一种板侧孔加工装置的制作方法
1.本实用新型涉及封边机技术领域,具体涉及一种板侧孔加工装置。
背景技术:
2.目前,封边机是一种常用的木工机械,可以实现封边的机械化操作,其首先将热熔胶加热熔化,然后涂到板材边缘的侧面上,再将封边带粘接在板材边缘的侧面上。但是板式家具使用到的板材的某些侧面上需要钻孔或铣长孔以安装连接件实现板材拼装,也就是说,一般是家具的板材的外露边缘才需要封边处理,而板材的与相邻板材贴靠连接的侧面是需要加工盲孔或长孔等结构,但是现有技术的封边机只能实现常规封边及打磨等工序,现有技术的封边机不能对板材的侧面进行钻铣加工,需要另外配置机床对板材进行加工,不仅导致工作效率低下,而且还导致工厂投入成本过高。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种板侧孔加工装置,它有利于提高工作效率及降低成本。
4.本实用新型的目的是通过下述技术方案实现的。
5.本实用新型公开的板侧孔加工装置,包括底座及钻铣加工机头,所述钻铣加工机头设有纵移座、升降座、横移座、主轴、升降伺服电机、横移伺服电机及纵移伺服电机,所述纵移座滑动连接于所述底座上,所述升降座滑动连接于所述纵移座上,所述横移座滑动连接于所述升降座上,所述主轴安装在所述横移座上,所述主轴的轴线沿左右方向延伸设置,所述升降伺服电机驱动所述升降座上下移动,所述横移伺服电机驱动所述横移座左右移动,所述纵移伺服电机驱动所述纵移座前后移动,所述纵移座上设有传感器安装座,所述传感器安装座上安装有用于监测在封边机上输送的板材的前端的板材追踪传感器;还包括控制器,所述控制器电连接所述板材追踪传感器,所述控制器控制连接所述钻铣加工机头。
6.优选地,本实用新型的板侧孔加工装置还包括板材监测传感器,所述板材监测传感器设于所述板材追踪传感器的后方,所述控制器电连接所述板材监测传感器。
7.优选地,本实用新型的板侧孔加工装置还包括用于安装在封边机的纵梁上的沿前后方向延伸设置的辅助直线导轨,所述传感器安装座与所述辅助直线导轨滑动连接,所述传感器安装座与所述纵移座的上部连接。
8.优选地,所述纵移座的上部安装有沿上下方向延伸设置的容差直线导轨,所述传感器安装座与所述容差直线导轨滑动连接。
9.优选地,所述传感器安装座包括滑板及撑板,所述滑板与所述辅助直线导轨连接,所述撑板与所述容差直线导轨连接,所述滑板与所述撑板通过螺钉安装连接。
10.本实用新型与现有技术相比较,其有益效果是:通过设置用于加工板侧孔的钻铣加工机头,钻铣加工机头的纵移座上设有传感器安装座,传感器安装座上安装有用于监测在封边机上输送的板材的前端的板材追踪传感器,控制器电连接板材追踪传感器,控制器
控制连接钻铣加工机头,有利于使封边机具有板侧孔加工的功能,有利于降低家具生产企业的投入成本,也便于操作员操作,有利于减少人员配备,有利于提高工作效率。
附图说明
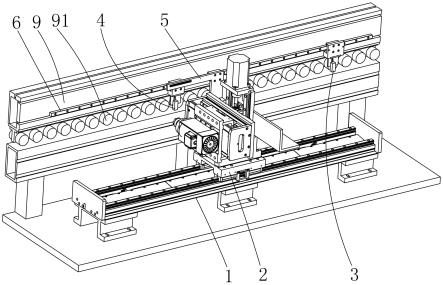
11.图1为本实用新型的板侧孔加工装置与纵梁组合的前上视觉的立体结构示意图。
12.图2为本实用新型的板侧孔加工装置与纵梁组合的后上视觉的立体结构示意图。
13.图3为图2的a处局部结构示意图。
14.图4为本实用新型的板侧孔加工装置与纵梁组合的前正视结构示意图。
15.图5为本实用新型的钻铣加工机头的立体结构示意图。
16.标号说明:1-底座;2-钻铣加工机头;21-纵移座;22-升降座;23-横移座;24-主轴;241-刀具;25-升降伺服电机;3-板材监测传感器;4-板材追踪传感器;5-传感器安装座;51-滑板;52-撑板;53-容差直线导轨;6-辅助直线导轨;9-纵梁;91-压轮;99-板材。
具体实施方式
17.下面结合附图对本实用新型作进一步的描述。
