压辊安装架导向轴9、x向推料气缸10、移动靠尺11、工作平台12、x向单定位销13、定位销气缸安装板14、移动靠尺移动动力安装板15、x向三销定位销16、y向定位销17构成;y向定位销安装板2与立柱1-2螺栓固定连接,x向推料气缸安装板3与压辊安装立柱1-6螺栓固定连接,主动压辊4与压辊安装架7通过螺栓8固定连接,被动压辊5与压辊安装架7通过螺栓8固定连接,压辊安装板滚珠升降丝杠6与压辊安装上圈梁1-7螺栓固定连接于压辊安装上圈梁1-7中间开口处,压辊安装架7与压辊安装架移动螺母6-5螺栓固定连接,压辊安装架导向轴9与压辊安装架7沿压辊安装架导向轴9轴向可移动装配,压辊安装架导向轴9与压辊安装上圈梁1-7螺纹固定连接于压辊安装上圈梁1-7上设有的凸台上,x向推料气缸10与x向推料气缸安装板3螺栓固定连接,移动靠尺底座11-2与移动靠尺移动动力安装板15螺栓固定连接,移动靠尺辅助滑块11-9与移动靠尺移动辅助导轨12-2可滑动装配,工作平台12与上圈梁1-4螺栓连接,x向单定位销13共有3个,x向单定位销13与定位销气缸安装板14螺栓固定连接,定位销气缸安装板14与立柱1-2螺栓固定连接,靠尺移动动力安装板15与立柱1-2螺栓固定连接,x向三销定位销16与定位销气缸安装板14螺栓固定连接,y向定位销17与y向定位销安装板2螺栓固定连接。
7.所述机加1由机架下圈梁1-1、立柱1-2、横梁1-3、上圈梁1-4、压棍安装下圈梁1-5、压辊安装立柱1-6、压辊安装上圈梁1-7构成;立柱1-2与机架下圈梁1-1螺栓固定连接,立柱1-2共有8个,两个立柱1-2与横梁1-3通过螺栓固定连接,立柱1-2共有3个,上圈梁1-4与立柱上端螺栓固定连接,压棍安装下圈梁1-5与机架下圈梁1-1螺栓固定连接,压辊安装立柱1-6与压棍安装下圈梁1-5螺栓固定连接,压辊安装上圈梁1-7与3个压辊安装立柱1-6螺栓固定连接,压辊安装上圈梁1-7设有两个凸台,所述凸台上有螺纹孔与压辊安装架导向轴通过螺纹固定连接,压辊安装上圈梁1-7中间部分设有开口,所述开口与压辊安装板滚珠升降丝杠6固定连接。
8.所述主动压辊4由主动压辊电机4-1、主动压辊电机连接笼4-2、主动压辊联轴器4-3、主动压辊轴4-4、主动压辊棍子4-5、压辊活动架4-6、主动压辊气缸转接件4-7、主动压辊气缸4-8、主动压辊安装板4-9、主动轴承座4-10构成;主动压辊电机4-1与主动压辊电机连接笼4-2螺栓固定连接,主动压辊电机连接笼4-2与压辊活动架4-6螺栓固定连接,主动压辊电机4-1的输出轴与主动压辊棍子4-4通过主动压辊联轴器4-3连接,主动压辊轴4-4与主动压辊棍子4-5键连接,压辊活动架4-6与主动压辊气缸转接件4-7可转动装配,主动压辊气缸转接件4-7与主动压辊气缸4-8通过螺纹固定连接,主动压辊气缸4-8与主动压辊安装板4-9通过螺栓8固定连接,主动压辊安装板4-9与主动轴承座4-10螺栓固定连接。
9.所述被动压辊5由被动压辊压辊安装板5-1、被动压辊压辊气缸5-2、被动压辊压辊气缸转接件5-3、被动压辊轴承座5-4、被动压辊活动架5-5、被动压辊压辊轴5-6、被动压辊棍子5-7构成;被动压辊压辊气缸5-2与被动压辊压辊安装板5-1螺栓固定安装,被动压辊压辊气缸转接件5-3与被动压辊气缸5-2通过螺纹固定连接,被动压辊轴承座5-4与被动压辊压辊安装板5-1螺栓固定连接,被动压辊活动架5-5与被动压辊轴承座5-4可转动装配,被动压辊压辊轴5-6与被动压辊压辊轴5-6可转动装配,被动压辊压辊轴5-6与被动压辊棍子5-7通过键连接。