18.本实用新型的板侧孔加工装置,如图1至图5所示,包括底座1及钻铣加工机头2,如图5所示,钻铣加工机头2设有纵移座21、升降座22、横移座23、主轴24、升降伺服电机25、横移伺服电机及纵移伺服电机,纵移座21滑动连接于底座1上,具体地说,底座1上安装有两条沿前后方向延伸设置的直线导轨,纵移座21安装在与上述的直线导轨适配的滑块上;如图5所示,升降座22通过对应的直线导轨滑动连接于纵移座21上,横移座23通过对应的直线导轨滑动连接于升降座22上,主轴24安装在横移座23上,主轴24的轴线沿左右方向延伸设置,使得装夹在主轴24上的刀具241的轴线位于水平面内,升降伺服电机25通过对应的滚珠丝杆副驱动升降座22上下移动,横移伺服电机驱动横移座23左右移动,横移伺服电机可以是通过同步带或对应的滚珠丝杆副驱动横移座23左右移动,纵移伺服电机可以通过齿轮齿条传动机构驱动纵移座21前后移动;如图1至图3所示,纵移座21上设有传感器安装座5,传感器安装座5上安装有用于监测在封边机上输送的板材99的前端的板材追踪传感器4,板材追踪传感器4属于现有技术,板材追踪传感器4可以选用漫反射光电传感器;还包括控制器,控制器电连接板材追踪传感器4,控制器控制连接钻铣加工机头2,也就是说控制器电连接主轴24、升降伺服电机25、横移伺服电机及纵移伺服电机。
19.以下简要说明本实用新型的工作原理:如图1和图4所示,封边机的压轮91将板材99压在封边机的输送带上,封边机的输送带通过对应的伺服电机驱动,封边机的输送带带动板材99从后至前平移,刀具241装夹在主轴24上。当板材99的前端触发板材追踪传感器4,控制器获得板材追踪传感器4的接通信号,控制器即获得板材99所处的在前后方向上的位置,于是控制器控制主轴24移位对板材99的侧面进行加工,刀具241可以为铣刀或者钻头等,在控制纵移伺服电机带动纵移座21前后移动的过程中,由于封边机的输送带通过对应的伺服电机驱动,于是控制器可以通过计算抵消板材99的向前位移量,换句话说,控制器结合纵移伺服电机追踪板材99进行在线加工,举例地说,当板材99在上下方向上有多个打孔位置时,控制器通过控制升降伺服电机25带动刀具241上下移位。通过设置本实用新型的板侧孔加工装置,使得封边机具有了板侧孔加工的功能,避免需要配置另外的机床对板材99
进行加工,降低了投入成本,也便于操作员操作,有利于减少人员配备,有利于提高工作效率。
20.进一步地,如图1所示,本实用新型的板侧孔加工装置还包括板材监测传感器3(需要注意的是,只有图1示意地画出了板材监测传感器3及板材追踪传感器4),板材监测传感器3设于板材追踪传感器4的后方,控制器电连接板材监测传感器3。当板材99从后至前地被输送,板材99的前端首先触发板材监测传感器3,控制器可以根据板材监测传感器3的接通信号控制纵移伺服电机带动钻铣加工机头2快速向后移动,使板材追踪传感器4快速主动移向板材99的前端,当板材追踪传感器4被触发,控制器就可以跟踪板材99继而对板材99进行加工,从而有利于减少空闲等待时间,由于板材99为在线加工(一边向前移动一边被加工),所以在一块板材99加工完毕,下一块板材99的前端触发板材监测传感器3,就可以使钻铣加工机头2快速反应对上述的下一块板材99进行加工,从而有利于提高工作效率。
21.进一步地,如图1所示,本实用新型的板侧孔加工装置还包括用于安装在封边机的纵梁9上的沿前后方向延伸设置的辅助直线导轨6,如图3所示,传感器安装座5与辅助直线导轨6滑动连接,具体是传感器安装座5安装在与辅助直线导轨6适配的滑块上,传感器安装座5与纵移座21的上部连接。于是纵移座21的上部得到了辅助直线导轨6的支撑作用而避免出现左右晃动现象,有利于提高主轴24加工的板材99的侧面的孔位的精度。
22.进一步地,如图3所示,纵移座21的上部安装有沿上下方向延伸设置的容差直线导轨53,传感器安装座5与容差直线导轨53滑动连接,具体是传感器安装座5通过螺钉安装在与容差直线导轨53适配的滑块上,由于纵移座21通过对应的直线导轨与底座1连接,安装在底座1上的直线导轨难免与辅助直线导轨6存在平行度误差,使安装在底座1上的直线导轨与辅助直线导轨6在竖立面内形成夹角,所以在纵移座21前后移动的过程中,辅助直线导轨6可能会出现相对地上下拉扯传感器安装座5的情况而导致纵移座21晃动,而通过设置容差直线导轨53,使得当辅助直线导轨6相对地上下拉扯传感器安装座5的时候,传感器安装座5可以相对纵移座21上下移动,而传感器安装座5仍可以维持对纵移座21的沿左右方向的支撑作用,从而避免纵移座21晃动,有利于提高加工精度。
23.进一步地,如图3所示,传感器安装座5包括滑板51及撑板52,滑板51与辅助直线导轨6连接,撑板52与容差直线导轨53连接,滑板51与撑板52通过螺钉安装连接,通过设置传感器安装座5为上述的分体式结构,有利于使传感器安装座5易于制作及装配。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1