10.压辊安装板滚珠升降丝杠6由压辊安装板滚珠升降丝电机减速器组件6-1、减速器输出轴6-2、联轴器6-3、滚珠丝杠升降机机体6-4、压辊安装架移动螺母6-5、压辊安装架丝杠6-6构成;电机减速器组件6-1与减速器输出轴6-2通过键固定连接,滚珠丝杠升降机机体6-4的输入轴与减速器输出轴6-2通过联轴器6-3固定连接,滚珠丝杠升降机机体6-4与压辊安装架丝杠6-6键连接可转动连接,压辊安装架移动螺母6-5与压辊安装架丝杠6-6通过丝杠螺纹可转动连接。
11.移动靠尺11由移动靠尺电机11-1、移动靠尺底座11-2、首端丝杠支撑坐11-3、移动靠尺丝杠螺母坐移动导轨11-4、移动靠尺丝杠螺母坐移动滑块11-5、末端丝杠支撑坐11-6、移动靠尺丝杠11-7、移动靠尺丝杠螺母11-8、移动靠尺辅助滑块11-9、移动靠尺11-10、移动靠尺电机丝杠联轴器11-11、移动靠尺电机输出轴11-12构成;移动靠尺电机11-1与移动靠尺底座11-2螺栓固定连接,首端丝杠支撑坐11-3与移动靠尺底座11-2螺栓固定连接,移动靠尺丝杠螺母坐移动导轨11-4与移动靠尺底座11-2螺栓固定连接,移动靠尺丝杠螺母坐移动滑块11-5与移动靠尺丝杠螺母坐移动导轨11-4可滑动装配,末端丝杠支撑坐11-6与移动靠尺底座11-2螺栓固定连接,移动靠尺丝杠11-7与首端丝杠支撑坐11-3和末端丝杠支撑坐11-6可转动装配,移动靠尺丝杠螺母11-8与移动靠尺丝杠11-7丝杠螺母可转动装配,移动靠尺辅助滑块11-9与移动靠尺11-10螺栓固定连接,移动靠尺11-10与移动靠尺丝杠螺母
11-8螺栓固定连接,移动靠尺电机输出轴11-12与移动靠尺丝杠11-7通过移动靠尺电机丝杠联轴器11-11固定连接。
12.工作平台12由工作平台12-1、移动靠尺移动辅助导轨12-2构成;工作平台12-1上有3个x向单定位销13伸缩孔、x向三销定位销16伸缩方形孔、y向定位销17孔、移动靠尺移动辅助导轨12-2安装凹槽,四个角开有四个螺纹孔,移动靠尺移动辅助导轨12-2与工作平台12-1螺栓固定连接。
13.x向单定位销13由x向单定位销气缸13-1、x向单定位销13-2构成;x向单定位销气缸13-1与x向单定位销13-2通过螺纹固定连接。
14.x向三销定位销16由x向三销定位销气缸16-1、x向三销定位销16-2、x向三销定位销安装板16-3构成;x向三销定位销气缸16-1与x向三销定位销安装板16-3螺纹固定连接,x向三销定位销16-2与x向三销定位销安装板16-3螺纹固定连接。
15.y向定位销17由y向定位销气缸17-1、y向定位销17-2构成;y向定位销气缸17-1与y向定位销17-2螺纹固定连接。
16.本发明专利的优点是:通过双头丝杠作用使得两对刚性压辊和一对弹性压辊依次与木窗位置进行微调定位夹紧,一组刚性压辊同时横向两侧移动,提高了木窗双端铣削加工的木窗内框定位夹紧精度,从而保证后续双端铣削加工精度,进而提高窗户密封性。
附图说明
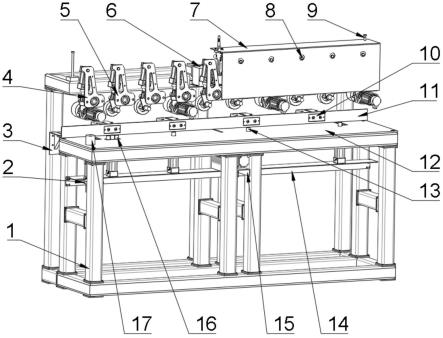
17.图1一种用于木窗双端复合精铣机床内框定位夹紧工作台轴测图;
18.图中:1.机架;2.y向定位销安装板;3.x向推料气缸安装板;4.主动压辊;5.被动压辊;6.压辊安装板滚珠升降丝杠;7.压辊安装架;8.螺栓;9.压辊安装架导向轴;10.x向推料气缸;11.移动靠尺;12.工作平台;13.x向单定位销14.定位销气缸安装板;15.移动靠尺移动动力安装板;16.x向三销定位销;17.y向定位销。
19.图2机架1轴测图;
20.图中:1-1.机架下圈梁;1-2.立柱;1-3.横梁;1-4.上圈梁;1-5.压棍安装下圈梁;1-6.压辊安装立柱;1-7.压辊安装上圈梁。
21.图3主动压辊正视图;
22.图中:4-1.主动压辊电机;4-2.主动压辊电机连接笼;4-3.主动压辊联轴器;4-4.主动压辊轴;4-5.主动压辊棍子;4-6.压辊活动架;4-7.主动压辊气缸转接件;4-8.主动压辊气缸;4-9.主动压辊安装板;4-10主动轴承座。
23.图4被动压辊5正视图;
24.图中:5-1.被动压辊压辊安装板;5-2.被动压辊压辊气缸;5-3.被动压辊压辊气缸转接件;5-4.被动压辊轴承座;5-5.被动压辊活动架;5-6.被动压辊压辊轴;5-7.被动压辊棍子。
25.图5:压辊安装板滚珠升降丝杠轴测图;
26.图中:6-1.压辊安装板滚珠升降丝电机减速器组件;6-2.减速器输出轴;6-3.联轴器;6-4.滚珠丝杠升降机机体;6-5.压辊安装架移动螺母;6-6.压辊安装架丝杠。
27.图6移动靠尺轴测图;
28.图中:11-1.移动靠尺电机;11-2.移动靠尺底座;11-3.首端丝杠支撑坐;11-4.移
动靠尺丝杠螺母坐移动导轨;11-5.移动靠尺丝杠螺母坐移动滑块;11-6.末端丝杠支撑坐;11-7.移动靠尺丝杠;11-8.移动靠尺丝杠螺母;11-9.移动靠尺辅助滑块;11-10.移动靠尺;移动靠尺电机丝杠联轴器11-11;11-12移动靠尺电机输出轴。
29.图7移动靠尺轴测图;
30.图中:12-1.工作平台;12-2.移动靠尺移动辅助导轨。
31.图8x向单定位销正视图;
32.图中:13-1.x向单定位销气缸;13-2.x向单定位销。
33.图9x向三销定位销正视图;
34.图中:16-1.x向三销定位销气缸;16-2.x向三销定位销16-2;16-3.x向三销定位销安装板。
35.图10y向定位销正视图:
36.图中:17-1.y向定位销气缸;17-2.y向定位销.
具体实施方式
37.y向定位销安装板与立柱螺栓固定连接,x向推料气缸安装板与压辊安装立柱螺栓固定连接,主动压辊与压辊安装架通过螺栓固定连接,被动压辊与压辊安装架通过螺栓固定连接,压辊安装板滚珠升降丝杠与压辊安装上圈梁螺栓固定连接于压辊安装上圈梁中间开口处,压辊安装架与压辊安装架移动螺母螺栓固定连接,压辊安装架导向轴与压辊安装架沿压辊安装架导向轴轴向可移动装配,压辊安装架导向轴与压辊安装上圈梁螺纹固定连接于压辊安装上圈梁上设有的凸台上,x向推料气缸与x向推料气缸安装板螺栓固定连接,移动靠尺底座与移动靠尺移动动力安装板螺栓固定连接,移动靠尺辅助滑块与移动靠尺移动辅助导轨可滑动装配,工作平台与上圈梁螺栓连接,x向单定位销共有个,x向单定位销与定位销气缸安装板螺栓固定连接,定位销气缸安装板与立柱螺栓固定连接,靠尺移动动力安装板与立柱螺栓固定连接,x向三销定位销与定位销气缸安装板螺栓固定连接,y向定位销与y向定位销安装板螺栓固定连接。立柱与机架下圈梁螺栓固定连接,立柱共有个,两个立柱与横梁通过螺栓固定连接,立柱共有个,上圈梁与立柱上端螺栓固定连接,压棍安装下圈梁与机架下圈梁螺栓固定连接,压辊安装立柱与压棍安装下圈梁螺栓固定连接,压辊安装上圈梁与个压辊安装立柱螺栓固定连接,压辊安装上圈梁设有两个凸台,所述凸台上有螺纹孔与压辊安装架导向轴通过螺纹固定连接,压辊安装上圈梁中间部分设有开口,所述开口与压辊安装板滚珠升降丝杠固定连接。主动压辊电机与主动压辊电机连接笼螺栓固定连接,主动压辊电机连接笼与压辊活动架螺栓固定连接,主动压辊电机的输出轴与主动压辊棍子通过主动压辊联轴器连接,主动压辊轴与主动压辊棍子键连接,压辊活动架与主动压辊气缸转接件可转动装配,主动压辊气缸转接件与主动压辊气缸通过螺纹固定连接,主动压辊气缸与主动压辊安装板通过螺栓固定连接,主动压辊安装板与主动轴承座螺栓固定连接。被动压辊压辊气缸与被动压辊压辊安装板螺栓固定安装,被动压辊压辊气缸转接件与被动压辊气缸通过螺纹固定连接,被动压辊轴承座与被动压辊压辊安装板螺栓固定连接,被动压辊轴承座与被动压辊轴承座可转动装配,被动压辊活动架与被动压辊轴承座可转动装配,被动压辊压辊轴被动压辊压辊轴可转动装配,被动压辊压辊轴与被动压辊棍子通过键连接。电机减速器组件与减速器输出轴通过键固定连接,滚珠丝杠升降机机体的输
入轴与减速器输出轴通过联轴器固定连接,滚珠丝杠升降机机体与压辊安装架丝杠键连接可转动连接,压辊安装架移动螺母与压辊安装架丝杠通过丝杠螺纹可转动连接。移动靠尺电机与移动靠尺底座螺栓固定连接,首端丝杠支撑坐与移动靠尺底座螺栓固定连接,移动靠尺丝杠螺母坐移动导轨与移动靠尺底座螺栓固定连接,移动靠尺丝杠螺母坐移动滑块与移动靠尺丝杠螺母坐移动导轨可滑动装配,末端丝杠支撑坐与移动靠尺底座螺栓固定连接,移动靠尺丝杠与首端丝杠支撑坐和末端丝杠支撑坐可转动装配,移动靠尺丝杠螺母与移动靠尺丝杠丝杠螺母可转动装配,移动靠尺辅助滑块与移动靠尺螺栓固定连接,移动靠尺与移动靠尺丝杠螺母螺栓固定连接,移动靠尺电机输出轴与移动靠尺丝杠通过移动靠尺电机丝杠联轴器固定连接。工作平台上有个x向单定位销伸缩孔、x向三销定位销伸缩方形孔、y向定位销孔、移动靠尺移动辅助导轨安装凹槽,四个角开有四个螺纹孔,移动靠尺移动辅助导轨与工作平台螺栓固定连接。x向单定位销气缸与x向单定位销通过螺纹固定连接。x向三销定位销气缸与x向三销定位销安装板螺纹固定连接,x向三销定位销与x向三销定位销安装板螺纹固定连接。y向定位销气缸与y向定位销螺纹固定连接。
38.工作时,x向单定位销13-2与x向三销定位销16-2处于落下状态,位于工作平台下方。y向定位销气缸17-1上升状态,位于工作平台上方。移动靠尺11依据所加工木窗尺寸确定移动靠尺11-10位置。木窗户y向移动碰到y向定位销17-2时候停止y向移动。木窗开始x向移动,碰到移动靠尺11-10之后停止运动,在木窗通过x向单定位销13-2与x向三销定位销16-2之后,x向单定位销气缸13-1与x向三销定位销气缸16-1充气动作,推动x向单定位销13-2与x向三销定位销16-2升起。x向推料气缸10动作,推动木窗外侧x反向移动直到将木窗推到木窗内侧与x向单定位销13-2与x向三销定位销16-2对齐,此时完成内侧对中。压辊安装板滚珠升降丝电机减速器组件6-1开始工作带动压辊安装架移动螺母6-5向下移动,带动压辊安装架7向下移动,从而主动压辊4和被动压辊5向下移动,当主动压辊棍子4-5和被动压辊棍子5-7压紧木窗上表面停止,压辊安装板滚珠升降丝电机减速器组件6-1停止工作。x向单定位销13-2、x向三销定位销16-2处于落下与y向定位销17-2下落。主动压辊电机4-1开始工作,带动主动压辊棍子4-5转动,通过主动压辊棍子4-5与木窗上表面之间的摩擦力继续y向移动,木窗通过y向定位销17-2之后y向定位销17-2升起,工作完成,继续重复上述步骤,完成下一只窗户内侧定位夹紧。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1